
解决液力偶合器传动装置烧轴承问题
2016-08-23 03:47:57张卫丽刘健张
现代制造技术与装备 2016年1期
张卫丽刘 健张 涛
解决液力偶合器传动装置烧轴承问题
张卫丽1刘 健1张 涛2
(1.中国石油集团济柴动力总厂,济南 250063;2.长城钻探工程有限公司钻井三公司,盘锦 124010)
分析了造成液力偶合器传动轴烧轴承的原因。针对各影响要因,制定并实施了改进措施,解决了偶合器传动轴烧轴承问题;通过效果检查并制定巩固措施,加强了对液力偶合器传动产品的质量控制。
液力偶合器 动平衡 工装精度
1 概述
液力偶合器传动装置是应用于油田钻采、炼化、船舶等领域的柔性传动装置。与机械传动方式相比,具有柔性传动自动适应性、减缓冲击和隔离扭振、使动力机轻载启动、防止动力过载等优点。
其典型传动系统为动力机(如柴油机)+液力传动装置+工作机(如泥浆泵)。液力传动装置主要由液力偶合器、齿轮传动轴、箱体、供油泵、控制阀、油水冷却器、管路等组成。
2012年我们研制了一种新型大功率液力偶合器传动装置,与传统液力产品相比,具有传动功率大,可承受重载的特点,同时偶合器泵、涡轮转动线速度大,也提高了制造难度和精度要求。图1为新型大功率液力偶合器传动装置简图。

图1 新型大功率液力偶合器传动装置
2013年10月到2013年7月用户反映,使用的34台新型大功率液力偶合器传动装置中有4台发生偶合器传动轴烧轴承现象,使偶合器无法正常工作,影响用户使用,造成投诉和索赔,不合格率为11.8%。
我们分析偶合器传动轴烧轴承原因,在排除了箱体同轴度超差、旋转件同轴度超差等非主要因素后,判断是由于偶合器工作轮(泵、涡轮)在做动平衡试验时,剩余不平衡余量大,造成偶合器传动轴分部件在高速回转时产生离心力,作用在轴和轴承上,引起振动、磨损,严重者出现烧轴承现象。图2为我们使用的动平衡设备。

图2 试验用动平衡机
2 分析原因、制定措施
为此我们分析造成剩余不平衡余量大,是由于以下几点原因,由此制定了改进措施。
2.1 动平衡试验工装精度低
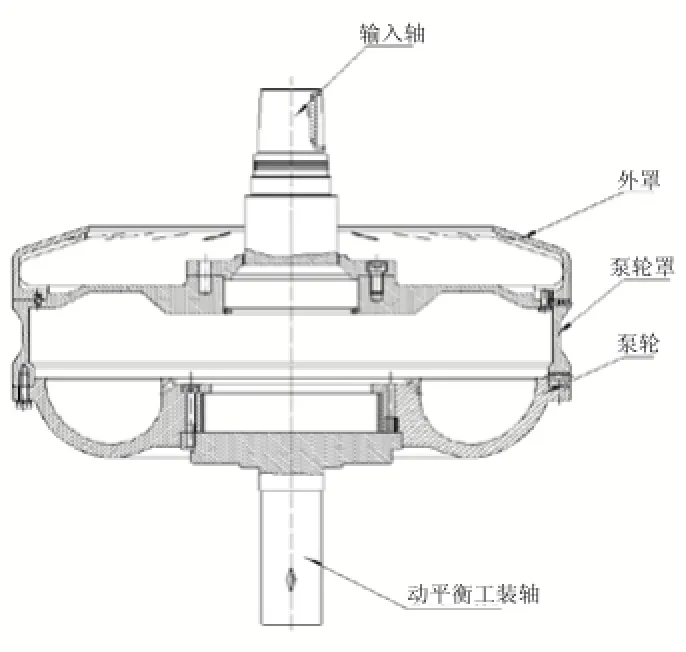
图3 动平衡工作轮

图4 动平衡工装轴

图5 泵轮

图6 动平衡工装轴与泵轮装配
动平衡工装轴φ390外圆与泵轮φ390止口设计配合公差(-0.018,-0.101)。由于使用过程中造成损坏,工装轴测量实物尺寸为φ389.5。φ390处实际配合公差为(0.557,0.5),造成泵轮与工装轴装配后,一侧出现间隙,影响剩余不平衡系数达100余克。为此,我们做了如下改进:
重新计算动平衡工装轴φ390外圆与泵轮止口的设计配合公差(-0.018,-0.101),验证此公差配合可以满足动平衡试验精度要求。
将工装轴图纸发放外协厂家,新投制一套动平衡工艺轴,验证合格后投入使用。
(3)连接泵轮与动平衡工装轴所用螺钉必须称重相等、单独存放,动平衡试验专用。
通过以上措施,保证了工装轴与泵轮合理的配合间隙,进而减小了对剩余不平衡量的影响。
2.2 转子允许残余不平衡量选定不当
原技术要求选用转子平衡精度等级为G6.3,计算残余不平衡量为20g,此等级标准对应转子类型为炼制厂机械的零件、船用主涡轮传动机构、普通机械零件,未考虑到液力偶合器工作时油液冲击力会加大转子转动不平衡量,影响整机性能。
根据转子校验动平衡标准,新型大功率液力偶合器传动轴旋转件对应转子类型为燃气涡轮机,刚性涡轮发电机转子、涡轮传动泵,选用转子平衡精度等级为G2.5,我们根据技术标准,重新计算。
(1)偶合器转子允许的不平衡度
Eper=(G×1000)/(n/10)=(2.5×1000)/(1500/10)= 16.67μ
式中,Eper为允许不平衡度,单位μ;G为平衡精度等级,取2.5;n为工作转速,单位r/min。
(2)允许残余不平衡量
m=Eper×M/r×2=16.67×560/875=10.67g≈10g
式中,m为允许残余不平衡量,单位g;M为工件旋转质量,单位kg;r为工件半径,单位mm。
计算后选取残余不平衡量为10g,既满足转子受冲击力时动平衡要求,且现有动平衡设备可实现此动平衡精度要求。
2.3 试验人员动平衡操作方法不规范
做动平衡试验时,由于每个转子原始残余不平衡量及分布存在较大差异,要将剩余不平衡量控制在要求范围内,有时需要将旋转件从平衡机上吊下三四次,进行铣削、钻削,过程繁琐,且对平衡机两支架高度调整、不平衡量角度标定的准确性等因个人操作水平不同,难以精确控制,直接影响动平衡精度。为此,我们强化技术要求,规范了操作中的关键项点:
(1)规定了在去除大克重不平衡余量时的铣削部位、铣削次数,去除小克重不平衡余量时的钻削部位、钻削次数。

图7 做动平衡工作轮

图8 动平衡机两支架
(2)根据输入轴与工装轴轴颈不同,装夹时调整平衡机两支架高度,以保证两轴线同心。
(3)规定剩余不平衡量角度标定方法,保证准确性。

图9 标定不平衡量及角度
通过规范操作方法,提高了操作的稳定性。
3 效果检查及巩固
(1) 经过以上多项改进后,2014年3月到8月,用户共使用我们29台此型号偶合器,未发生偶合器传动轴烧轴承现象,提高了大功率液力偶合器传动装置产品的可靠性。
(2)取得经济效益:生产数×(改进前的废品率-改进后的废品率)×产品单价-改进投入费用=29×(11.8%-0)×24.5-1.8=82.039(万元)。
(3)为了巩固以上改进所取得的成果,我们对产品技术要求进行了改进,并修改了工艺文件,同时设计了配套工装,加强了对偶合器产品的质量控制。
4 结论
统计2014年9月至2015年2月用户使用的新型大功率液力偶合器传动装置共22台,未发生偶合器传动轴烧轴承现象。由此可以看出,通过提高动平衡试验工装精度、重新选定转子允许残余不平衡量、规范试验人员动平衡操作方法,很好的解决了新型大功率液力偶合器传动装置传动轴烧轴承问题,提升了产品质量。
[1]JB3330-1983 汽轮机刚性转子 动平衡标准[S].
[2]周仁睦.转子动平衡——原理、方法和标准[M].北京:化学工业出版社,1992.
To Solve the Problem of Bearing Burning Hydraulic Coupling Transmission Device
ZHANG Weili1, LIU Jian1, ZHANG Tao2
(1.CNPC Jichai Power Equipment Company,Jinan 250063;2.CNPC Greatwall Drilling Engineering Co. Ltd. Third Branch,Panjin 124010)
Reason which caused the burn bearing of fluid coupling transmission roller have analyzed. The improvement ,solved the problem of the burn bearing, measures have been formulated; It is upped the product quality control by checking the effect and formulating the consolidation measures.
fluid coupling , dynamic balance, tooling accuracy
猜你喜欢
农业工程学报(2022年12期)2022-09-09 02:56:38
考试与评价·高二版(2021年4期)2021-09-10 07:22:44
艺术品鉴(2020年3期)2020-07-25 01:53:42
学生天地(2020年22期)2020-06-09 03:07:40
东坡赤壁诗词(2019年5期)2019-11-14 10:36:10
电站辅机(2017年3期)2018-01-31 01:46:44
传动技术(2017年4期)2018-01-26 06:26:24
电力与能源(2017年6期)2017-05-14 06:19:48
时代农机(2016年6期)2016-12-01 04:07:27
现代工业经济和信息化(2016年4期)2016-05-17 05:35:43
