指纹识别模组热压工艺设备分析及研究
2016-08-24 09:40:01王伟民李庆亮
电子工业专用设备 2016年8期
王伟民,李庆亮
(太原风华信息装备股份有限公司,山西太原030024)
指纹识别模组热压工艺设备分析及研究
王伟民,李庆亮
(太原风华信息装备股份有限公司,山西太原030024)
为了实现指纹识别模组自动化生产,提高产品的生产效率和良率,提出了指纹识别模组自动热压的工艺流程,并对全自动热压设备部分结构的功能和工作原理进行详细叙述。
指纹识别模组;热压固化;位置偏移;射频传感器
2013年苹果以引领市场的姿态率先采用指纹识别技术,iPhone 5S的指纹解锁功能一经推出便深受用户欢迎。2015年9月苹果发布Apple Pay,既支持线上支付,也支持NFC近场支付。线上支付可以实现“一键完成”,不再需要输入信用卡信息和地址等,通过Touch ID,用户可以凭指纹来轻松确认支付。而NFC近场支付,也无需密码等任何信息,只要将具备NFC功能的手机或智能可穿戴设备靠近POS机(具备近场支付功能),通过指纹确认即可。
指纹识别功能作为手机上一项新功能历经考验成为标配,关键在于要切中用户痛点。摄像头、触摸屏、大屏化等成为手机标配都说明了这一点。指纹识别既迎合移动智能设备对安全性要求更高
指纹识别芯片制造的过程大致可以归纳为:芯片电路方案和算法设计-芯片晶圆代工-封装(包括Middle-end)-模组组装-测试等几大环节。相关研究数据显示,封测+模组组装的费用可占到整个指纹识别模组成本的45%左右。全自动热压设备则是指纹识别模组组装中关键一环,指纹识别模组中的金属环由搭载机通过胶水贴合在模组上,然后由该热压设备对指纹识别模组进行热压固化,通过高温加快胶水的固化速度,通过压合保证了胶水在高温固化过程中发生形变时,金属环与模组不会发生相对位置偏移。
1 指纹识别原理及结构组成
指纹识别模组根据传感器采集类型不同大致可分为以下三种:
第一种为光学传感器。光学传感技术可以说是扫描仪的缩小版。使用时,用户将手指按在扫面设备的玻璃表面,光源光线照射到压有指纹的玻璃表面形成反射光线,反射光线再经过凸镜聚焦后由光电图像传感器去捕获成像,并对比资料库看是否一致。
第二种为电容式指纹识别传感器。该技术得益于硅晶体电容传感器诞生,电容式指纹识别技术才出现。如图1所示电容传感器包含数万个金属导体阵列,外部一层绝缘保护层。手指放上面时,金属导体阵列/绝缘层/皮肤构成相应的小电容器阵列。利用指纹的凹凸,通过对每个像素点上充放电,便可检测到指纹的纹路情况,要求绝缘保护层很薄。电容式指纹识别技术才使指纹识别真正普及开来,进入每一个电子设备。
第三种为生物射频式指纹识别传感器。射频传感器在电容式传感器的基础上扩展,通过发射微量的射频信号,穿透手指的表皮层获取里层的纹路以获取信息。相比之下,射频传感技术可以排除手指表面的污垢、油脂干扰,精确度很高。
iPhone 5S指纹识别的原理。iPhone5s的Touch ID指纹传感器被放置在Home键,这个用户与iPhone自然而然频频接触的地方。按钮表面由激光切割的蓝宝石水晶制成,可精确聚焦手指,保护传感器;该传感器会识别和记录指纹信息。按钮周围是不锈钢环,用于监测手指,激活传感器和改善信噪比。随后,软件将读取指纹信息,查找匹配指纹来解锁手机。

图1 指纹识别模块结构示意图
2 指纹识别模组自动热压工艺流程
(1)设备启动后,在触摸屏中选择热板加热模式,选择所需工作温度(例如:120℃)。当所有温控表显示值稳定到120℃后,使用测温计对各个加热板上的温度进行测量。确认所有加热板表面温度是否与温控表显示温度一致,是否保持在±2℃范围之内。确认工作完成,进行温度校准后,设备方可进行正常工作。
(2)指纹识别模组工件通过搭载机搭载完成一版后,工件从搭载机传输轨道送出至热板机的上料机构接收轨道,热板机上料机构传感器检测工件到位,由电动机驱动平皮带运动,将工件传送至一号缓存料盒中,缓存料盒接收工件后自动上升一定距离至下一接收工作位置,等待接收下版工件。搭载机完成一版模组搭载时间约为1 min,每片工件传送时间间隔为1 min,一号缓存料盒设计为六层。预计6 min一号缓存料盒存满工件。
(3)一号缓存料盒接收六版工件后,由推料机构的旋转气缸驱动拨杆旋转90°,使拨杆处于缓存料盒正前方中心位置,由伺服电机驱动拨杆进行x向运动。将6片工件整体推入二号缓存料盒中。
(4)一号缓存料盒运动至初始位置继续接收工件,二号缓存料盒由伺服电器驱动模组进行y向运动,二号缓存料盒运动至一号固化线,z向电机驱动二号缓存料盒,将最底层工件提升至传输轨道位置高度,同时由拨爪A推动工件进入一号固化线传输轨道后,拨爪A返回初始位置,二号缓存料盒下降一定距离,将第二版工件运动至传输导轨位置高度。拨爪A推动第二版工件进入轨道,同时拨爪B推动第一版工件至第二加热工位,依此类推,直至六版工件由1号固化线七个拨爪全部推入一号固化线六个加热工位。二号缓存料盒运动至初始位置,等待继续接收工件,此过程时间约为2 min左右。
(5)一号固化线6个加热工位分别由6个气缸驱动同时上升,将六版工件顶起至上压板位置,上下压板压紧工件后,计时器开始计时进行固化,固化时间为30 min。
(6)当一号固化线工件固化完成后,气缸驱动加热工位向下运动,六版工件下降至传输导轨上,由步进电机驱动同步带运动,带动6个拨爪拨动工件同时向前运动,收料机构收取第一版固化完成的工件,同时气缸驱动拨杆机构向上运动,电机驱动拨杆回到初始位置后,气缸驱动拨杆机构向下运动。依次往复运动,将一号固化线六版工件传送至收料盒中,于此同时,二号缓存盒运动至一号固化线,继续向一号固化线传送工件。
(7)收料机构继续等待二号固化线工件完成固化,进行收料。收料盒设置为30层。
(8)当收料部件第一个料盒收满30个产品,收料机构运动至卸载料盒位置,由电机驱动卸载料盒机构向料盒方向运动,卸载料盒机构运动至料盒上方,z向气缸驱动夹紧气缸向下运动,由夹紧气缸夹紧料盒。z向气缸向上运动,电机驱动模组向后运动,运动至料盒缓存台位置,气缸向下运动,将料盒放置料盒缓存台。收料机构继续收料,直至第二个料盒收满,运动至卸载料盒位置,设备报警提醒操作人员取走缓存台上的料盒。卸载料盒机构继续重复卸载料盒动作。操作人员放置空料盒继续生产。
3 结构设计
为了实现指纹识别模组生产自动化,提高产品生产效率,减少因人工干预产生的不良率,该设备设计了指纹识别模组的接收传送机构,加热压合机构。采用步进电机、同步带以及导轨组合的接收传送机构。采用气缸、直线轴承、导向轴以及通过电气比例阀控制压力的结构设计了加热压合结构。
3.1接收传送机构
接收传送机构示意图如图2所示。接收传送机构主要由步进电机、同步带、推杆、导杆气缸组成。该机构工作原理是通过气缸来控制皮带传送机构整体上下运动,推杆机构中6个推杆分别等间距安装在导轨上,滑块固定安装在上下导板上,导轨由电机驱动同步带进行往复运动,带动6个推杆进行前后运动,从而实现了推杆往复传送指纹识别模组的功能,能够将指纹识别模组推送进各自加热工位进行热压固化。

图2 接收传送机构示意图
在产品固化加热前,推杆向前推送指纹识别模组过程中,采用此机构可以消除推杆因运动而产生的振动,避免了因推杆振动导致产品发生位置偏移,从而增加了产品的良率。机构中使用同步带作为传动媒介,是由于同步带在工作时无滑动,有准确的传动比,虽然同步带是弹性体,但由于其中承受负载的承载绳具有在拉力作用下不伸长的特性,故能保持带节距不变,使带与轮齿槽能正确啮合,实现无滑差的同步传动,获得精确的传动比,将产品精确的推送到加热工位。并且在产品送入加热工位后,加热台需上升对产品进行压合,此时推杆必须避让开压合位置。设计此机构既可以满足自动推送产品的需求,在产品进行加热压合时又巧妙避开了产品压合位置。
3.2加热压合机构
随着产品工艺的改进,产品对于温度和压力精度的要求更为苛刻。为了满足现有指纹识别模组对压力精度XX N±3 N的要求。必须改善现有的压合结构以及压力控制方式,提高产品的良率。从决定压力精度的因素分析,有静态和动态两方面因素,静态方面有:上下压板平行精度及工作表面的平面度;动态方面有气缸进行动作时对气缸输出力时的控制方式。
加热压合机构示意图如图3所示。加热压合机构主要由气缸、导向轴、上压板组件、加热板、隔热板等组成。其中,上压板是通过关节轴承连接在上基板上,在上压板的下表面贴附柔性的硅海绵。防止压合时产品直接接触金属表面,对产品造成划伤、压伤。由于硅海绵使用一段时间后会产生磨损。需要定时更换,每次更换后需要重新调节上下压板的平行度。在一台自动生产线上有30个工位,所以调节平行度的方便与快捷至关重要。在压合机构的上基板上装有4个调节螺杆,它们的作用就是调节上下压板的平行度。在调整前先将4个调节螺杆旋至离开上压板,使上压板处于自由状态。控制下加热板组件气缸动作,使下加热板组件上升,上下压板压合,上压板以下加热板为基准自动找平。在这个状态下,将上基板的4个调节螺杆旋转至上压板表面贴合,然后用螺母锁紧,上下压板的平行精度调整完成。平行精度的调整保证了在压合过程中不会使产品发生位置偏移,不会导致一版产品中由于压合力度不均匀,部分产品胶水在规定工艺时间内不能烘干、产生气泡、胶水溢出等不良现象。
另一方面就是对气缸动作的控制方式,气缸动作带动加热板组件上升过程分为接触产品前与接触产品后两个阶段,在接触产品瞬间和接触产品后向上运动都需要尽可能减少震动。这就要求加热板组件的运动必须平稳、顺畅。加热板组件向上运动时,影响气缸平稳运动的因素有两点,一方面是气缸自身导杆与缸径摩擦力的不稳定型,另一方面是调压阀输出气压的变化,基于这两方面的原因,使用了摩擦系数更小的低摩擦气缸,消除摩擦力的影响。在控制方面,另外通过使用电器比例阀来控制气缸的动作,在压力调试过程中,在下压板表面分别安装3个压力测试计,测试不同位置的压力值,通过调节电气比例阀,记录不同的电压信号下生成的压力值,使用压力测试计对压力进行标定。标定结果显示压力精度可以满足客户±3 N的要求。客户在使用过程中,只需要在触摸屏输入提前标定好的电压数据,即可得到所需要的产品压力,在大量生产过程中,这种机构和控制方式的稳定性和便捷性也得到了验证,同时得到了客户的认可。
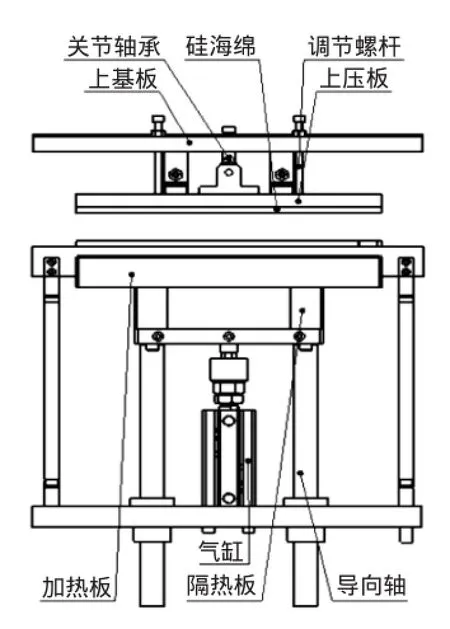
图3 加热压合机构示意图
4 结束语
为了实现客户自动化连线生产要求,开发研制的指纹识别模组全自动热压设备。它是一种对指纹识别模组的设备,适用于高度小于11 mm的指纹识别模组。通过自动接收传输指纹识别模组,可连续完成多个指纹识别模组的热压,可以提高指纹识别模组的生产效率和品质。是指纹识别模组后制程中的关键设备之一。
该设备的性能指标达到了生产企业提出的要求。在指纹识别模组生产企业已经连续使用两年多的时间,效果良好。同时该设备适用于摄像头模组的生产。
[1] 王文斌.机械设计手册[M].北京:机械工业出版社,2004.
[2] 来瞒虔.机械原理教学指南[M].北京:高等教育出版社,1998.
[3]周开勤.机械零件手册[M].北京:国防工业出版社,1994.
Fingerprint Identification Module Hot-pressing Process Equipment Research and Analysis
WANG Weimin,LI Qingliang
(Taiyuan fenghua information equipment co.,Taiyuan 030024,China)
In order to achieve fingerprint identification module automatic production,and improve the production efficiency and yield of the product,we put forward the fingerprint recognition module,automatic hot pressing process,and describe the function of automatic hot pressing equipment part structure and working principle in detail.
Fingerprint identification module;Thermal curing;The position offset;Radio frequency sensor
TN605
B
1004-4507(2016)08-0038-05
2016-05-26的痛点,又满足用户使用便捷性需求。
王伟民(1983-),男,毕业于中北大学,工程师,现就职于太原风华信息装备股份有限公司,现主要从事电子专用设备研究。
猜你喜欢
中学生数理化·八年级物理人教版(2023年4期)2023-05-05 07:29:28
橡塑技术与装备(2022年12期)2022-12-12 06:42:28
中国特种设备安全(2022年6期)2022-09-20 02:54:00
制造技术与机床(2019年8期)2019-09-03 01:14:20
模具制造(2019年3期)2019-06-06 02:10:52
电子制作(2018年11期)2018-08-04 03:25:46
电站辅机(2017年3期)2018-01-31 01:46:42
信息安全研究(2016年4期)2016-12-01 06:06:59
中国科技信息(2015年6期)2015-11-10 03:35:44
物理实验(2015年10期)2015-02-28 17:36:53