炭素中碎生产线自动控制
2016-07-27 03:21:30卞斌新疆众和股份有限公司乌鲁木齐830013
新疆有色金属 2016年1期
卞斌(新疆众和股份有限公司 乌鲁木齐 830013)
炭素中碎生产线自动控制
卞斌
(新疆众和股份有限公司 乌鲁木齐 830013)
摘要新疆众和炭素制品公司是生产炭素制品的分公司,是在80年代末设计投入生产炭素制品的分公司,原先其所有设备控制方式是手动进行控制的。员工劳动强度大,设备生产效率较低,通过利用PLC进行编程控制的技术改造工作,员工劳动强度得到了大幅度降低,生产效率得到明显的提高。
关键词三菱PLC自动控制传感器编程
DOI∶10.16206/j.cnki.65-1136/tg.2016.01.034
1 炭素中碎生产线控制技术改造背景
新疆众和炭素制品公司中碎生产系统改造前,其生产设备控制都是靠人工进行手动控制。一台一台的设备进行启动和停止,劳动效率低,员工的劳动强度较大,由于中碎大部分设备都分布在30多米的高楼内,员工巡视设备每班都上下楼七、八次。为提高生产效率降低员工劳动强度,对中碎楼设备控制系统进行技术改造,利用PLC进行编程控制,完全实现中碎生产系统自动化控制。
2 设计思路
此控制程序实现了煅煤、煅后焦、残极三种原料的破碎及区分不同粒度原料的生产。通过旋转开关选择不同的控制程序实现二次筛、一次筛、大斗提、二次对辊、一次对辊、小斗提、仓底平皮带、地下平皮带、电磁振动给料机等设备的顺序启动,实现不同粒度原料的生产,为后道工序的正常生产储备原料。启动时首先电笛工作,提醒员工注意设备要开始工作了,防止有人靠近设备出现伤害事故,启动后所有设备如果在90 s之内不能正常工作,控制系统就会自动报警,提醒操作人员对生产线的所有设备进行故障检查。在故障原因没有查明处理好之前,生产线设备将不能正常启动。针对生产时经常发生的斗提堵料现象,在设计控制程序过程中,加装了两个传感器,在发生斗提堵料现象而斗提电机带动的减速箱皮带打滑还在正常工作时,通过设计在斗提托辊处的传感器传送的信号,使整套生产设备停机。其主要是在托辊中心轴处加装一金属物,在托辊工作时带动金属物也同时转动,使传感器不停的通断,两个传感器一个是常闭传感器而另一个是常开传感器,两个传感器在正常生产时交替变换,只要每个传感器连续工作时间控制在10 s以内,整套生产设备能够高效的正常工作,反之将无法正常的工作。
3 PLC各输入输出点的X/Y地址分配
中碎自动控制生产线的PLC各输入输出点的X/ Y地址分配见表1。

表1
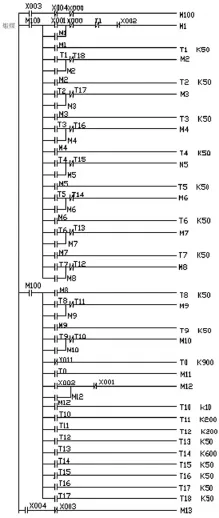
图1

图2

图3
4 结论
通过对中碎控制系统的技术改造从根本上改变了原先启动设备的工作方式,其优点是:
⑴由于在编程时考虑到了后面的设备发生故障时,前道生产设备能够及时断料,杜绝了堵料现象的发生,设备故障率大幅度降低,设备因故障损坏配件的现象自改造后再也没有发生过,达到了降低机物料消耗的目的。
⑵员工上下楼梯的次数明显减少,通过观察楼下配电柜上信号灯就能够掌握楼上设备的运行状况,每天的劳动强度大幅降低。
⑶由于使用了自动控制,设备运转率比改造前明显提高。
⑷整套设备的产能单耗比改造前有的大幅度的降低。
⑸斗提堵料影响生产的正常进行的隐患得到了根本的解决。
收稿:2015-12-29
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:58
有色金属设计(2021年4期)2022-01-09 11:34:44
今日农业(2021年13期)2021-11-26 11:50:54
装备制造技术(2021年4期)2021-08-05 07:39:12
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
人大建设(2019年6期)2019-10-08 08:55:58
电子测试(2018年6期)2018-05-09 07:31:47
现代企业文化(2016年1期)2016-12-23 02:09:39
铁道通信信号(2016年12期)2016-06-01 12:11:58
海峡科技与产业(2016年3期)2016-05-17 04:32:11