水力旋流器工艺改造生产实践
2016-08-31 01:34盛惠敏西部黄金克拉玛依哈图金矿有限责任公司乌鲁木齐830026
新疆有色金属 2016年5期
盛惠敏(西部黄金克拉玛依哈图金矿有限责任公司 乌鲁木齐 830026)
水力旋流器工艺改造生产实践
盛惠敏
(西部黄金克拉玛依哈图金矿有限责任公司 乌鲁木齐 830026)
旋流器的定位不合理导致二段闭路磨矿细度控制始终不能达到理想效果,浮选回收率受到影响,旋流器的工作压力控制不稳,进而影响到重选回收率。
旋流器工作压力回收率
1 引言
磨矿分级作业是矿物分离极其重要的生产环节,磨矿分级作业工作状态好坏,直接关系到选别指标和经济效益。磨矿分级作业决定了入选物料细度及其单体解离程度,直接影响了分选作业可能达到的金属矿物品位和选别指标。磨矿分级作业决定了入选物料的粒度组成,分级作业要求的合格细度是分选作业的必要条件。
2 水力旋流器概述
⑴水力旋流器最早于20世纪30年代末在荷兰出现。水力旋流器是利用回转流进行分级的设备,且也用于浓缩、脱水以致选别。水力旋流器是一种高效率的分级、脱泥设备,由于它的构造简单、便于制造、处理量大,在国内外已广泛使用。
水力旋流器工作原理:矿浆从进口压入,经给矿管沿切线方向进人旋流器的圆柱体内,即在器内作旋转运动并产生极大的离心力。在离心力的作用下,较粗的颗粒被抛向器壁,随螺旋线下降流下降,并由排砂嘴排出;较细的颗粒与水一起在锥体中心形成上升的螺旋流,经溢流管排出。
⑵分级效率是水力旋流器的重要技术指标,它反应分级设备的技术性能和管理水平。
⑶如何判断旋流器是否处于正常工作状态呢?
①给矿压力的判断:
a:一段旋流器组理论上的压力调节范围在0.06~0.10mPa。压力如果过高,会对旋流器产生比较大的磨损。
b:二段旋流器组理论上的压力调节范围在0.08~0.16mPa。压力如果太低,会使沉砂的浓度降低,溢流浓度变粗,会对工艺有所影响。总之,压力调整中要保证一段旋流器组压力不能高,二段旋流器组压力不能低。
②沉砂呈伞状排出,判断依据为沉砂夹角在10°~20°之间,并且浓度达到75%左右为最佳工作状态,如果沉砂散开角度太大,有三个原因:
a:给矿压力太小,应该调节泵的给矿压力,使满足工艺条件。
b:沉砂嘴太大,且沉砂浓度太低。此时可以通过更换小沉沙嘴来调整。
c:给矿量太小,给矿浓度太低。此时可以调节给矿量大小和旋流器开的台数。总之沉砂浓度的大小,直接影响磨机的效率,影响磨机的排矿粒度,对整个工艺都会有所影响。
③溢流的浓细度满足下步工艺条件。此标准为第一标准,也就是需首先满足该条件,下面是如何调整状态的简要说明:
a:溢流浓度大,细度粗。此时可以通过增加压力和调节给矿浓度,也可通过更换大沉沙嘴来满足要求。但是以上的调节中不能仅仅依靠一种办法来调整,因为这样可能会使旋流器的工作不正常和不稳定。
b:溢流浓度小,细度细。此时需降低压力或者调节给矿浓度,也可通过更换小沉砂嘴来满足要求。
3 哈图金矿选矿厂水力旋流器工艺改造原因
哈图金矿选矿厂二段闭路磨矿细度控制始终不能达到理想效果,一般就在65%~70%之间波动,突出表现在浮选尾矿跑高,最高时达到0.6g/t以上,浮选回收率受到影响,因此我们分析旋流器的定位不合理。二段球磨机的磨矿效率不高,主要表现在:
⑴当满足旋流器的工作压力,即0.08mPa以上,沉砂嘴沉砂浓度达到75%以上时,Φ200mm的返砂管发生堵塞现象,矿砂满出,因此操作工为了避免返砂管堵塞,一方面降低泵的转速,把旋流器工作压力控制在0~0.03mPa之间,直接影响到旋流器的分级效果。另外在返砂管外加一趟清水,返砂管不堵塞,但是降低了球磨机的给矿浓度,不能满足球磨机的磨矿条件,影响到球磨机的磨矿效率。
⑵旋流器的工作压力小,离心力就小,会使沉砂的浓度降低,溢流浓度变粗,会对浮选工艺有所影响,将磨矿的颗粒金锁住很困难,影响到重选回收率,重选回收率不稳定。
⑶ 综上所述,二段闭路磨矿,效果不是很理想。
4 改造前的设备联系图
改造前的设备联系见图1。
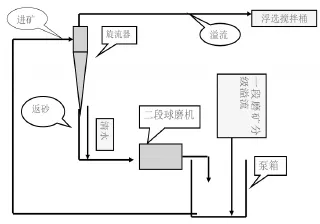
图1 改造前设备联系图
5 采取措施
⑴将两个旋流器移位,原则上尽可能缩短旋流器与球磨机进矿口的距离。
⑵保证工艺畅通的前提下,定位是关键,保持厂房协调美,不影响操作,维修方便。
⑶根据以上两个条件,进行合理定位、安装,用时一周完成了改造工作。
⑷安装了分断箱,切断虹吸现象对旋流器分级的干涉作用。
⑸ 满足旋流器工作的一切条件。
6 改造后的设备联系图与现场设备
改造后的设备联系见图2。
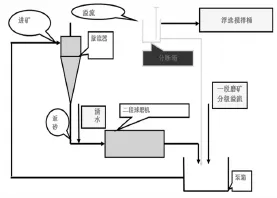
图2 改造后设备联系图
7 结论
哈图金矿选矿厂对水力旋流器工艺技术改造,经过生产实践证明是成功的。
⑴旋流器工作压力控制0.08~0.12mPa之间。
⑵进入浮选的矿浆细度-200目细度达到75%~82%之间,使浮选回收率稳定控制在86%以上,浮选尾矿控制在0.4g/t以下。
⑶重选回收率稳定在50%左右。
⑷水力旋流器工艺改造达到了此次改造的效果,使选矿厂生产日渐趋于稳定、成熟。
⑸更便于岗位操作,使工艺流程更加顺畅。
[1]庞学诗.水力旋流器的理论与应用[M].中南大学出版社,2005.
[2]庞学诗.水力旋流器工艺计算[M].中国石化出版社,1997.9.
[3]刘培坤,王书礼.水力旋流器运行故障及处理.矿业快报,2006.10.
收稿:2016-04-26
10.16206/j.cnki.65-1136/tg.2016.05.030
猜你喜欢
选煤技术(2022年3期)2022-08-20
昆钢科技(2022年2期)2022-07-08
选煤技术(2022年1期)2022-04-19
航空发动机(2021年1期)2021-05-22
科学家(2021年24期)2021-04-25
流体机械(2021年1期)2021-02-23
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
水运工程(2020年11期)2020-11-27
河北渔业(2019年3期)2019-03-22
建筑科技(2018年6期)2018-08-30