
不锈钢激光焊接能量控制与工艺试验研究
2016-08-11 08:15:39陈树林
新技术新工艺 2016年7期
陈树林
(深圳信息职业技术学院 机电工程学院,广东 深圳 518172)
不锈钢激光焊接能量控制与工艺试验研究
陈树林
(深圳信息职业技术学院 机电工程学院,广东 深圳 518172)
针对不锈钢激光焊接加工工艺复杂性,研究脉冲激光能量与焊接工艺。研究了脉冲激光焊接能量,并通过仿真分析了脉冲激光能量分布。以不锈钢材料为试验对象,通过脉冲激光焊接试验台,对不同形状的拼接形式进行了对比分析,选用合理的焊接参数,解决了半导体脉冲激光焊接技术难题,提高了脉冲激光焊接的效率与质量。
激光焊接;焊接工艺;工艺参数优化;焊接质量
激光精密拼焊技术在国外轿车制造中得到了广泛的应用。对于超薄板(如板厚<100μm的箔片),无法进行熔焊,但通过有特殊输出功率波形的YAG激光焊得以成功,这显示了激光焊的广阔前景。
张伟等[1]研究了深熔激光焊建模方法,介绍了近年来深熔激光焊接过程数学模型的进展,重点讨论了光致等离子体、小孔的作用机制及其对焊接过程的影响, 以及人工神经网络方法在深熔激光焊数学模型中的应用。许飞等[2]研究了5A06铝合金激光填丝焊接特性, 对1.2mm厚的5A06 铝合金薄板进行了激光填丝焊试验,发现在较低焊接速度时激光焊不能实现有效焊接的焊接工艺参数, 通过添加焊丝却可以获得较好的深熔焊效果,焊缝中只含有少量微小气孔,并分析了焊接效果及气孔的形成机理。文献[3-4]研究了钢板激光焊接关键技术与焊接工艺,围绕镀锌钢激光焊接的关键技术,讨论了提高激光焊接镀锌钢焊接质量的多种工艺和方法,包括寻求特定的工艺措施、工艺参数优化和焊接过程的仿真优化以及在线检测控制。辛立明等[5]研究了基于改进的多体系统误差建模理论的激光拼焊生产线运动误差模型。张大文等[6]研究了铝合金连续-脉冲激光焊接工艺对比试验研究,采用脉冲激光和连续激光分别对1.5mm厚的5052 铝合金板进行了焊接,并对工艺参量进行了优化,通过对2种不同类型激光焊接试样的焊缝形貌的对比,微观组织的分析,抗拉强度和显微硬度测试,可知脉冲激光焊接对焊接接头气孔的控制更为理想,使得脉冲激光焊接所获得的焊接质量更加优异,与连续激光焊接相比,其接头的抗拉强度增加了10%。
图7 小翼挂架在铣镗检夹具上的姿态
本文对脉冲激光焊接理论和激光精密焊接工艺进行了研究。通过脉冲激光仿真,验证脉冲激光的能量变化。通过激光焊接试验台,研究焊接工艺参数,优化半导体激光焊接工艺参数,以实现更好的焊接效率与焊接质量。
1 焊接原理与焊接工艺研究
1.1焊接原理
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池,以达到焊接的目的。脉冲激光焊接可分为传热熔化焊接和深穿入熔化焊接。传热熔化焊接是指当激光束照射到材料的表面上时,材料吸收光能而加热熔化,材料表面层的热以传导方式继续向材料深处传递,直至将2个待焊件的接触面互熔并焊接在一起;深穿入熔化焊接是指当更大功率密度的激光束照射到材料上时,材料被加工熔化直至气化,产生较大的蒸气压,在蒸气压力的作用下,熔化金属被挤在周围使照射处(熔池)呈现出一个凹坑,随着激光束的继续照射,凹坑越来越深,并穿入到另一个工件中,激光停止照射后,被排挤在凹坑周围的熔化金属重新流回到凹坑里,凝固后将工件焊接在一起。
1.2焊接工艺
激光焊接工艺表见表1。
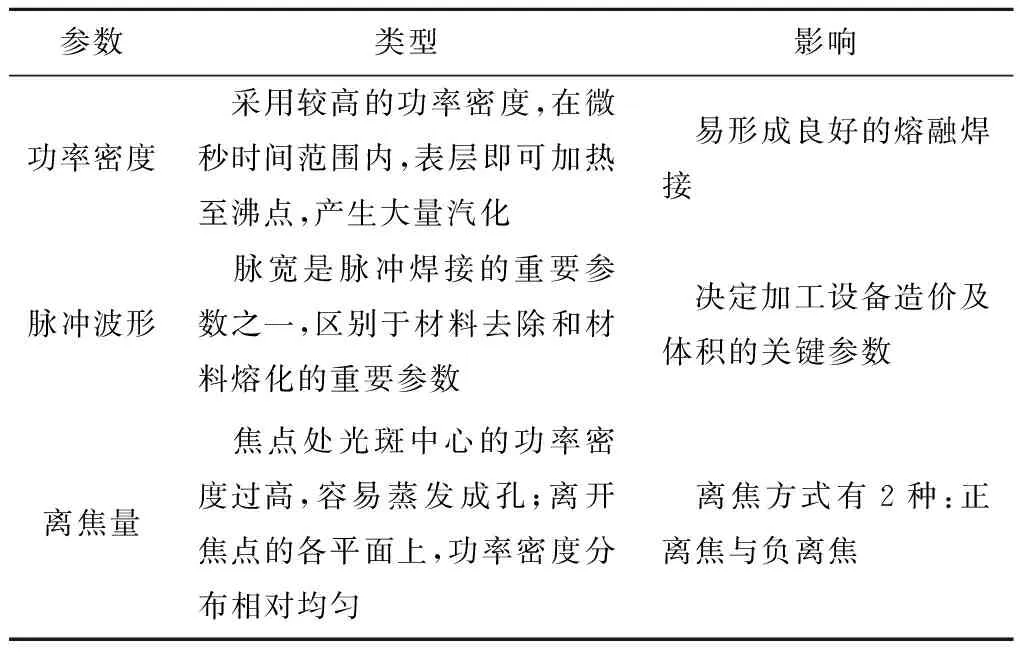
表1 激光焊接工艺表
1.3脉冲激光仿真
采用锁模技术对脉冲激光进行特殊的调制,强迫激光器中振荡的各个纵模的相位固定,使各模式相干叠加,以得到超短脉冲。各模振幅相等,光强相等。
Eq=E0
(1)
Iq=Iq-1=I0
(2)
(3)
如果各模式相位未被锁定,输出功率为各模功率之和。由此可见,锁模后脉冲峰值功率比未锁模时提高了(2N+1)倍。腔长越长,荧光线宽越大,则腔内振荡的纵模数目越多,锁模脉冲的峰值功率就越大。I(t)为输出光强;2N+1=7个纵模,经锁模后得到有规则的脉冲。
脉冲激光仿真实验台包括半导体激光器、红光指示器、光电耦合传感器、半反射、全反射和45°反射镜(见图1)。在外部输入60A电流脉冲激光仿真效果如图2所示。

图1 脉冲激光仿真实验台
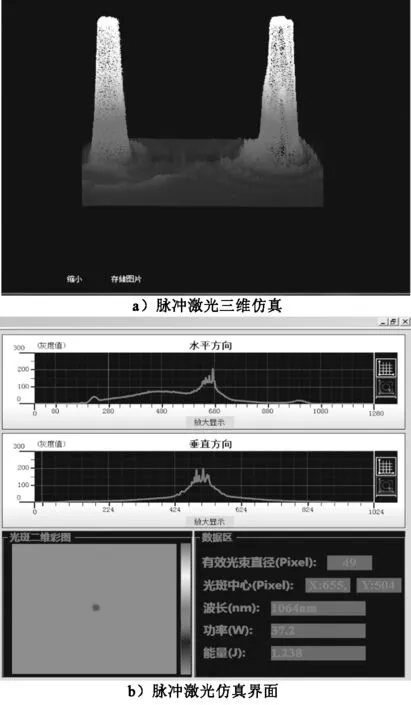
图2 脉冲激光仿真效果
2 实例分析
试验台主要由激光器及导光聚焦系统、激光电源、冷却系统、PLC控制系统和十字滑台工作系统等组成。主光路系统由谐振腔膜片、YAG晶体、氙灯、扩束镜及聚光腔组成,它决定了激光的输出。其光路图如下:激光波长1 064nm;最大输出功率≥300W;平均输出功率≥280W;输出能量≥50J;脉冲频率0.1~100Hz。SMC-6480四轴位置控制器是一台多功能、高精度的控制主机,配以步进电动机和驱动器,加上SMC-6480四轴位置控制器自备的软件,组成了一个高质量的自动控制系统。脉冲激光焊接试验台如图3所示。半导体激光器参数见表2。

图3 脉冲激光焊接试验台

名称参数名称参数波长/nm1064激光器功率/W300光束质量/mm·mrad2光纤最小直径/μm50稳定性/%1外形尺寸/mm730×1375×1120
选用不同形状的2对不锈钢进行拼接焊试验。试验表明,激光加热不锈钢材料开始熔化,形成液相金属并出现问分汽化,形成市压蒸气,并以极高的速度喷射,发出耀眼的白光。2种不同接头形式焊接效果如图4所示。
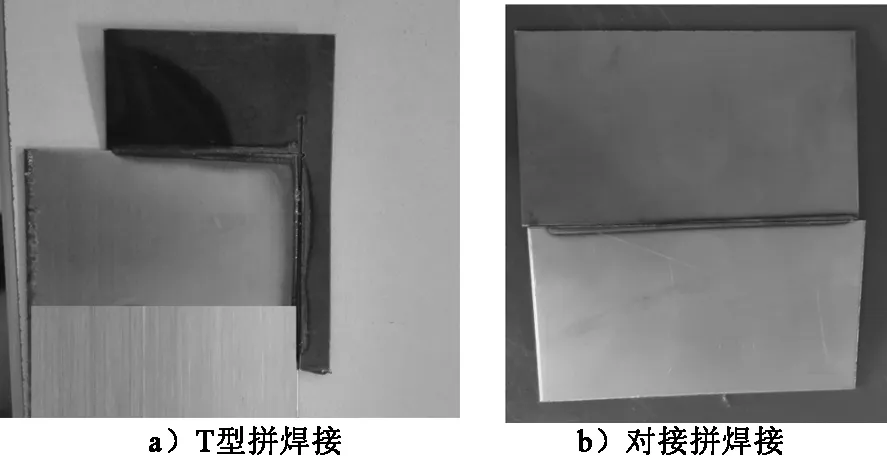
图4 不锈钢脉冲激光焊接效果
3 结语
半导体脉冲激光焊接机理与功率密度、照射时间、材料性质和焊接方式等因素有关。不锈钢拼接焊根据不同的材料厚度,选用不用的焊接工艺参数。当功率密度较低、照射时间较长而焊接件较薄时,通常以传热熔化机理为主进行。
[1] 许飞,陈俐,巩水利,等.5A06铝合金激光填丝焊接特性研究[J].新技术新工艺,2008(10):68-71.
[2]ZhangYK,ZhangL,LuoKY,etal.EffectsoflasershockprocessingonmechanicalpropertiesoflaserweldedANSI304stainlesssteeljoint[J].ChineseJournalofMechanicalEngineering, 2012,25(2): 285-292.
[3] 张屹,李时春,金湘中,等.镀锌钢板激光焊接关键技术研究[J]. 中国激光,2010(7): 1-9.
[4] 辛立明,徐志刚,赵明扬,等.基于改进的多体系统误差建模理论的激光拼焊生产线运动误差模型[J]. 机械工程学报,2010,46(2):1-4.
[5] 张伟,熊建钢,李志远.深熔激光焊建模方法的研究进展[J].应用激光,2000,20(5):205-208.
[6] 张大文,张宏,刘佳,等.铝合金连续-脉冲激光焊接工艺对比实验研究[J].激光技术,2012,36(4):453-458.
责任编辑马彤
ResearchonStainlessSteelPrecisionLaserWeldingEnergyControlandProcessTest
CHENShulin
(MechanicalandElectricalEngineeringSchool,ShenzhenInstituteofInformationTechnology,Shenzhen518172,China)
Inviewofthecomplexityofthelaserweldingprocessofstainlesssteel,thepulselaserpowerandweldingprocessisstudied.Firstly,thepulsedlaserweldingenergyisstudiedthroughthesimulationrealizationofpulselaserenergyanalysis.Secondly,bypulselaserweldingtestbench,withstainlesssteelmaterialastestobject,thetestmethodandtestprocessaredesignedtoverifythepulselasertechnology.Theproblemofsemiconductorpulselaserweldingtechnologyissolvedbyreasonableweldingparameterstoimprovetheefficiencyandqualityofthepulsedlaserwelding.
laserwelding,weldingprocess,theprocessparametersoptimization,weldingquality
2016-05-22
TH162A
陈树林(1979-),男,博士,讲师,主要从事电气控制与制造技术等方面的研究。
猜你喜欢
中学生数理化·八年级物理人教版(2023年11期)2023-12-26 07:50:10
数学物理学报(2022年3期)2022-05-25 13:33:28
山东冶金(2019年1期)2019-03-30 01:35:32
制造技术与机床(2018年12期)2018-12-23 02:41:02
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:04:00
中成药(2017年12期)2018-01-19 02:06:54
制造技术与机床(2017年8期)2017-11-27 02:10:21
工业设计(2016年7期)2016-05-04 04:02:44
江西煤炭科技(2015年2期)2015-11-07 03:10:00
制造技术与机床(2015年10期)2015-04-09 07:06:00
