
航空喷气发动机叶轮的五轴加工方法及参数的改进与研究
2016-07-25 08:08叶卫文赵利平广东科技学院
四川水泥 2016年4期
叶卫文 赵利平(广东科技学院)
航空喷气发动机叶轮的五轴加工方法及参数的改进与研究
叶卫文 赵利平
(广东科技学院)
航空工业作为一个国家综合实力的象征,在航空零部件当中,航空喷气发动机是飞机的主要动力部件,而喷气发动机的主件就是叶轮、叶片。航空发动机的制造技术高低已成为一个国家科技实力的标准,所以叶轮、叶片的制造加工技术的研究,对各类型飞机、军事装备、汽车、船只和民用设备等等有着重要的研究价值,并且对经济和国防有着重要的战略意义。
叶轮的重点和难点;参数设定;加工实列
一、前言

随着我国经济的发展,机床产业也得到了快速的发展,在高速高精高效化方面也得到了较大的提高,同时也向着无人化方向发展。在制造加工方面,实现高速和多轴化,以减小工序、人为错误等,朝着自动化方向发展,即工件在一台多轴数控机床上实现一次装夹后,通过自动换刀、多轴旋转、自动装夹工件、磨、钻、铣、镗、铰、攻牙等,完成多个制造工艺和复杂曲面的加工(一步到位)。让每一件加工工件成为一件艺术品。
我国目前跟国外多轴数控机床对比,加工制造等水平还有一定的差距.例如:机床的稳定性、刚性、精度、无人化、复合化、多轴及加工工艺等等。
在德国,政府非常重视机床工业的发展 ,在多方面都大力支持。特别讲究事实求是,坚持以人为本,师徒合作,不断学习进取,定期开设技术交流会互相学习,互想提高,每当有一些关建和重大的技术难题时,还有专门的机构进行技术研讨会。
二、叶轮、叶片
叶轮、叶片作为航空喷气发动机的重要零部件,五轴联动数控加工中心系统是解决潜艇螺旋桨、飞机发动机叶片、船用螺旋桨、轮船转子、汽车发动机曲轴等等加工制造的唯一方法。
由于叶轮、叶片零部件大多是薄壁叶片型,刚性很差,大多为铝合金材质,通常只有在高转速切削和切削力小的情况下,才能对这些凹型壁进行加工。叶轮表面光滑度要求为Ra=1.6μm,叶片曲面的曲率变化较大,轮廓精度要求达到0.05mm以内。在叶轮的特殊外型上分析,叶片风道从小变大,非常容易发生刀具与叶片碰撞,需要机床C轴具有较大的摇摆范围以及合理的参数设置,以有利于刀具在很小的风道空间中避免撞刀。叶片低部间距约8.3mm,圆角R3mm,叶片长度为38mm,为了能快速的削除余量,需要选择合适的刀具进行加工。由于叶片厚度较薄为2mm,最厚的部位也仅3mm,叶片扭曲较大。加工过程中叶片容易发生变型,严重情况下可能出现叶片破损,造成工件加工失败。在加工过程中还要避免刀具高速旋转中产生的振动.
三、叶轮的编程与加工模拟
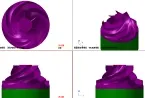
运用MASTERCAM X6软件进行摸拟数控机床加工,叶轮在摸拟过程可以提前发现是否加工有错,对加工过程中产生的过切、撞刀、摆动等问题进行优化修改,从而将事故发生率降低至最低,保障机床和人员的安全。最终提高叶片、叶轮的加工成功率和产量。
在MASTERCAM X6软件的帮助下,先对叶片进行数学建模,并跟据空气动力学原理设计出合理的排风槽。叶片设计完成后进行数控编程,制定出合理的加工工艺:即1.对毛坯进行整体式曲面粗加工挖槽2.对开完粗加工的工件进行平面铣削3.对工件外形进行2D精加工4.利用叶片专家功能对叶片排风槽进行粗加工5.利用叶片专家功能对叶片进行精加工6.最利用叶片专家功能对叶片根部进行精加工并且在叶片之间留0.02MM余量,防止碰伤叶片7.在数控机床工作台上安装好毛坯并且设置好毛坯零点8.根据编写好的程序安装加工刀具9.所用的刀具必须注意安装长度是否跟程序一致10.利用MASTERCAM X6进行最后仿真切削,确认无误11.通过后处理出数控机床运行的程序并输入数控系统。进行叶片、叶轮的加工。



O0001 ( PROGRAM - 叶片加工 )
N110 ( DATE - 11-04-16 TIME - 22:33 )
N120 G21
N130 G0 G17 G40 G49 G80 G90
N140 G0 G28 G91 Z0.
N150 ( TOOL - 3 DIA. OFF. - 0 LEN. - 0 DIA. - 10. )
N160 T3 M6
N170 G0 G54 G90 X-1.476 Y14.056 C-64.525 A-70. S10000 M3
N180 G43 H0 Z48.07
N190 Z35.004
略...................
四、实际加工过程和结果



在实际的加工过程中发现如下几个问题。①刀具极容易与工作台发生碰撞,故在编程上限定C轴工作范围为正负80°,以保证机床与工件之间的安全。②计算公差对叶轮的表面光洁度有着明显的变化,如公差范围在0.03mm以上的,表面光洁度明显变差。③由于叶片的厚度比较溥,参数取用高转速较低的进给速度,以保正叶片不变型。叶轮的加工时间大约为1小时完成。
利用MASTERCAM X6进行摸拟五轴联动数控机床加工,后处理出数控加工程序,对叶轮进行了实际的试切加工,并最终完成了叶轮、叶片的加工具有一定的指导和研究价值。
G322
B
1007-6344(2016)04-0337-01
叶卫文,1981出生,男,汉族,籍贯广东,单位广东科技学院,学历本科,职务教师,职称助教、高级技师,研究方向数控技术及制造专业
猜你喜欢
水泵技术(2021年3期)2021-08-14
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年6期)2018-01-19
电子制作(2017年20期)2017-04-26
工业设计(2016年7期)2016-05-04
化纤与纺织技术(2015年1期)2015-12-26
化纤与纺织技术(2015年1期)2015-12-26
航空学报(2015年4期)2015-05-07
