可靠性工程之方法因素分析与控制(上)*
2016-08-31 06:42张根保冯旭克
制造技术与机床 2016年5期
张根保 冯旭克
(重庆大学机械工程学院,重庆 400044)
可靠性工程之方法因素分析与控制(上)*

张根保:重庆大学教授,机械制造专业博士生导师,机械设计制造研究所所长。
张根保 冯旭克
(重庆大学机械工程学院,重庆 400044)
在影响产品质量和可靠性的“人机料法环测”六因素中,工作方法贯穿于产品设计、制造和管理的全过程,是影响产品质量和可靠性最重要的因素。本文介绍了可靠性工程中工作方法的相关概念及其分类,然后详细分析了技术类方法(设计方法、加工方法、装配方法和试验方法等)和管理类方法(质量管理方法、质量检验方法、现场管理方法等)对机床可靠性的影响,为后续的可靠性工程工作方法因素控制奠定基础。
方法;质量;可靠性;机床
1 工作方法相关概念
影响产品质量和可靠性主要有6个因素:人员(man/ manpower)、机器(machine)、材料(material)、工作方法(method)、环境(environment)和测量(measurement),简称为5M1E。其中,工作方法起着重要的作用。王元军对影响加工中心可靠性的机器、工作方法和测量3个因素进行了分析,并且针对这3种因素提出了提高加工中心可靠性的改进方案[1];赵昌龙为了提高高速加工中心的加工精度,从环境和工作方法方面进行分析,利用热误差补偿的相关理论和方法对高速加工中心主轴及刀具系统的热误差进行了研究[2];翟怡等利用“5M1E”过程管理方法,采取“由下至上”与“由上至下”相结合的识别模式对航天器产品自动点火过程的共性质量问题进行了分析研究[3]。以上研究工作对工作方法的分析都不够细致,造成机床企业缺乏精细化工作方法因素分析和控制的应用技术和手段。本文专门对影响可靠性的5M1E中的工作方法因素进行比较深入系统的研究。
2 工作方法的分类
所谓的方法是指在产品寿命周期中涉及到的各种技术和管理方法,包括管理制度、工艺文件、设计规范、操作规范等,各种方法的合理制定和规范应用是提高产品可靠性的关键。一般讲,工作方法可以分为技术方面的方法和管理方面的方法两大类:技术类方法是机床在设计、制造过程中所利用的与可靠性保障相关的各种工艺、标准、规范等方法的总称,如产品设计规范、可靠性分析方法、产品技术设计评审方法、过程文件及工作图纸设计、加工工艺、装配工艺、作业指导书、检验标准、检验方法、可靠性和性能试验规范等;管理类方法则是指用来实现可靠性管理目的而运用的手段、方式、途径和程序等的总称[4],包括标准化工作管理、管理标准编写的一般规定、企业管理标准的管理、产品设计和开发工作管理、产品设计和开发工作程序、工艺文件管理、产品工艺工作程序、工艺文件编校审批管理、工艺文件修改、物资供应计划管理、物资订货采购管理、物资订货合同管理、物资验收入库管理、试验管理规范、检验和试验状态标识的补充规定、现场管理标准、定置管理标准、质量信息管理、质量改进管理办法、计量器具管理、库存管理、过程检验、原材料检验、成品检验管理规定等。方法的作用是帮助解决员工“应该做什么”、“怎样做”以及“怎样做得更好”的问题。机床制造企业提高产品可靠性的关键要素之一就是要对工作方法进行合理的策划、长效的应用和严格的控制。
工作方法的技术类方法分类按照设计、加工、装配和试验再进行分类,如表1所示。而管理类方法的分类一般较为复杂,少则几十种管理方法,多则上百种。通过对企业的ISO9000质量体系程序文件、质量手册和管理标准汇编的综合分析,可将管理类方法依照管理总则、设计流程管理、加工装配文件管理、物资采购流程管理、试验管理和质量管理再进行分类,如表2所示。
3 工作方法对机床产品质量和可靠性的影响
表1和表2中的技术类方法和管理类方法都会直接或者间接地影响机床的质量和可靠性。由于企业应用到的工作方法种类太多又有很多差异,对每种工作方法都进行具体分析针对性不强。所以本节从技术类方法和管理类方法两个角度对质量和可靠性的影响进行分析。技术类方法按设计、加工、装配和试验进行分析,管理类方法就规范的完整性和科学性,执行的严格性对质量和可靠性的影响来进行分析。
3.1 技术类方法对可靠性的影响
(1)设计方法对可靠性的影响
设计是产品可靠性的源头[5],机床在设计阶段应用到的技术类方法很多,如表1中的生产图纸、产品设计规范和流程及设计阶段用到的各种相关可靠性分析方法(如FTA和FMEA分析)等。而产品的理论可靠性一般在设计阶段就确定了,其后通过加工、装配及试验来实现产品的固有可靠性,所以设计类方法对机床产品的质量和可靠性有决定性的影响。例如,机床产品设计规范(或设计流程)[6]是确定机床的设计步骤和内容,使设计人员按照一定的要求规范化的开展产品设计工作。如果企业没有严格的设计规范,就会发生新旧标准的交叉应用(特别是新旧公差标准)、缺失必要的设计分析内容(承载能力分析、运动分析、动力学分析、刚度强度分析、热均衡分析、应力均衡分析、匹配性分析等)、对关键零部件的选型缺乏周到考虑、选择的材料没有可靠的试验数据、技术要求确定的不合理、没有进行严格的可靠性评审等,会对产品的可靠性和制造过程带来严重后果。再比如,可靠性设计对保证产品可靠性极端重要,涉及的技术很多,如FTA分析、FMEA分析、可靠性建模、可靠性分配和预计、可靠性设计准则的建立和应用等,缺失任何一项技术或技术应用不到位,都无法保证产品的可靠性。因此,企业必须建立完善的可靠性设计体系,明确可靠性设计的内容和流程,确保重要环节都要得到保障。

表1 技术类方法分类
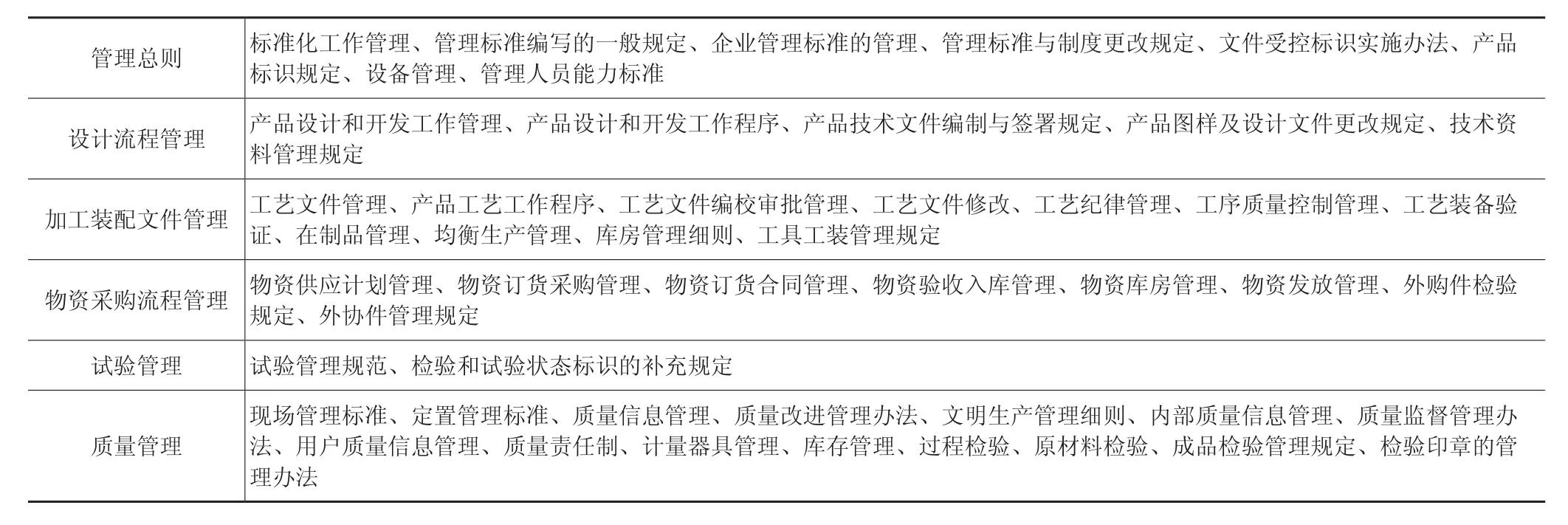
表2 管理类方法分类

表3 工序能力等级评定表
(2)加工方法对可靠性的影响
加工方法对机床产品的质量和可靠性的影响主要体现在加工工艺编制和工艺参数选择上。加工工艺编制是指利用科学的方法,按照图纸的图样尺寸和技术要求,将毛坯变为合格零件的全过程,包括工艺流程和工艺卡片(工艺参数体现在工艺卡片中)。加工工艺包括各种冷加工工艺(车、铣、钻、磨、镗等)、热加工工艺(铸、锻、焊、热处理)和清洁去毛刺工艺。加工工艺在很大程度上决定了零件的加工精度、表面质量和加工一致性,工艺有缺陷或者不合格可直接导致零部件的质量缺陷,间接的对机床的质量和可靠性产生影响。
在加工工艺制定中,对工序能力进行评估是检验加工工艺质量的有效途径。工序能力指数越大,说明工序能力越能满足加工精度的要求,加工的零件一致性越好。通常以质量标准(T)与工序能力(B)的比值来衡量,记为Cp。

工序能力的等级评定如下表所示:
在计量值为双侧公差且分布中心和标准中心不重合的情况下,此时令ε=|M-μ|,这里ε为实际分布中心对标准中心M的绝对偏移量。将ε对T/2的比值称为相对偏移量或偏移系数,记作K,即:此时的实际工序能力指数Cpk为:


表4是某机床附件厂生产的某产品的重要加工工序进行能力分析的结果。
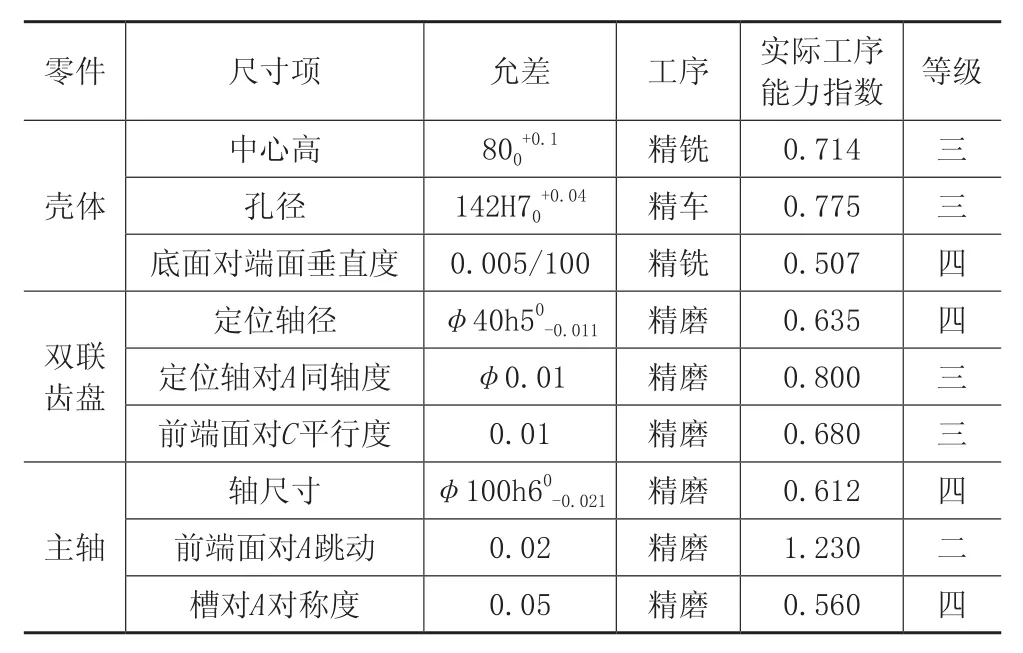
表4 工序能力指数统计表
由表4可知,大部分工序能力不足,会造成大量的废次品,企业应采取措施改善,例如可采取设备自动补偿或砂轮自动调整来减小偏移量进而提高工序能力指数等,最终优化了加工工艺,使得零件的加工精度得以保障。
(3)装配方法对可靠性的影响
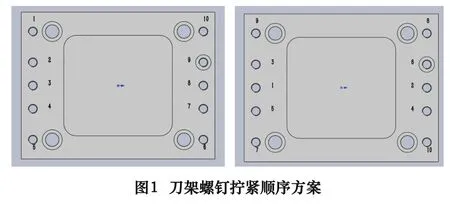
装配是将零部件组装成产品的全过程。装配工艺是规定产品或部件装配工艺规程和操作方法等的工艺文件,一般包括产品的装配序列、装配路径、装配顺序、装配操作方法、检验方法、装配环境等。装配方法对机床产品的质量和可靠性具有非常大的影响,例如,如果在装配工艺文件中没有确定必要的中间检验内容,在全部装配完成再检验,就不会发现中间环节的缺陷,造成产品的潜在故障。再例如,不合理的装配顺序可能会带来潜在故障。再例如,装配中野蛮操作和环境清洁度不够,也会造成产品的潜在故障。因此,在装配工艺文件中必须明确所有装配操作内容,如螺栓的拧紧顺序对精度、变形都有很大影响,如果不明确紧固螺栓的拧紧顺序或不严格执行正确拧紧顺序,就会严重影响装配质量。在图1的两种拧紧工艺顺序中,右图可保证螺钉受力均匀,再配合以分几次拧紧,可使两连接件基本保持自然贴合状态,而左图的拧紧顺序则会产生额外的变形,螺栓的受力也不均匀。事实上,装配拧紧顺序则是钳工操作的基本知识,除了特别重要的环节,一般不需要在工艺文件中明确,但需要装配工人严格按照规范进行拧紧。
紧固螺栓的拧紧力矩对装配可靠性也有很大的影响,在制定装配工艺时如果没有明确规定拧紧力矩,工人靠经验操作就会造成力矩过大或力矩过小的现象,前者可能产生额外变形,后者可能会使螺栓在使用过程中松动,造成装配质量缺陷。因此,在确定装配力矩时需要做大量的分析和试验,并将确定的力矩数值明确标注在工艺文件中,对于重要的紧固部位,在装配前还应该将拧紧顺序和拧紧力矩直接标注在零件上。此外,预紧力的确定也很重要,喻春[7]在数控转塔刀架可靠性关键技术的研究中,对装配力矩T和预紧力F0作了重点的分析。式中:F0为螺栓预紧力;ψ为螺纹升角;d2为螺纹中径;fv为螺纹当量摩擦角;D0是与支承平面联接的垫圈直径;d0螺纹外径;fc为螺栓与被联接件的支承面间的摩擦系数;d为螺纹公称直径;K为拧紧力矩系数。

根据实际经验,刀架在工作过程中固定螺栓组联接受到横向载荷、轴向载荷、旋转力矩及倾覆力矩的多重作用,其受力示意图如图2所示。
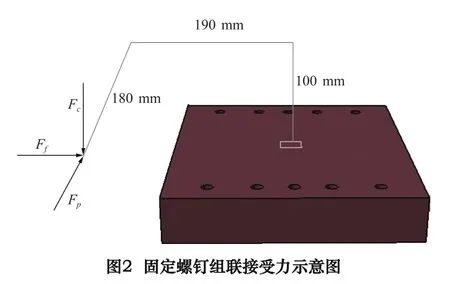
根据经验,刀架在切削方向的分力为Fc=4 000 N,由相关计算可得单个螺钉所受最大工作拉力F= 2 040 N,最小预紧力F0min=6 180 N,最大预紧力F0max=17 534.4 N,进而求得最小和最大拧紧力矩分别为Tmin=14.83 N·m,Fmax=42.08 N·m。在此基础上的拧紧可保证刀架的连接可靠性,也为螺栓拧紧实验提供了理论依据,对拧紧工艺方案的制定的确定起到关键作用。
(4)试验方法对可靠性的影响
对于数控机床而言,试验主要是对机床产品和零部件(如外购件)进行检测,并对产品的质量和可靠性水平进行评价,发现问题并进行改进(包括设计改进、工艺改进等)。机床制造过程中的试验一般包括:材料选择试验、结构刚度和强度试验、工艺试验、工装试验、产品功能试验、噪声试验、空运转振动试验、温升和热变形试验、静刚度试验、传动效率试验、动态性能试验、位置精度试验、回转精度试验、重复定位精度试验、直线运动均匀性试验、工作精度试验、生产能力试验、可靠性试验和连续运行试验等[8]。每类试验都要在一定的试验条件下,运用相应的试验方法(试验大纲、试验程序、加载方法、试验时间、试验参数、试验结果分析方法等),得到相应的试验数据,作为制定设计参数和工艺参数的依据。质量和可靠性作为衡量机床性能的指标,直接影响机床的精度特性、加工稳定性以及无故障工作时间等。通过相应的试验可确定机床的各项质量和可靠性指标是否合理。试验方法都是在相应的试验中进行运用,不同的机床使用的试验方法不同,同一型号的机床不同试验内容所应用的试验方法也不同,下面以某型号数控加工中心机床整机可靠性试验为例来阐述试验方法对机床产品质量和可靠性的作用。
可靠性试验方法是检验机床是否存在潜在缺陷的具体方式,是获得故障数据的基础。整机可靠性试验包括非切削试验和切削试验两部分,主要目的是通过试验来激发整机的早期故障,找出并消除机床产品设计、制造、装配过程中的薄弱环节,以实现产品可靠性的持续增长。以某型号卧式加工中心为例,在刀具、毛坯件以及非切削加工的加载块都备齐后,非切削加工试验方法采用工作台上加最大负载,刀库满刀运行,主轴、B轴、托盘交换架在模拟加工程序下运行,液压、冷却(含内冷与外冷)、润滑等辅助系统均按设定程序工作。切削加工试验方法采用模拟实际切削的方式,对主轴和B轴施加负载,考核和检验加工中心切削状态下的可靠性。在试验结束后,针对相应的故障进行原因分析并提出相应的改进措施,以提高整机的可靠性。例如,对X轴快速移动时发出刺耳异响的分析见表5。另外,在试验的过程中试验方法本身有可能会暴露出问题,加以完善后的试验方法的有效性会有所提高,试验数据也更加可信,更能更加真实的反映出整机的可靠性。
3.2 管理类方法对可靠性的影响
可靠性增长是实施可靠性工程的目的,可靠性管理则是通过对管理的职责、原则、内容、评价、考核及奖励办法的改进来提高产品的可靠性。只有对可靠性管理的职责明确、原则清楚、管理制度有效实施,再辅以可靠性增长的考核和奖惩办法,可靠性增长才能顺利进行。从改进管理职责的角度看,企业需要对管理职责进行明确的分工,比如技术部门负责重大工艺开发和工艺改进,总师办负责新材料、新技术、新设备、新工艺采用及老设备的评价、评选等,才可有效保证可靠性增长的进度和质量,最终间接地提高机床的质量和可靠性。
(1)管理规范的完整性对可靠性的影响
国内机床产品可靠性差的一个重要原因就是管理制度不完善、不精细,使管理没有可信的运作和考核依据。机床的制造涉及产品设计、零部件加工、产品装配、产品试验等阶段,所应用到的管理规范要覆盖各个方面的内容才能保证机床的制造质量和可靠性。管理规范的种类包括:工艺工作管理、工艺文件管理、产品工艺操作程序管理、工序质量管理、工序纪律管理、工艺装配验证、现场管理、定置管理、质量信息管理、质量改进管理、文明生产管理、设备管理、首件产品检验管理规定、零件检验管理规定、成品检验规定以及工艺装配检验管理等[9~21],完整的管理规范应该涵盖机床制造的各个阶段,才能有效的保证产品可靠性。机床的设计、加工、装配、采购及试验阶段都有相应的管理规范是机床管理规范完整的基础,缺少的管理规范则可能会对管理规范产生不好的影响,比如质量信息管理规范的缺少,有关质量信息的管理、协调、处理、考核、归档、贮存等工作必然会混乱无序,质量信息的分类、登记、分析、上报工作也难以进行,必会影响质量改进管理规范的有效实施。
以某企业的现场管理规范为例,企业现场管理制度包括质量管理、工艺管理、定置管理、设备管理、工具管理、计量管理、劳动纪律、环境管理、班组管理、安全生产等。比如劳动纪律五个不准,上班时间不准看书看报,不准吹牛谈天,不准串岗,未经批准不准擅自离开工作岗位,不准吃瓜果食物,这样才能使员工专心工作,减少人为原因导致的产品质量问题,也可保证工作现场干净,减少杂物进入机床内部的机会。图3是某企业车间实施现场管理制度的前后效果对比,对车间进行包括人(工人和管理人员)、机(设备、工具、工位器具)、料(原材料)、法(加工、检测方法)、环(环境)、信(信息)等方面进行合理有效的计划、组织、协调、控制和检测,使其处于良好的结合状态,可以达到优质、高效、低耗、均衡、安全、文明生产的目的。车间干净整洁、零件摆放合理,员工的工作效率也会提高,产品的质量也会相应提高。而旧车间的物品摆放混乱、员工散漫、作业空间太小等问题不仅会影响工作效率和安全性,也会最终影响机床的质量和可靠性。管理规范涵盖内容的完整可全面保证机床产品质量和可靠性,而每一种管理规范的完整则是保证机床产品质量和可靠性的基础。
(2)管理规范的科学性对可靠性的影响

国产机床可靠性差的另外一个原因是管理规范制定的科学性差,不合理的管理规范会产生大量的潜在故障和质量缺陷。机床类产品的分类众多,应该根据不同的生产实践制定相应的管理规范。而管理规范的编制一定要坚持科学的态度,遵循科学的程序,采用科学的方法(例如必须在试验的基础上,以大量的数据为依据),才能编制出实用而科学的规范,使企业内部条件适应外部环境的变化,使管理切合实际、切实可行。例如,国内大多数机床制造企业的售后维修信息反馈单几十年一贯制,填写的内容不完整,格式不规范,造成大量的维修数据得不到有效分析和应用,造成大量的故障重复发生,发现的故障也无法得到有效消除,非常不利于产品的可靠性提升。表6是某机床厂的售后维修信息反馈单,可以看出,该单据存在以下问题:表头标题与“完工报告单”的表头内容重复太多,可删除以简化表格;表格有些信息多余,例如用户地址和邮编,这些信息应该反映在“客户投诉”中,如果报账需要,在采购合同中可以查到,利用网络也可查到,完全没有必要手工填写;“差旅费”、“材料费”、“总费用”从来不填,可简化掉纯属多余的“制造厂名”和“隶属部门”;“用户反映问题”、“对用户反映问题的确认”、“工作日志”、“存在的质量问题”、“处理结果”等几项内容的含义不清,重复填写,但需要的信息反而容易漏掉,对处理机床的故障产生没有作用,进而也会影响机床可靠性的增长工作,需要重新制定全新的维修完工报告单。
(3)管理规范执行的严格性对可靠性的影响
国产机床可靠性差的第三个原因是各种管理规范执行不够严格,造成管理制度流于形式,对保障机床的可靠性非常不利。例如工艺纪律管理规范,包括了工艺纪律管理的基本要求、主要内容及检查与考核办法[19-20],如果不严格执行,就会造成工艺纪律涣散,导致产品图样、工艺文件、技术标准等质量太低,技术文件不正确、不完整、不统一,技术人员工作态度散漫,最终会影响产品的质量和可靠性。严格的工艺纪律管理系统是保障机床产品质量的一大关键因素,例如某机床企业装配车间的“七害”现象及零件倒棱倒角检查中发现,六号车间大件工段贴塑区VMC850B主轴箱中两件铁屑未清理干净,易造成污染和摩擦磨损和堵塞等潜在故障。该企业针对此问题曾多次督促整改,在年终绩效考核时扣六号车间0.1分,经整改后问题顺利解决。由此看出,认真做好工艺纪律巡检和对生产班组、车间职能组(员)、操作工人的工艺纪律考核与评价;车间工艺贯彻率特别是关键工序工艺贯彻率才能达到企业下达的计划指标。再例如,如果检验人员讲情面,对检查出来的质量问题视而不见,放松把关,就会造成严重的质量事故。此外,在现场管理方面,企业要认真执行文明生产和定置管理标准等措施,与其他管理内容相结合,可有效提高员工素质和工作积极性,间接地对机床的质量和可靠性产生影响。目前,很多企业在质量管理方面喜欢张贴大标语,如“不接受缺陷、不隐瞒缺陷、不制造缺陷、不传递缺陷”,这种口号本身没有问题,但如何落实却没有相应的措施,也是一种表面文章。
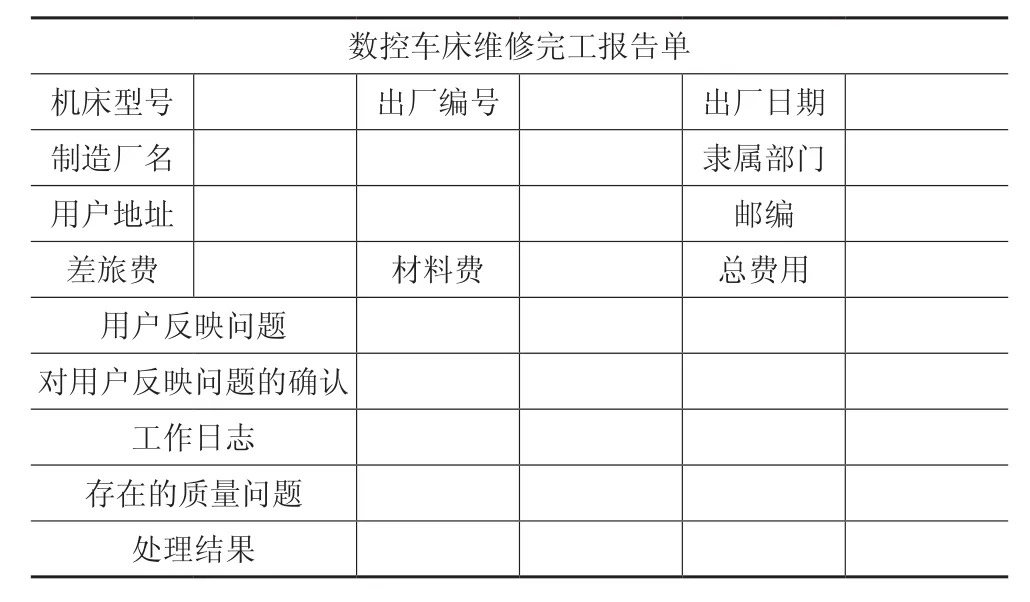
表6 机床维修完工报告单
4 结语
工作方法作为机床制造的基本要素之一,是保证机床产品质量和可靠性的基础。本文在对工作方法进行概述后,按照设计类方法和管理类方法对工作方法
进行了细分。最后结合工程实际,从设计、加工、装配和试验的角度分析了技术类方法对机床产品质量和可靠性的影响,从管理方法的完整性、科学性和执行的严格性的角度论述了管理类方法对机床可靠性的影响。工作方法对机床质量和可靠性的影响巨大,工作方法的合理应用已成为提高产品可靠性的关键因素之一,必须对其加以严格控制。
[1] 王元军.MCH63卧式加工中心可靠性分析与研究[D].南京:南京航空航天大学,2010.
[2] 赵昌龙.高速加工中心主轴及刀具系统热误差综合补偿技术[D].吉林:吉林大学,2010.
[3] 翟怡,孙威.基于5M1E的航天器AIT过程共性质量问题管理[J].航天器环境工程,2013(6):663-666.
[4]马仁杰,王荣科.管理学原理[M].北京:人民邮电出版社,2013.
[5] 庞继红.复杂机电产品设计质量若干关键技术研究[D].重庆:重庆大学,2011.
[6] Q/BJ-J(B)001-2004,机械设计规范[S].
[7] 喻春.数控转塔刀架可靠性关键技术研究[D].重庆:重庆大学,2015.
[8] GB/T 17421.1-1998,机床检验通则第1部分:在无负荷或精加工条件下机床的几何精度[S].
[9]GB/T16462,数控车床和车削中心检验条件[S].
[10]JB/T9169.1-1998,工艺管理导则总则[S].
[11]JB/T9169.3-1998,工艺管理导则产品结构工艺性审查[S].
[12]JB/T9169.10-1998,工艺管理导则生产现场工艺管理[S].
[13]Q/BJ-G(J)032-2010,产品工艺工作程序[S].
[14]Q/BJ-G(J)036-2010,工艺纪律管理[S].
[15]Q/BJ-G(J)037-2010,工序质量控制管理[S].
[16]GJB467-1998,工序质量控制要求[S].
[17]JB/T9169.9-1998,工艺管理导则生产现场工艺考核[S].
[18]Q/BJ-J(ch)001-2003,产品质量特性重要度分级办法[S].
[19]JB/T9169.11-1998,工艺管理导则工艺纪律管理[S].
[20]Q/BJ-J(B)002-2008,产品技术文件的完整性[S].
[21]GB/T19001-2008,质量管理体系要求[S].
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
The method of analysis and control(The First)
ZHANG Genbao, FENG Xuke
(School of Mechanical Engineering, Chongqing University, Chongqing 400044, CHN)
In the six factors (Man/Manpower,Machine,Material,Method, Environment and Measurement) that affect the quality of the product,methods run through product design,manufacturing and management process.The methods are the most important aspects to ensure product quality.Introduce the concept of methods and its classification of the reliability engineering.Then technology methods(design methods,processing methods,assembling methods and test methods)and management methods(integrity,scien tific,executed stringency)are analyzed in detail,which will lay the foundation for controlling the reliability methods factors subsequently.
method; quality; reliability; machine tools
TH17
A
160501
“数控机床可靠性技术”专题(二十三)*
国家自然科学基金资助项目(51175527);国家“高档数控机床与基础制造装备”科技重大专项(2013ZX04005-012;2013ZX04012-012;2013ZX04012-031;2013ZX04012-061;2013ZX04012-041;2013ZX04011-013;2013ZX04012-051;2014ZX04001-031)
猜你喜欢
中国设备工程(2022年12期)2022-07-11
北部湾大学学报(2022年1期)2022-06-22
北部湾大学学报(2022年2期)2022-06-21
现代仪器与医疗(2021年4期)2021-11-05
北部湾大学学报(2021年4期)2021-04-28
制造技术与机床(2019年2期)2019-03-06
电子制作(2018年23期)2018-12-26
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年6期)2017-11-23