
冷轧厂新型轧机电气控制系统及板型控制机械结构
2016-08-11 06:07苏智
企业技术开发·下旬刊 2016年7期
苏智

摘 要:太钢冷轧厂最新森吉米尔轧机主要轧制光亮板,文章介绍了轧机电器自动化系统及自动厚度及板型系统为了使光亮板的板型更好,这台轧机在设计阶段提出除了BC辊控制凸度外,AD辊也设计了凸度轴承及齿条,同时参与板型凸度控制,这种控制方式可以扩大板型凸度控制的调节范围来改善产品板型
关键词:冷轧;板型凸度控制;不锈钢BA板
中图分类号:TG333 文献标识码:A 文章编号:1006-8937(2016)21-0099-02
太原钢铁公司于最新上马一台新型冷轧带钢可逆式森吉米尔轧机(光亮板)控制系统非常先进本文介绍了轧机的电器控制系统及关键的板型控制系统轧机的上马是使我厂产品质量与产量转型提升的关键因素之一,为了能使轧钢产品带材板型能够提升,轧机设计了AD辊同BC辊同时控制板型的策略,使板型控制范围更宽,同时功能细化AD辊用于控制弯辊BC辊用于控制倾斜和偏差,实际的控制效果达到了需求。
1 总体介绍
轧机型号:ZR21 AN65”;
最大轧制力:13 000 kN;
最快速度:1 200 m/min;
可以轧制原材料为300,400系列的热轧钢卷;
最大宽度1 650 mm,最小宽度1 000 mm;
最大钢卷重量30 t;
最大入口厚度6 mm;
轧制后最小厚度0.3 mm;
最高速度可达每分钟1 200 m。
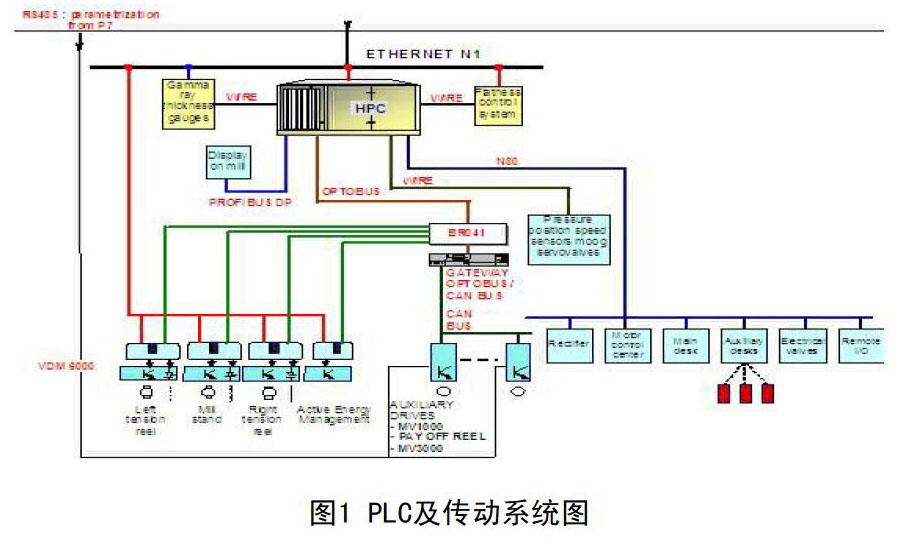
轧机的总体PLC及传动系统图,如图1所示。
分为三级控制系统:①LEVEL0:传动控制;②LEVEL1:基础自动化;③LEVEL2:过程控制。
2级系统:过程控制级:①初始数据的输入;②轧制表计算;③数学模型;④数据采集和处理;⑤模型自适应
1级系统:基础自动化:①顺序控制;②张力、速度控制;③AFC板型控制;④AGC厚度控制。
0级系统: 传动控制系统: ①主传动SM150; ②辅助传动S120系列。
2 厚度控制系统
自动厚度控制在森吉米尔轧机上应用于带钢的厚度控制,要求目标厚度的达标基于自动厚度控制,这也是带钢最重要的指标之一。基于秒流量的厚度控制使轧机厚度控制非常可靠。由于热轧工艺因素带来规律性的厚度偏差,另外冷轧加工时卷筒偏心,摩擦,及温度因素也能带来厚度偏差。轧制过程中应该将,冷轧热轧导致的厚度偏差分别矫正。因此在轧机传动单元补偿了由于卷筒偏心钳口造成的厚度波动,合并秒流量控制。以下几点是主要的厚度偏差因素:①钢卷偏心;②带尾张力丢失;③轧制带头带尾温度偏差;④带钢冷却不均。
带钢厚度的偏差矫正可以使用调整辊缝位置也可以使用张力调整,自动厚度控制由以下几部分组成:①秒流量控制;②前馈控制;③后馈控制;④轧制效率补偿;⑤矫正系数。
AGC的控制输出信号主要由前馈,后馈控制以及其他补偿功能决定,这些矫正值正反馈叠加于执行器上,执行机构一是辊缝位置,二是前张力。
3 秒流量控制概念
秒流量基于理论是无论何时带材流入辊缝的体积同流出的体积都是一样的。带材的体积计算是通过带钢横截面积乘以入口出口的速度,冷轧时带钢宽度方向不会改变公式如下:
入口出口的速度测量通过激光测速或者高分辨率的编码器,秒流量控制和前后馈使用同一执行机构,两者之间协调合作,秒流量控制能够预算出辊缝和出测厚仪之间的米数的计算误差,提高前后馈的动态响应精度。在带钢到达测厚仪及带钢零速时系统已将采集数据。因为闭系统将在出口侧产生速度提升,出口卷取机要设定加速偏差以防加速时产生张力波动。以上所述是秒流量的主要特性。
带钢厚度偏差还是用前后馈前馈控制补偿入口侧短时偏差,通过辊缝和前张力卷筒执行偏差补偿。后馈控制记录轧机出口侧的厚度偏差,之后反馈给辊缝执行机构,无法补偿短时偏差。
4 板型控制系统
4.1 系统简介
这台轧机同其他轧机相比板型控制系统极为特殊,增加了BC辊凸度控制。着重描述本轧机的板型控制系统。
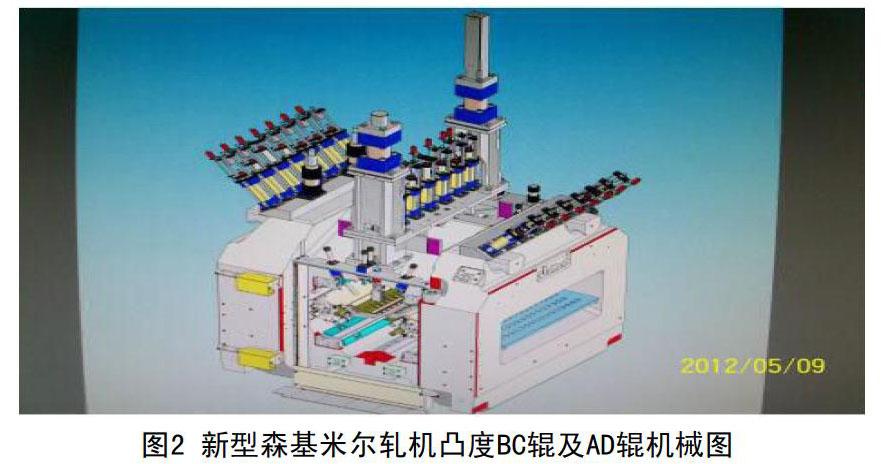
普通二十辊森基米尔轧机有二十辊组成其中支承辊8根,二中间辊6根,一中间辊4根(可以横向串动调节边部板型)工作辊2根同带钢表面接触,其中带钢中间部位板型控制需要使用7段凸度调节下图给出了BC辊及AD辊的结构说明。
轧机整体机械结构如图2所示。
其中主压下由BC辊前后两个主压下齿条带动其他八段齿条带动BC辊凸度控制另外两侧AD辊凸度齿条带动AD辊参与控制凸度
4.2 机械结构比较
下面针对普通BC辊控制凸度的SENDZIMIR轧机和BC及AD辊控制的SENDZIMIR轧机做一个结构上的比较。如图3所示。
以上两图分别从正面及剖面说明BC辊主压下齿条及凸度齿条的位置。普通SENDZIMIRL轧机只使用AD辊作为一个整体偏心辊使用,用于预设辊系位置也就是图一中没有AD辊两侧齿条的普通股轧机。
冷轧厂12号轧机使用AD辊不仅作为整体偏心使用,AD辊外侧每一段另加偏心轴承及齿条从而使AD辊同BC辊协同控制凸度,扩大了凸度控制的范围。使系统能够更有效自由地调整所需板型。
4.3 控制方式比较
普通SENDZIMIR轧机只有BC辊凸度可以调节,从板型控制理论上它得同时兼顾弯辊控制,倾斜控制,每段间的偏差控制。往往不能使每种控制都能完美,存在死区。
冷轧厂12号轧机控制方式多元灵活切换,可针对实际板型进行调整。实际的控制方案是AD辊负责弯辊控制,BC辊负责倾斜及偏差控制,这样BC辊就能保持更平滑,生产人员可以手动干预BC,及AD控制,以调节带尾不规则板型。实际轧制控制板型曲线,如图4所示。
图中显示了一中间辊的窜动用于调节带钢边部板型,AD辊凸度控制齿条,BC辊凸度控制齿条,图形右边是控制方式选择, AD辊弯辊控制 BC辊倾斜控制BC辊弯辊控制一中间辊上下辊窜动。图中右上角柱状图显示了每种控制方式的控制偏差。从此板型控制界面中我们可以看到实际板型状况,控制闭环状态,以及一些钢卷辅助信息
4.4 实际应用结果
本轧机已经于2012年3月热负荷试车,生产出的产品来看板型及厚度明显好于普通SENDZIMIR轧机的产品,实际板型指标小于2I单位,普通轧机达到8I即为合格。退火冷线试过轧机料时板型极佳。
参考文献:
[1] 潘久纯.二十辊轧机及高精度冷轧带钢生产[M].北京:冶金工业出版 社,2003.
[2] 王邦文.森吉米尔轧机[J].金属世界,1988,(4).
