比例溢流阀和比例换向阀在快速打包机上的应用
2016-08-16 04:01陈兴桥任福亭徐向东
中国棉花加工 2016年3期
■ 陈兴桥 任福亭 徐向东
〔山东天鹅棉业机械股份有限公司,山东济南250032〕
比例溢流阀和比例换向阀在快速打包机上的应用
■ 陈兴桥 任福亭 徐向东
〔山东天鹅棉业机械股份有限公司,山东济南250032〕
在整个棉花加工行业中,打包机占据了不可或缺的地位,它是机电液一体化结合的产物。电气指挥着液压动作,液压又驱动着机械动作。液压工况决定了整个打包机运行的平稳性,特别是快速打包机仅仅依靠传统的溢流阀和电磁阀组合的方式,很难实现既快速又平稳的运行,所以在快速打包机液压中使用了比例溢流阀和比例换向阀,通过PLC来控制它们的动作,实现快速、平稳打包。
一、背景技术
在国内现有棉花加工技术领域,打包机主要是把皮棉打成统一标准的棉包,在打包机工作过程中,液压冲击大小决定了打包机工作的效率、使用寿命、棉包计量的精度。国内现有打包机都是利用普通溢流阀来调定液压系统的参数,再配合若干电磁换向阀来实现打包机动作。普通液压阀只能通过预调的方式对液流的压力、流量等参数进行定值控制。也就是说液流的压力、流量等参数须在设备运行之前调定,参数一旦调定,在设备运行过程中就不会再变动,所以压力值变化局限于若干个溢流阀之间的切换来实现,数量始终有限,因为是跳变,所以避免不了产生冲击。但是当打包机在工作过程中要求对液压系统的压力、流量等参数进行自动调节或连续控制,例如,要求转箱正转时按慢速启动、快速旋转、再慢速到位连续变化的速度实现工作,或者按一定精度模拟某个最佳控制曲线实现控制。普通液压阀实现不了,这时可以用电液比例阀(包括比例溢流阀和比例方向阀)对液压系统进行控制。打包机的速度变化仅靠普通溢流阀和电磁阀配合来实现,由于电磁阀本身的反应速度及设备惯性,容易出现下列现象:
1.打包机的运行速度相当快,同一个执行元件正反向速度切换也很快,比如预压上行转下行或下行转上行,快速转慢速,这就很容易产生冲击。
2.打包机系统压力偏大,比如主压压包及脱箱上行初期,液压系统的冲击就在所难免,不能保证棉包计量的精度。
从以上现象来看,仅仅依靠溢流阀和电磁阀配合容易出现下列问题:
1.打包机工作过程中液压冲击太大,致使机械设备不稳定,整个机架晃动,信号采集不稳定,可能导致PLC及人机界面工作不稳定,所以打包机达不到设计效果,严重时甚至造成打包机故障停机,影响整条生产线的工作效率。
2.由于液压冲击频繁,压力数值大,因此棉包计量不稳定,非标准包率增加,浪费捆包材料。如果非标准包不能参加市场流通,还必须回包,既增加工人的劳动量、延长工人劳动时间,又浪费资源。
3.液压配件使用寿命缩短,增加了故障判断难度。
二、比例溢流阀和比例换向阀简介
比例溢流阀和比例换向阀安装简单,调试和维护都很方便,它们都是按输入的电信号连续地、按比例地控制液压系统的液流方向、流量和压力的阀类。从电气角度来说,比例溢流阀没有方向,它通过电信号按比例控制压力大小来控制它本身的运行方向,它们由电-机械比例转换装置和液压控制阀本体两大部分构成。前者将输入的电信号连续地按比例地转换为机械力和位移输出,后者在接受这种机械力和位移之后,按比例连续地输出压力和流量。
三、比例溢流阀和比例换向阀参数设置
比例溢流阀和比例方向阀在打包机液压上虽然具有强大的功能,但是必须通过电气系统来实现。在人机界面上进行参数设定后,PLC控制系统就能达到控制它们输出压力、流量或者方向的目的,如图1和2所示。比例溢流阀通过电信号对应其压力范围,可以在人机界面上任意设置参数来控制其对应的任意压力来作为相应动作的油源压力;比例换向阀通过对称双向电信号对应其压力范围,可以在人机界面上任意设置参数来控制比例换向阀对应的任意压力来作为相应动作的液流方向,再通过PLC来控制打包机动作,这样打包机在运行过程中,我们可以根据工况的需要任意且随时变换油源压力。打包机速度变化可以依靠参加动作的油源压力和电磁阀切换来共同实现,达到多级甚至无极调速的目的,从而实现打包机快速、平稳、无冲击与高精度棉包计量。
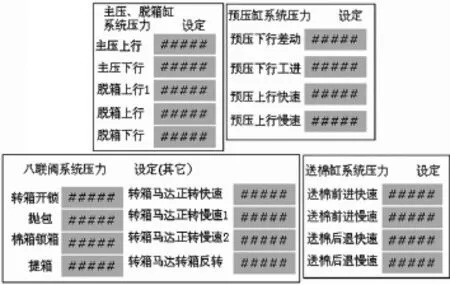
图1 比例溢流阀设定
现有快速打包机上所用比例溢流阀电信号都为0~10 V,对应压力值为0~20 MPa或0~31.5 MPa,在图1所示的参数设置项里设置0~10的任意数,其对应相应的压力值,如果同一个动作需要多个压力值,在PLC程序里可以按照要求编写,只需直接在人机界面设置好即可。在设备运行过程中,PLC会根据程序自动控制所需压力来参加到工作中。例如:转箱马达正转,为了实现转箱平稳且没有冲击,在整个转箱正转过程中需要3个速度:1.最初开始时要快速,2.转到一定位置须要减速,3.为了无冲击到位,在快转箱到位时要把速度减到最小。为此在屏上设置了3个电压参数设置项,其分别对应3个压力值,在整个转箱正转过程中,在PLC控制下自动依次参加工作,直至转箱结束。参数值越大,速度越快。
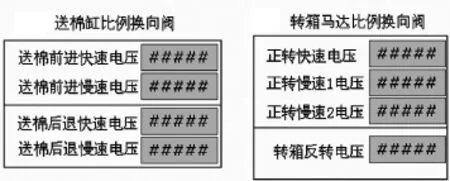
图2 比例换向阀及相关比例溢流阀设定
现有快速打包机上所用比例换向阀电信号都为-10 V~+10 V,其中-10 V~0代表一个方向,0~+10 V代表另一个方向。两个方向中的数字“0”都代表设备在静止状态,跟“0”偏差越大,表示设备运行速度越快。如果送棉前进的电信号为-10 V~0,需要设置快、慢两个速度;那么0~+10 V则为送棉后退电信号,也需设置快、慢两个速度。设置方式跟比例溢流阀类似,设置完成后,设备运行时各个参数会自动被PLC调用,达到平稳运行的目的。
四、与普通液压阀相比,比例阀的优点
1.对操作者而言,能简单地实现远距离设置并控制。
2.能连续地、按比例地控制液压系统的压力和流量,从而实现对执行机构的位置、速度和力的连续控制,并能防止或减小压力、速度变换时的冲击。
3.元件数量少,接线更简单,故障点少且容易查找。
4.人机界面上还能实时显示液压系统的压力值,便于观察。
猜你喜欢
成都信息工程大学学报(2021年4期)2021-11-22
电子乐园·下旬刊(2021年3期)2021-02-08
科技传播(2019年24期)2019-06-15
汽车文摘(2019年3期)2019-03-04
北京航空航天大学学报(2017年9期)2017-12-18
中国科技纵横(2016年14期)2016-10-10
电子制作(2016年19期)2016-08-24
筑路机械与施工机械化(2014年2期)2014-03-01
自动化博览(2014年10期)2014-02-28
自动化博览(2014年10期)2014-02-28