基于技术经济学的氨水脱碳工艺参数影响分析
2016-07-23 05:59韩中合白亚开
动力工程学报 2016年7期
关键词:二氧化碳
韩中合, 白亚开
(华北电力大学 电站设备状态监测与控制教育部重点实验室, 河北保定 071003)
基于技术经济学的氨水脱碳工艺参数影响分析
韩中合,白亚开
(华北电力大学 电站设备状态监测与控制教育部重点实验室, 河北保定 071003)
摘要:为了合理评价氨水脱碳工艺与燃煤电厂集成后的运行性能,基于脱碳系统仿真模型和燃煤电厂变工况模型,利用技术经济学方法建立了脱碳机组评价体系.考察了CO2捕集系统主要参数(氨水质量分数、贫液CO2负荷、吸收塔入口温度、再生塔压力、氨气逃逸率和CO2捕集率)对机组运行性能的影响,选取了氨水脱碳系统可行运行参数.结果表明:氨水质量分数为11%、贫液负荷为0.36以及吸收塔入口温度为15 ℃为该系统可行运行参数,此时脱碳机组相对于优化前发电效率提升了0.712 7%,发电煤耗降低了6.959 4 g/(kW·h),发电成本降低了0.011元/(kW·h),脱碳成本降低了16.756 3元/t.
关键词:冷冻氨法; 二氧化碳; 发电成本; 脱碳成本
符号说明:
G——CO2捕集系统或氨气捕集系统再沸器所需蒸汽量,t/h
hext——从热力系统中所抽蒸汽的焓,kJ/kg
hout——从再沸器中流出的疏水的焓,kJ/kg
Gg——烟气量,t/h
wCO2——烟气中CO2的质量分数,%
qre——CO2捕集系统再生能耗,GJ/t
ηcap——CO2的捕集率,%
CF——年燃料费用,万元
CAI——设备折旧费用,万元
COM——年运行维护费用,万元
Wnet——净输出功,MW
t——机组年运行时间,h
COE——系统的等额年度化分期偿还成本,元
φ——系统维护因子
f——年度化偿还因子
Z——子系统的基建投资,元
j——利率,%
r——通货膨胀率,%
k——投资回收期,a
COA——集成系统的捕碳成本,元/t;
COE,cap——脱碳机组的发电成本,元/(kW·h)
COE,ref——参考电站的发电成本,元/(kW·h)
QCO2,cap——脱碳机组的CO2排放量,t/(kW·h)
QCO2,ref——参考电站的CO2排放量,t/(kW·h)
wNH3——氨水的质量分数,%
mNH3——氨水溶液中所含氨气的质量,kg
mH2O——氨水溶液中水的质量,kg
αCO2——贫液CO2负荷

单乙醇胺(MEA)常被用于燃烧后脱碳吸收工质的参考溶液,但是采用MEA作为吸收工质存在很严重的缺点和不足:首先,MEA溶液试剂价格昂贵,且在氧气和CO2的作用下易发生降解;其次,MEA溶液有腐蚀性,只可以在稀释到一定程度后使用;再次,MEA的再生过程对热量要求较高,会使电厂出力大幅度降低[1].这些缺点严重阻碍了湿法脱碳技术的进一步发展,寻找再生能耗小、腐蚀性弱且不易降解的吸收工质是目前研究的一个重点.由于氨水吸收法具有可以降低CO2捕集过程再生能耗、氨水与CO2混合物稳定、氨水成本较低且降解不会产生有机产物的优点,因此该工艺具有很好的应用前景.
国内外学者对氨水脱碳过程进行了实验和仿真研究.孙龙[2]对氨法捕碳过程中氨气逃逸规律进行了研究,提出了有效控制氨逃逸的系统和方法.张民楷等[3-6]利用Radfrac方法和Ratefrac方法对常温法氨水脱碳工艺进行了系统流程仿真和建模,优化了吸收塔和再生塔的尺寸和CO2捕集过程的运行参数.马双忱等[7-8]通过实验方法研究了氨法捕集过程的逃逸控制方法和吸收液再生规律,并对氨水捕集烟气中的CO2进行了实验和理论研究,对比了MEA与氨水脱碳工艺的异同点.齐国杰等[9]总结了氨水脱碳工艺的研究进展,搭建了氨水脱碳的实验研究平台,基于Aspen Plus提出了氨水吸收CO2的吸收热预测模型,对氨水脱碳的再生能耗进行了研究,证明氨水脱碳过程能耗无法达到理论上的最低值26.88 kJ/mol.
Versteeg等[10]对燃煤机组氨水脱碳工艺进行了技术经济学分析,结果表明:脱除率在90%的情况下,脱碳成本为73 美元/t;脱除率在95%的情况下,脱碳成本为88 美元/t.Linnenberg等[11-12]对氨水脱碳过程进行了仿真,结果表明:脱碳能耗为2.05 GJ/t,明显低于MEA脱碳的能耗.Jilvero等[13-14]的仿真结果则显示氨水脱碳再生能耗为2.5 GJ/t.Hanak等[15]基于Ratefrac模型建立了氨水脱碳工艺的仿真模型,对CO2捕集系统运行参数进行了优化,并分析了主要参数对燃煤电厂运行性能的影响.
国内关于CO2捕集系统参数变动影响的分析多以MEA脱碳为背景[16],而分析参数变动对冷冻氨法脱碳工艺的影响,实现该工艺在生产中的应用具有重要意义.
1冷冻氨法脱碳工艺仿真模型
根据脱碳所处温度的不同,氨水脱碳分为低温法和常温法,低温法的典型代表为ALSTOM公司的冷冻氨(CAP)法脱碳工艺[15].低温下吸收CO2增强了碳酸铵盐和碳酸氢铵盐之间的反应,降低了CO2吸收塔顶部氨蒸气的分压,降低氨气的逃逸率[17-18],但同时增加了冷却氨水和烟气的制冷能耗,且在循环过程中会产生不溶于水的盐类阻塞管道.
参考ALSTOM公司提出的冷冻氨法脱碳工艺,提出了可行脱碳流程.冷冻氨法脱碳工艺可以分为CO2捕集系统和氨气捕集系统2部分,其中CO2捕集系统如图1所示,60 ℃的烟气通过压缩机和冷却器进入CO2吸收塔,与同样被冷却的氨水溶液混合,吸收烟气中的CO2;净化后的烟气从塔顶排出进入氨气捕集系统,氨水富液从塔底流出经富液泵和贫富液热交换器进入再生塔,通过再沸器的加热释放吸收的CO2,高浓度的CO2从塔顶排出,氨水贫液从再生塔排出,通过贫富液热交换器和冷却器并补充溶液后返回吸收塔.
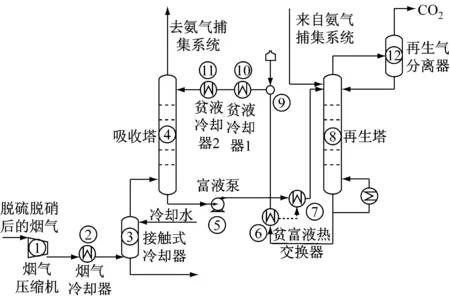
图1 CO2捕集系统基本流程图
冷冻氨法脱碳工艺采用低温吸收工艺,虽然大大降低了吸收塔塔顶氨气的逃逸率,但是再生塔塔顶排烟中仍含有大量的氨气,为了进一步降低排烟中氨气的浓度,防止因氨气逃逸造成对环境的二次污染,在塔顶增加了氨气捕集装置.
从CO2吸收塔塔顶排出的烟气进入氨气捕集系统,在氨气吸收塔内与浓度较低的氨水溶液接触以吸收烟气中的氨气,使排烟中氨气的浓度低于0.01‰,吸收了氨气的氨水富液从氨气吸收塔塔底流出,经贫富液热交换器进入再生塔,经过再沸器中氨蒸气的加热,从塔顶氨蒸气中回收浓度较大的氨气,返回CO2捕集系统.释放了氨气的氨水贫液从再生塔塔底流出,经贫富液热交换器换热,补充流失的水分并冷却后,进入吸收塔完成一个循环.具体流程如图2所示.

图2 氨气捕集系统基本流程图
在化工流程仿真软件Aspen Plus中搭建冷冻氨法脱碳工艺流程,采用Aspen Plus自带的物性包,物性包通过RK方程计算工质的气相成分性质,通过活度系数模型NTRL计算溶液的性质,NH3、CO2、N2和O2均被设置为亨利组分,关于该模型准确性的讨论可以参考文献[19].实际反应涉及到三元体系NH3-H2O-CO2,吸收和再生过程涉及到的反应主要有6个,如表1所示.
仿真时采用某国产600 MW超临界机组的烟气作为研究对象,其参数如表2所示.
表1吸收和再生过程涉及到的化学反应
Tab.1Chemical reactions in the absorption and regeneration process

编号化学反应12H2O↔H3O++OH-2CO2+2H2O↔H3O++HCO-33HCO-3+H2O↔H3O++CO2-34NH3+H2O↔NH+4+OH-5NH3+HCO-3↔H2NCOO-+H2O6NH+4+HCO-3↔NH4HCO3(s)

表2 烟气参数
根据上文提出的氨水脱除CO2的流程,在Aspen Plus中搭建了冷冻氨法脱碳工艺流程仿真模型,模型中各设备采用的模块及其基线设置如表3和表4所示.
2脱碳工艺与热电厂耦合模型
2.1耦合方案
由于冷冻氨法脱碳系统由CO2捕集系统和氨气捕集系统2部分构成,因此需从燃煤电厂抽取2股不同参数的抽汽分别为2个系统提供热量.根据仿真结果,CO2捕集系统再沸器内工质的温度在144 ℃左右,设置再沸器内换热温差为10 K,则所需饱和蒸汽的压力为0.53 MPa.图3为某国产600 MW超临界机组的系统结构图,图中标出了系统中各段抽汽的抽汽参数.由图3可知,仅有机组的4段及4段以前的抽汽满足要求.根据能量的梯级利用原则,使用机组的4段抽汽是最理想的抽汽方式,参照抽汽供热机组和MEA作为吸收剂的CO2捕集机组,采用中、低压缸连通管作为CO2捕集系统抽汽的引出位置,选取回热系统5号加热器入口作为疏水的返回位置,脱碳机组耦合方式如图4所示.
表3CO2捕集系统采用的模块及其基线设置
Tab.3Baseline case and modules used in the carbon capture system
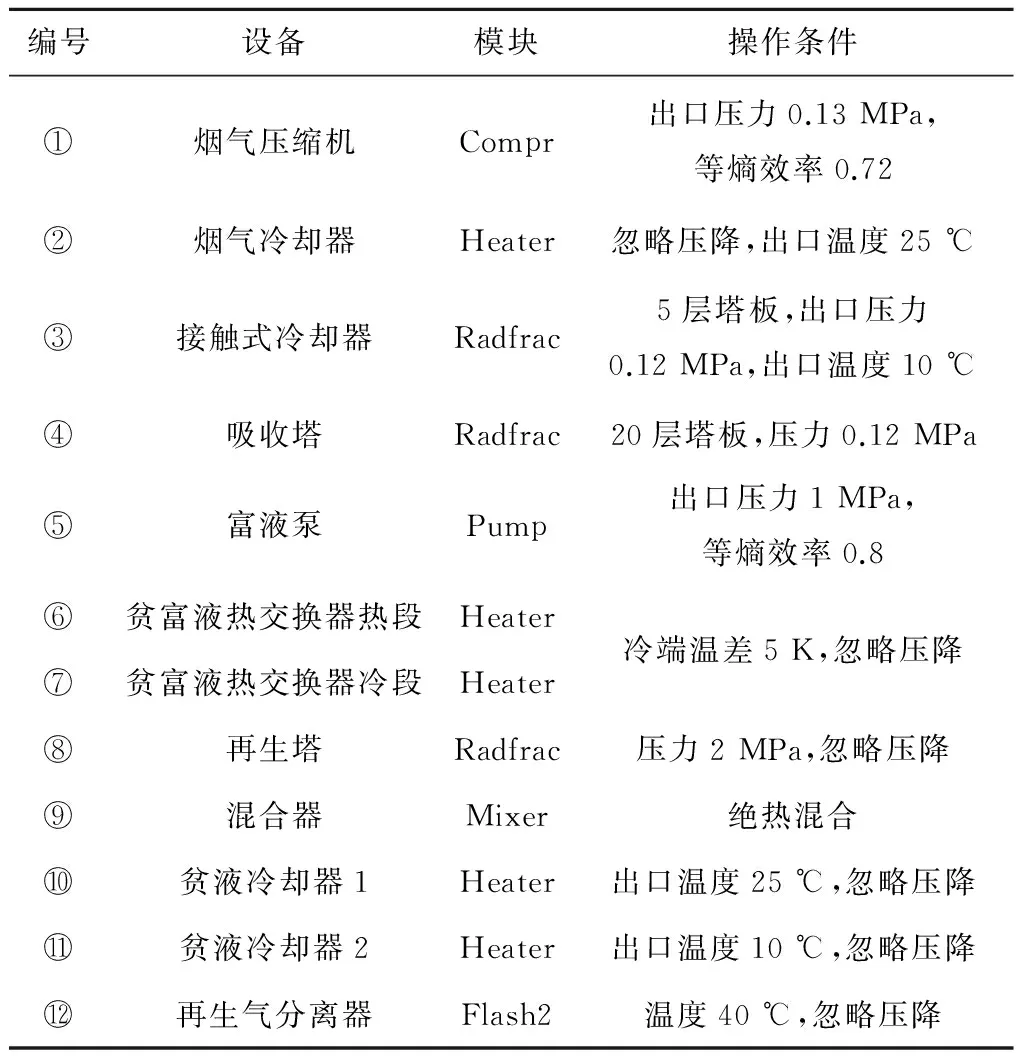
编号设备模块操作条件①烟气压缩机Compr出口压力0.13MPa,等熵效率0.72②烟气冷却器Heater忽略压降,出口温度25℃③接触式冷却器Radfrac5层塔板,出口压力0.12MPa,出口温度10℃④吸收塔Radfrac20层塔板,压力0.12MPa⑤富液泵Pump出口压力1MPa,等熵效率0.8⑥⑦贫富液热交换器热段贫富液热交换器冷段HeaterHeater冷端温差5K,忽略压降⑧再生塔Radfrac压力2MPa,忽略压降⑨混合器Mixer绝热混合⑩贫液冷却器1Heater出口温度25℃,忽略压降贫液冷却器2Heater出口温度10℃,忽略压降再生气分离器Flash2温度40℃,忽略压降
表4氨气捕集系统采用的模块及其基线设置
Tab.4Baseline case and modules used in the NH3capture system
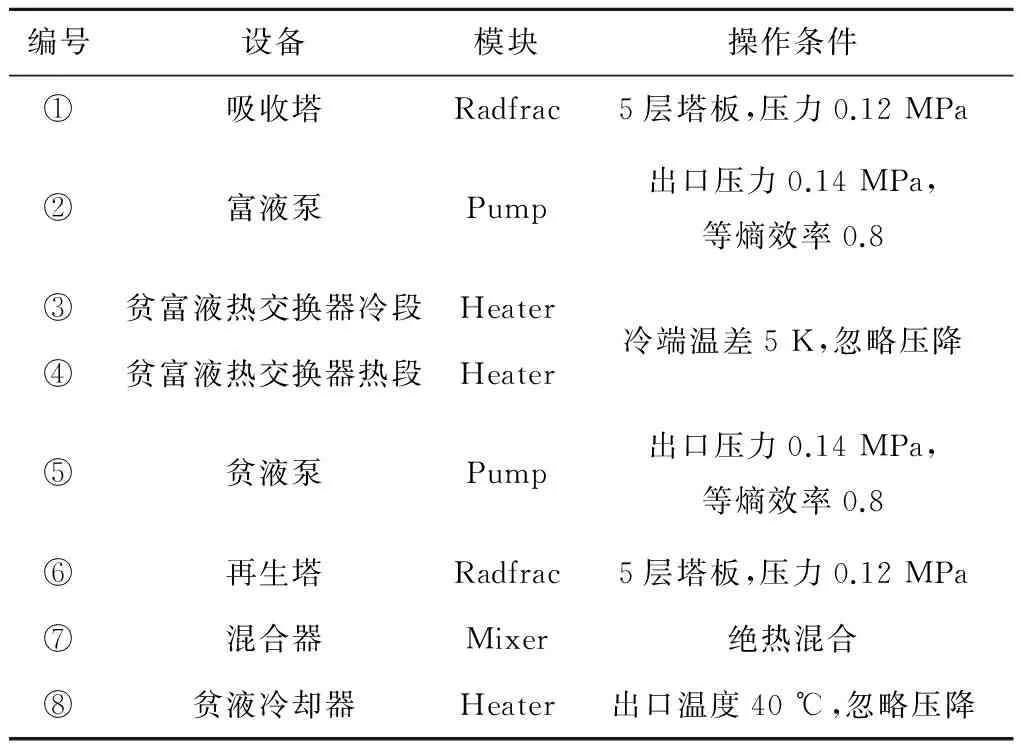
编号设备模块操作条件①吸收塔Radfrac5层塔板,压力0.12MPa②富液泵Pump出口压力0.14MPa,等熵效率0.8③④贫富液热交换器冷段贫富液热交换器热段HeaterHeater冷端温差5K,忽略压降⑤贫液泵Pump出口压力0.14MPa,等熵效率0.8⑥再生塔Radfrac5层塔板,压力0.12MPa⑦混合器Mixer绝热混合⑧贫液冷却器Heater出口温度40℃,忽略压降
由仿真结果可知,氨气捕集系统再沸器内工质的温度为104 ℃,同样设置换热温差为10 K,则所需饱和蒸汽的压力为0.168 MPa,机组的6段及6段以前的抽汽满足蒸汽参数的要求,按照能量的梯级利用原则,使用6段抽汽是最理想的抽汽方式,选取7号加热器入口作为疏水的返回位置.
2.2热力学模型
CO2捕集系统需要从热力系统抽取蒸汽,根据本文中所述的2个再沸器对热量的需求,均有:
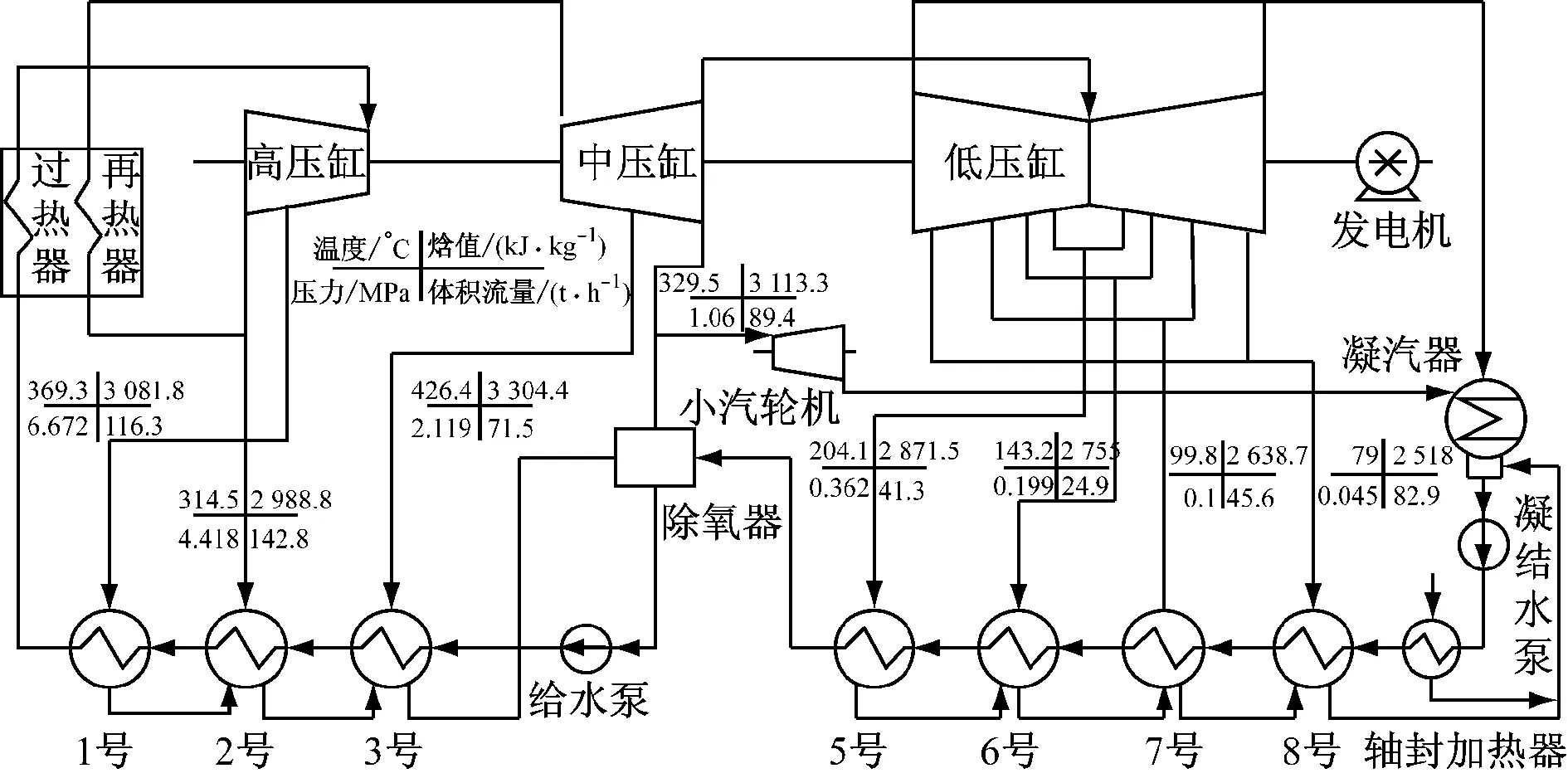
图3 600 MW超临界机组热力系统结构图
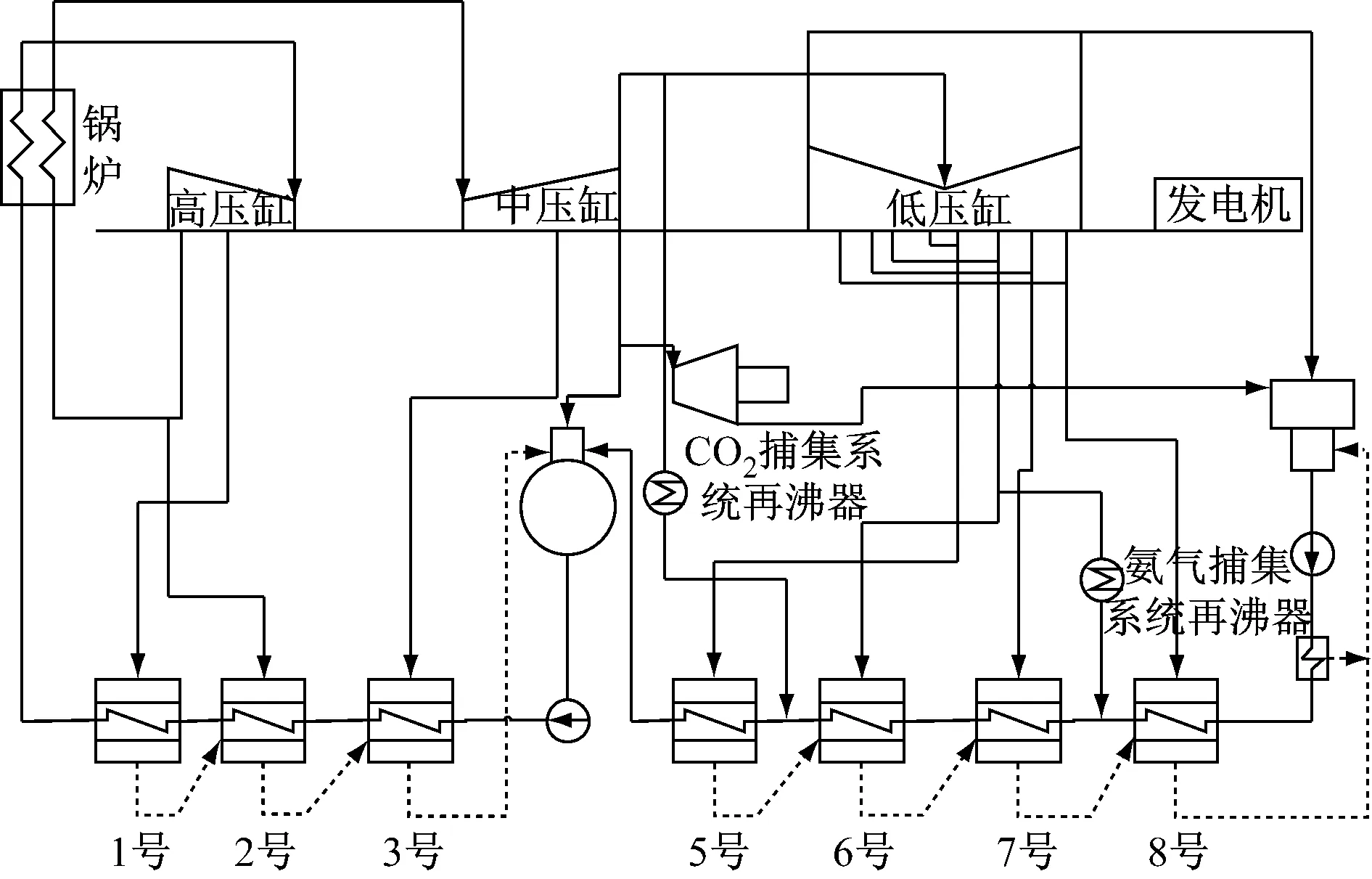
图4 冷冻氨法脱碳工艺与热力系统集成方案
(1)
根据所需抽汽量,利用弗留格尔公式和热力系统矩阵模型便可实现脱碳机组的变工况计算,求解流程如图5所示.
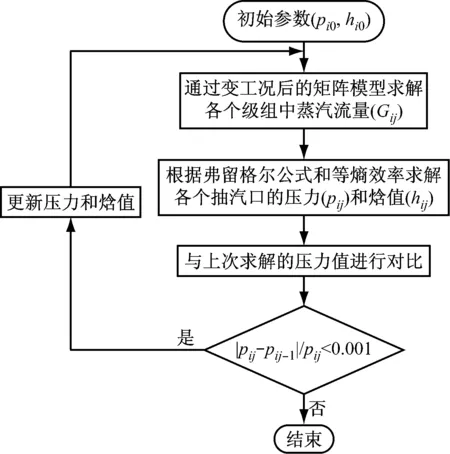
图5 热力系统变工况求解流程图
Fig.5Calculation flow chart of the thermal system under variable conditions
3技术经济学评价指标
基于CO2捕集系统仿真结果和热力系统变工况结果,根据技术经济学分析方法,分析影响CO2捕集系统运行的技术和经济参数,以达到优化碳捕集电厂的目的.技术经济学中的发电成本能反映机组运行的经济性,本研究中不考虑出售CO2的收益Cs,其表达式如下[20]:
(2)
设备折旧费用采用等额年度化分期偿还成本来计算,其表达式如下:
(3)
(4)

(5)
式中:p为建造周期,参考国内已有的脱碳项目,设置为1.
文中涉及到的经济性评价标准见表5.
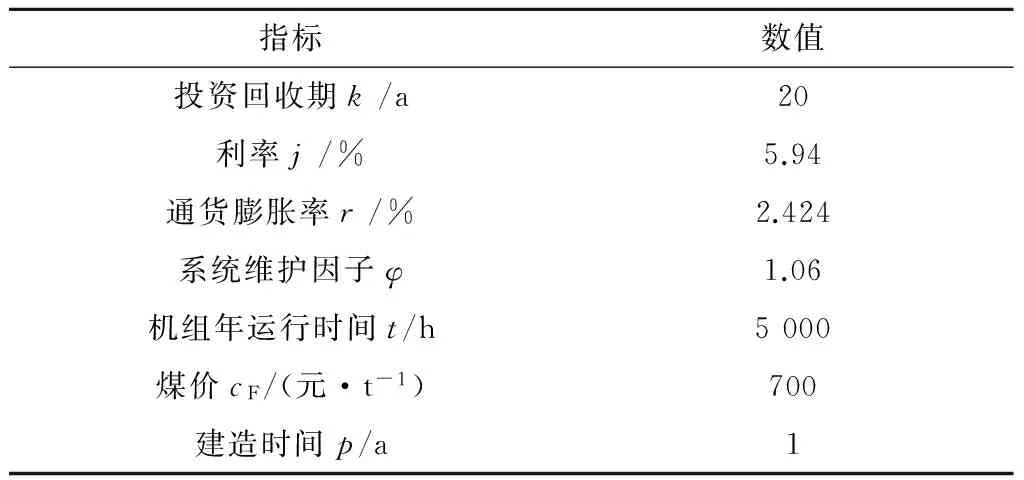
表5 经济性评价标准
年运行维护费用主要包括设备检修费用和工人工资等,可通过年运行维护费用COM占其初始投资的比例rOM来确定各个设备的年运行维护费用,即:
(6)
本文中取rOM=4%.
在发电成本的基础上,提出了集成系统的捕碳成本的概念,其定义式如下:
(7)
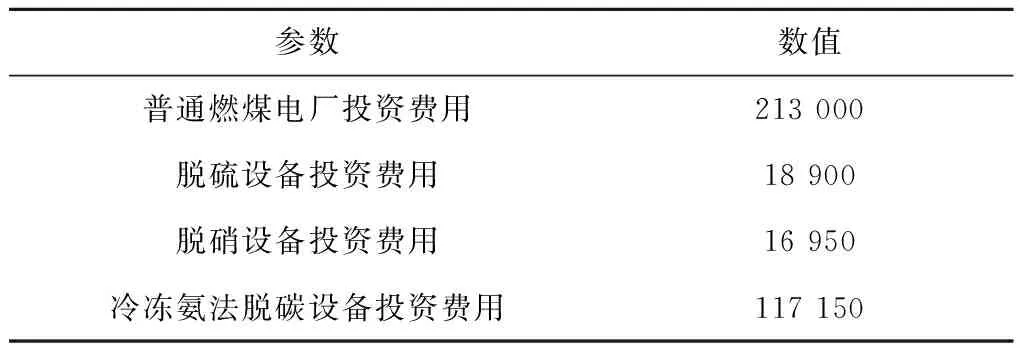
碳捕集电厂主要设备的初始投资参考文献[20].Versteeg等[10]的研究结果表明冷冻氨法脱碳系统的初始投资成本为普通燃煤电厂初始投资费用的55%,基于冷冻氨法的脱碳机组主要设备的初始投资费用见表6.
4参数影响分析
影响CO2捕集系统运行性能的参数主要有氨水质量分数、贫液CO2负荷、吸收塔入口温度、氨气逃逸率、再生塔压力以及CO2捕集率.其中,氨水质量分数指的是氨水中氨气所占的质量分数,定义式如下:
表6碳捕集电厂主要设备初始投资费用
Tab.6Initial investment of main facilities in the carbon capture power plant万元
(8)
贫液CO2负荷是指进入吸收塔的氨水贫液中CO2与NH3的物质的量的比值,其定义式如下:
(9)
为了分析氨水脱碳系统中各个参数对CO2捕集系统能耗大小的影响,氨水质量分数分别取9%、10%、11%和12%,贫液CO2负荷分别取0.30、0.31、0.32、0.33、0.34、0.35和0.36,吸收塔入口温度分别取5 ℃、7 ℃、9 ℃、10 ℃、11 ℃、13 ℃和15 ℃,再生塔压力分别取0.1 MPa、0.4 MPa、0.7 MPa、1.0 MPa、1.3 MPa、1.6 MPa和1.9 MPa,CO2捕集率分别取60%、65%、70%、75%、80%、85%和90%,对冷冻氨法脱碳工艺进行了仿真,计算了各部分能耗的大小,分析系统中各参数的影响时保持其他参数不变.由于氨气捕集系统不是笔者讨论的重点,所以未对氨水吸收系统参数变动的影响进行分析.参考文献[3],氨气吸收塔入口的贫液采用碳化度为1.2、质量分数为0.002%的氨水溶液,吸收塔和再生塔均为常压操作.
5结果分析
利用流程仿真软件Aspen Plus搭建了CO2捕集系统的仿真模型,以氨水脱碳系统的总能耗作为评价指标,对氨水脱碳系统的氨水质量分数、贫液CO2负荷和吸收塔入口温度等参数对总能耗的影响进行了分析.
5.1基线案例
基线设置下CO2捕集系统中主要参数的设置见表7,通过仿真软件计算了氨水脱碳系统各部分能耗的大小,结果见表8.
由表8可知,在冷冻氨法脱碳系统中,CO2捕集系统再沸器和氨气捕集系统再沸器的热耗分别为1.256 0 GJ/t和1.417 2 GJ/t,二者的热耗远低于MEA脱碳工艺通常所需的4 GJ/t.氨水脱碳系统能耗之和为2.673 2 GJ/t,这与其他学者的仿真和实验结果相一致[13].但是冷冻氨法脱碳工艺增加了CO2捕集系统冷却功,这些功量是相当巨大的(如表8所示),该工艺冷却功为0.137 3 GJ/t,CO2捕集率在85%的情况下将消耗厂用电57.278 8 MW.

表7 基线设置
表8基线设置下脱碳机组与原机组的对比
Tab.8Comparison between carbon capture power unit in baseline case and the original power unit

参数脱碳机组原机组冷却功/(GJ·t-1)0.1373泵功/(GJ·t-1)0.0371烟气输送功/(GJ·t-1)0.0539CO2捕集系统再沸器温度/℃144.2904CO2捕集系统再沸器热耗/(GJ·t-1)1.2560氨气捕集系统再沸器温度/℃104.7887氨气捕集系统再沸器热耗/(GJ·t-1)1.4172输出功降低量/MW103.0481净输出功/MW461.7919564.8400发电效率/%35.136042.9765发电煤耗/(g·kW-1·h-1)350.0483286.1863发电成本/(元·kW-1·h-1)0.55520.3530脱碳成本/(元·t-1)284.9633
由表8可知,脱碳机组相对于原机组净输出功降低了103.048 1 MW,发电效率降低了7.84%,发电煤耗增加了63.862 0 g/(kW·h),脱碳成本为284.963 3 元/t,该结果与传统的MEA脱碳工艺对机组的影响十分接近.
5.2氨水质量分数的影响
氨水质量分数会影响碳捕集吸收过程的反应速率和富液中CO2的含量,从而影响CO2捕集系统所需氨水的流量,影响CO2捕集系统再沸器的热耗.一般来说氨水质量分数越大,CO2捕集系统所需再生能耗越少,但是,塔顶氨气的逸出量会大幅增加,氨气捕集过程的能耗增大,因此如图6和图7所示,脱碳机组的发电煤耗、发电效率、发电成本和脱碳成本存在一个最佳的氨水质量分数11%.在氨水质量分数为11%时,脱碳机组的发电煤耗为349.81 g/(kW·h),发电效率为35.16%,发电成本为0.554 8元/(kW·h),脱碳成本为284.39 元/t.

图6 氨水质量分数对脱碳机组运行热力性能的影响
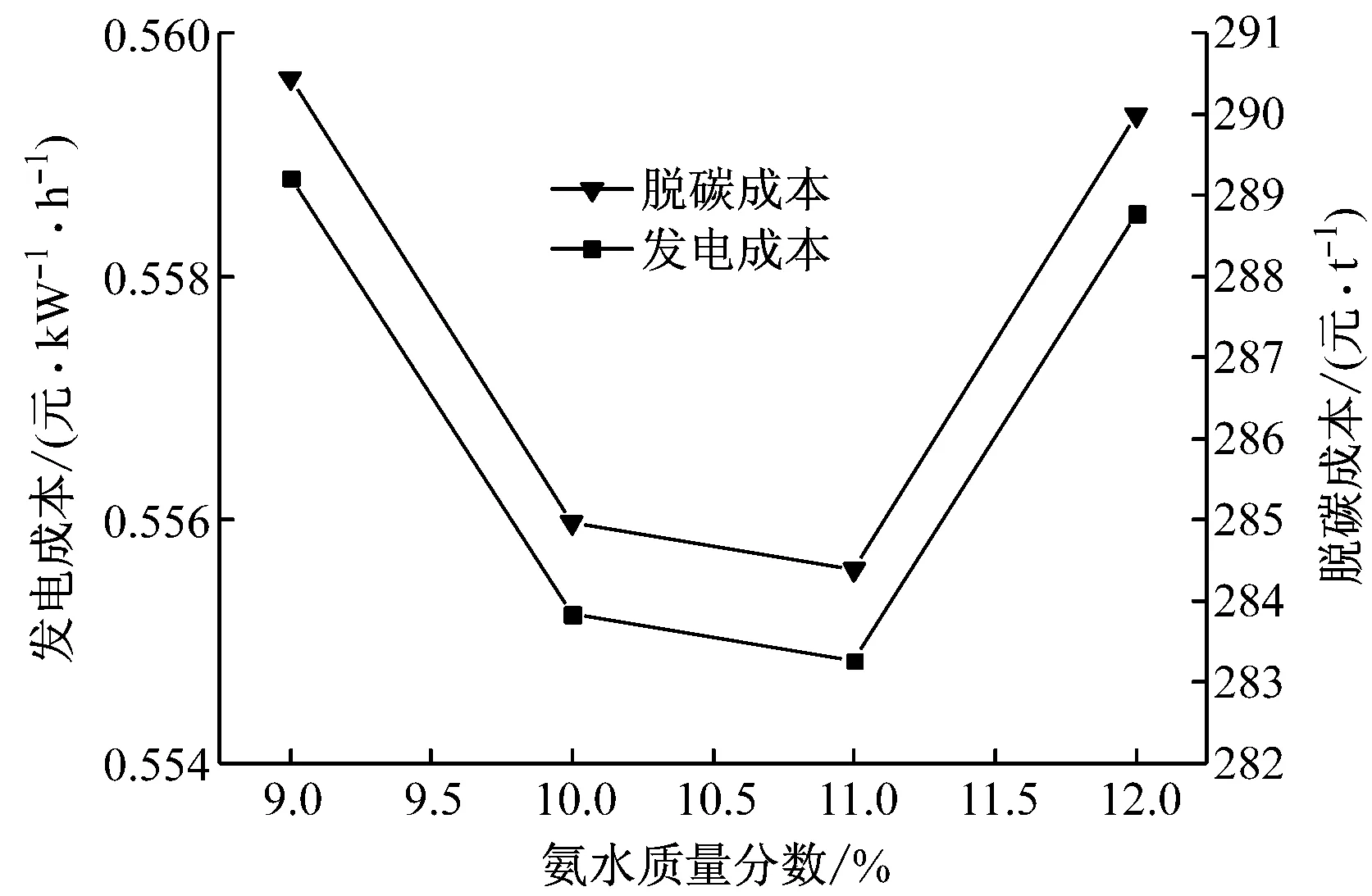
图7 氨水质量分数对脱碳机组运行经济性的影响
5.3贫液CO2负荷的影响
氨水贫液CO2负荷的大小可以反映氨水富液的再生程度,贫液CO2负荷较低时,富液再生度较高,再沸器热耗主要用于再生氨水溶液以使贫氨水溶液中的CO2达到较低负荷;贫液CO2负荷较高时,富液再生度较低,再沸器热耗主要用于加热大量的循环工质.所以氨水贫液CO2负荷从较低值向较高值变动时,存在一个最佳值使得再生能耗最小,从而使机组的运行性能最佳.但是受仿真软件Aspen Plus的限制,当贫液CO2负荷高于0.37之后将不再收敛.如图8和图9所示,从仿真和计算结果可以看出,随着贫液CO2负荷的增加,机组的热力性能和经济性能都逐渐变好,但是趋势变得越来越缓慢,在0.36时机组的运行性能最佳,在0.37时机组运行性能又开始下降.贫液CO2负荷为0.36时,脱碳机组的发电煤耗为349.57 g/(kW·h),发电效率为35.18%,发电成本为0.554 5元/(kW·h),脱碳成本为283.82 元/t.
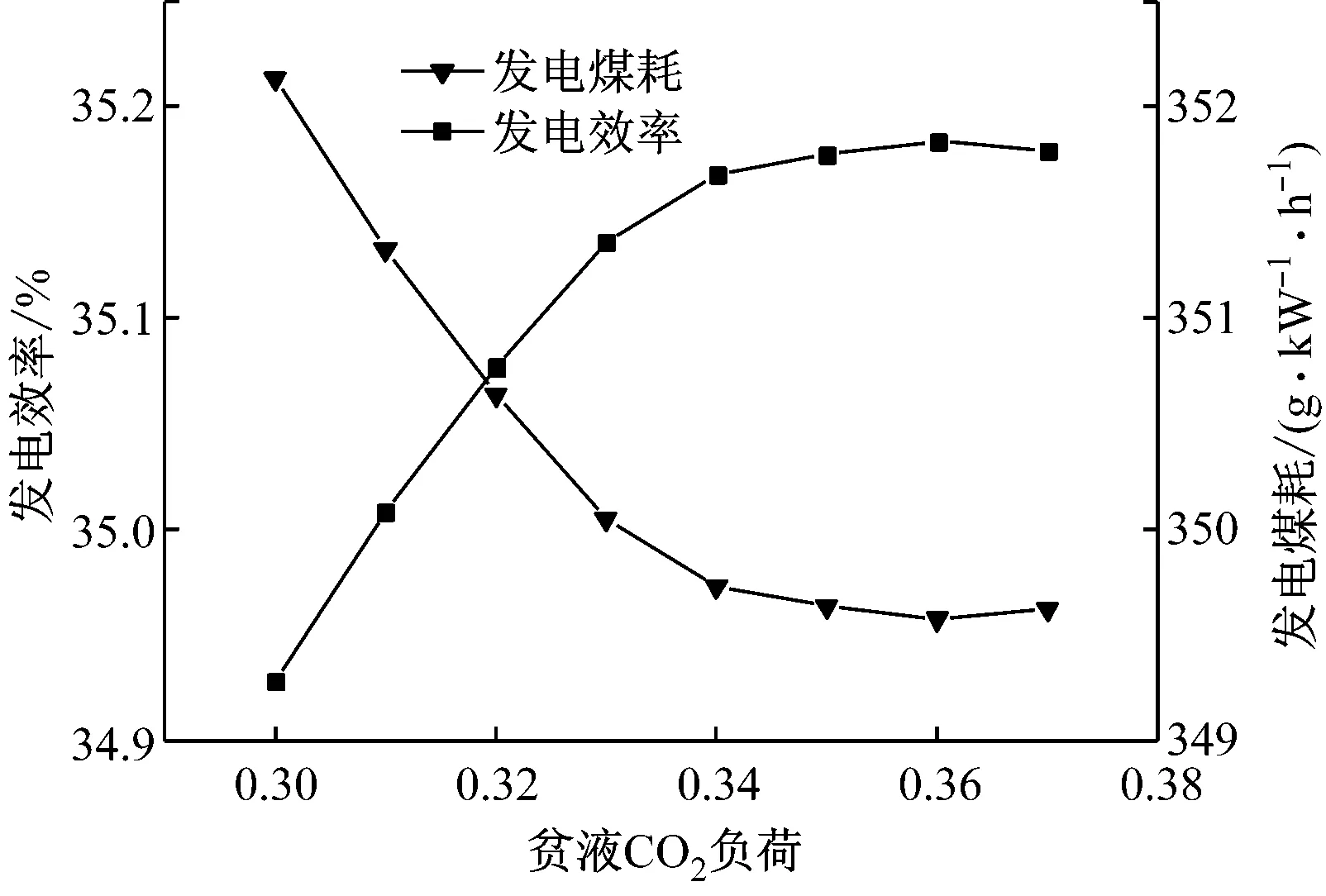
图8 贫液CO2负荷对脱碳机组运行热力性能的影响
Fig.8Effect of CO2load in lean ammonia on the thermal performance
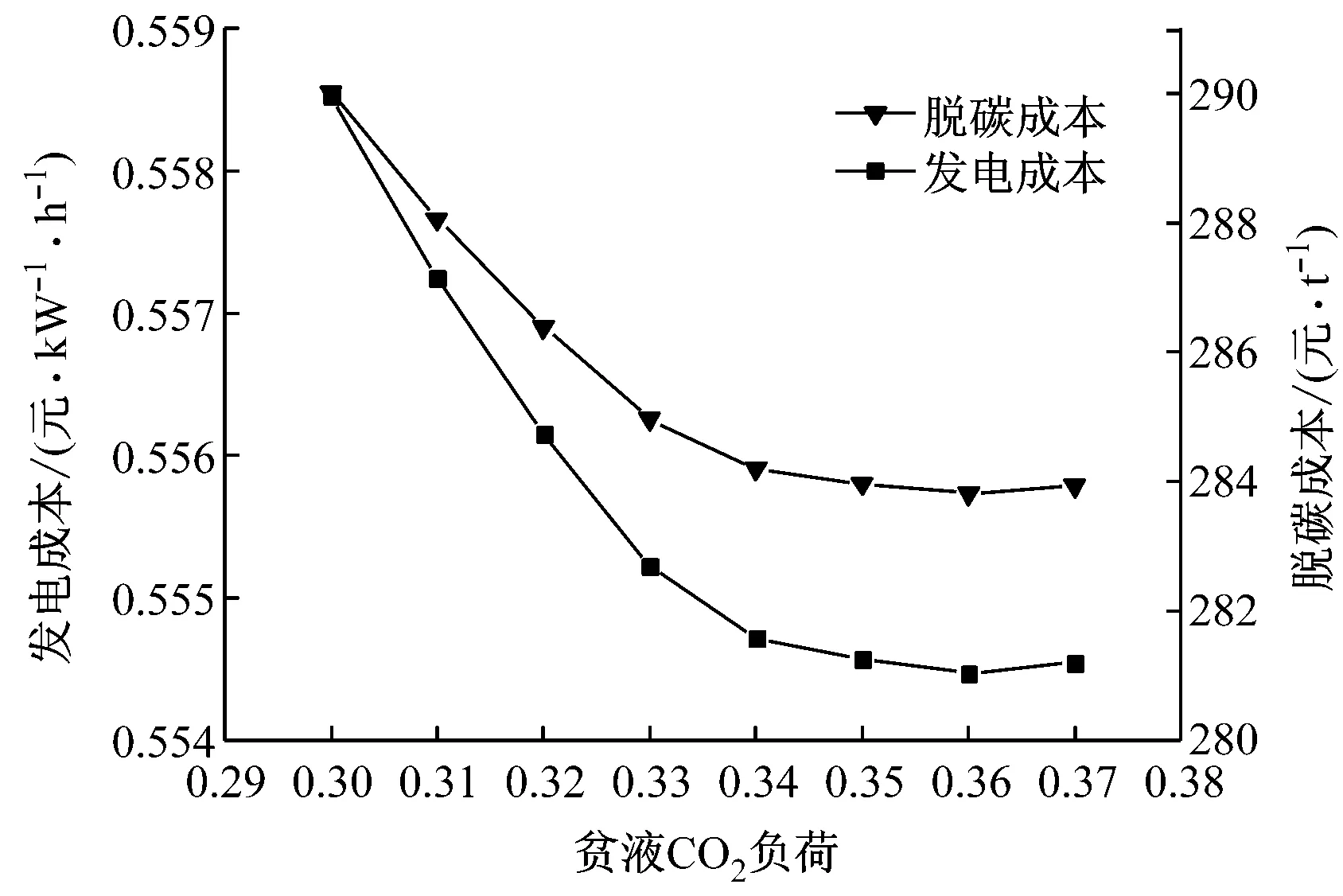
图9 贫液CO2负荷对脱碳机组运行经济性的影响
Fig.9Effect of CO2load in lean ammonia on the economic performance
5.4吸收塔入口温度的影响
贫液和烟气的温度会影响吸收塔内吸收过程的温度,从而影响CO2吸收塔塔顶氨气的逃逸率,影响氨气再生和CO2再生过程的能耗以及冷却功的大小,最终影响脱碳机组的运行性能.虽然再生塔入口温度越低,制冷过程所需的能耗越大,但是吸收过程温度的降低使吸收塔塔顶氨气的逃逸量也减少,降低了氨气再生过程的能耗.如图10和图11所示,冷却功的影响远大于氨气捕集造成的影响,所以随着吸收塔入口温度的降低,机组的发电效率呈现降低趋势,温度越高对脱碳机组越有利.Linnenberg等[11]指出,在一定的氨水质量分数及贫液CO2负荷下,吸收塔入口温度在10~15 ℃时机组的运行状况最佳,所以选取吸收塔入口温度为15 ℃.
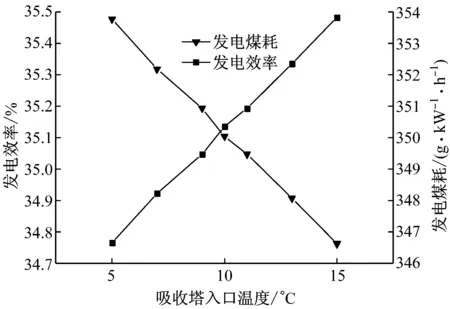
图10 吸收塔入口温度对脱碳机组运行热力性能的影响
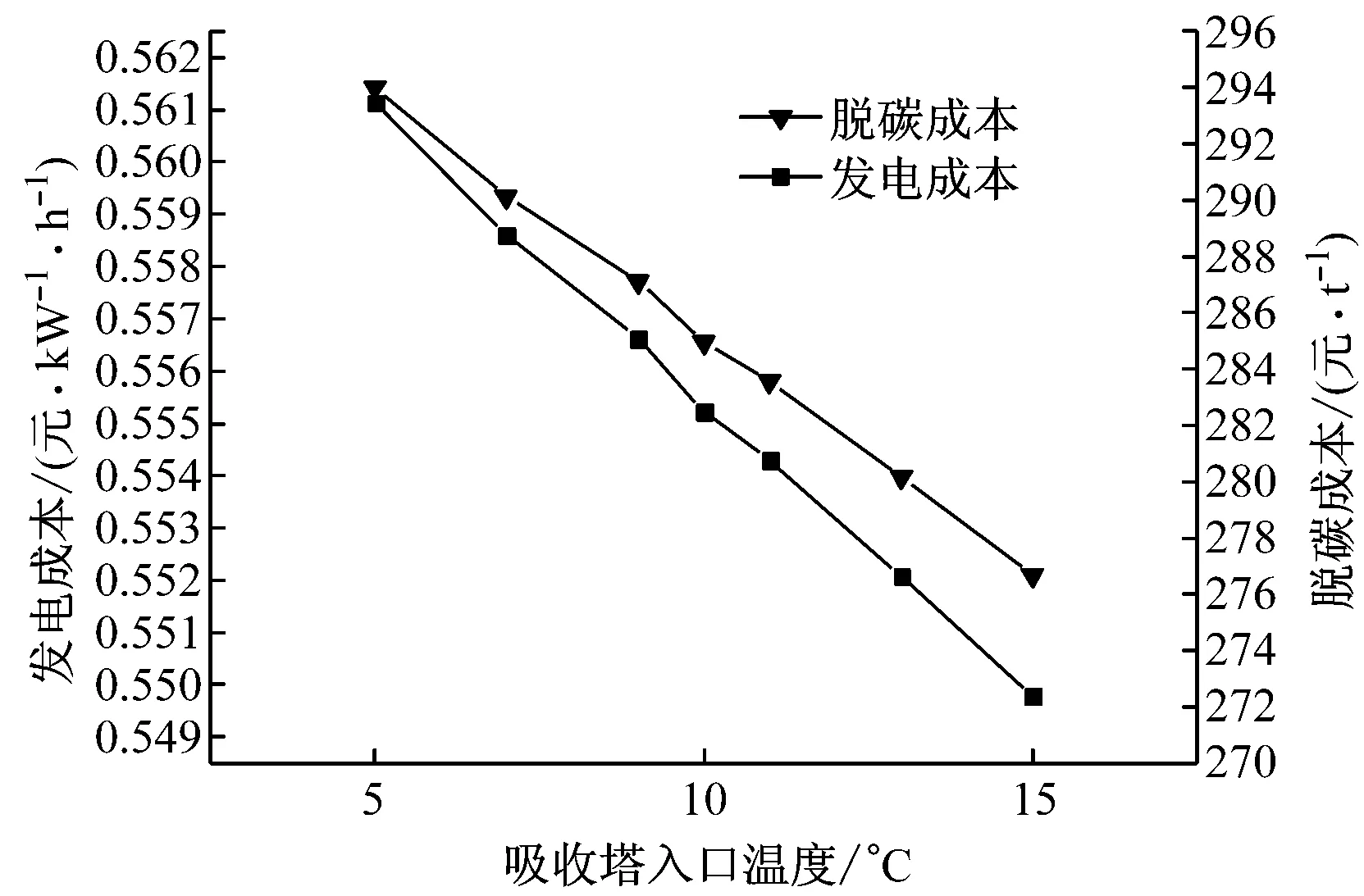
图11 吸收塔入口温度对脱碳机组运行经济性的影响
5.5再生塔压力的影响
再生塔压力会影响再生塔内吸收过程的相平衡,影响再生过程的温度,从而影响CO2捕集系统的运行性能.随着再生塔压力的增大,CO2捕集系统再沸器热耗会相应降低,但该变化趋势随着再生塔压力增大而逐渐放缓.同时,再生塔压力的增大往往会造成再沸器温度的升高,增大对机组抽汽参数的影响,不能再采用前文所述的抽汽位置.如图12和图13所示,随着再生塔压力的增大,机组的热力性能和经济性能均呈现先提升后降低的趋势,再生塔压力为1 MPa时机组的运行性能达到最佳.
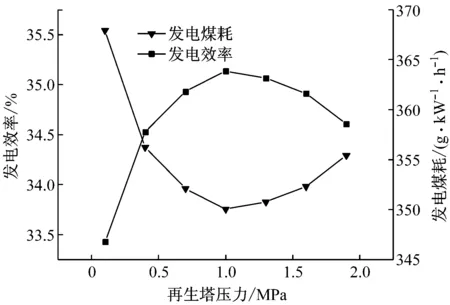
图12 再生塔压力对脱碳机组运行热力性能的影响
5.6氨气逃逸率的影响
以上分析均在氨气捕集系统的氨气逃逸率为定值0.01‰下进行,下面考察氨气逃逸率的控制对机组运行性能的影响.CO2捕集系统氨气逃逸率越低,氨气捕集系统循环工质的流量越大,氨气捕集系统再沸器的热耗越大.但是,根据笔者对流程的设计,氨气捕集系统回收的塔顶氨蒸气直接通过升压泵进入CO2捕集系统的再生塔,这在一定程度上降低了CO2捕集系统再沸器的热耗.如图14所示,在0.32‰之前,随着氨气逃逸率的增加,机组发电效率逐渐降低;在0.32‰之后,随着氨气逃逸率的增加,机组发电效率逐渐提高.但是从图15所示的整体趋势看,氨气的捕集不仅增大了氨气捕集系统的能耗,也增加了设备成本,分析结果显示,当机组不进行氨气逃逸率控制时,机组的运行性能将大幅度提升,发电效率、发电煤耗、发电成本以及脱碳成本将分别达到36%、341.68 g/(kW·h)、0.487 0 元/(kW·h)和187.785 元/t,此时氨气脱碳工艺相对于MEA脱碳工艺的优势将变得十分明显.但是为了保护环境,根据相关标准和文献[11],设置CO2捕集系统的氨气逃逸率为0.01‰.

图13 再生塔压力对脱碳机组运行经济性的影响
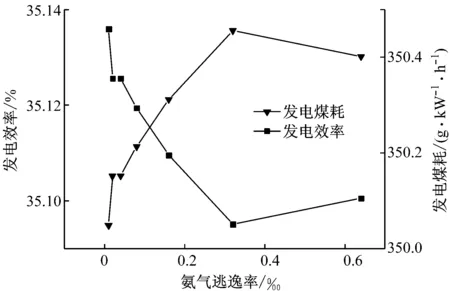
图14 氨气逃逸率对脱碳机组运行热力性能的影响
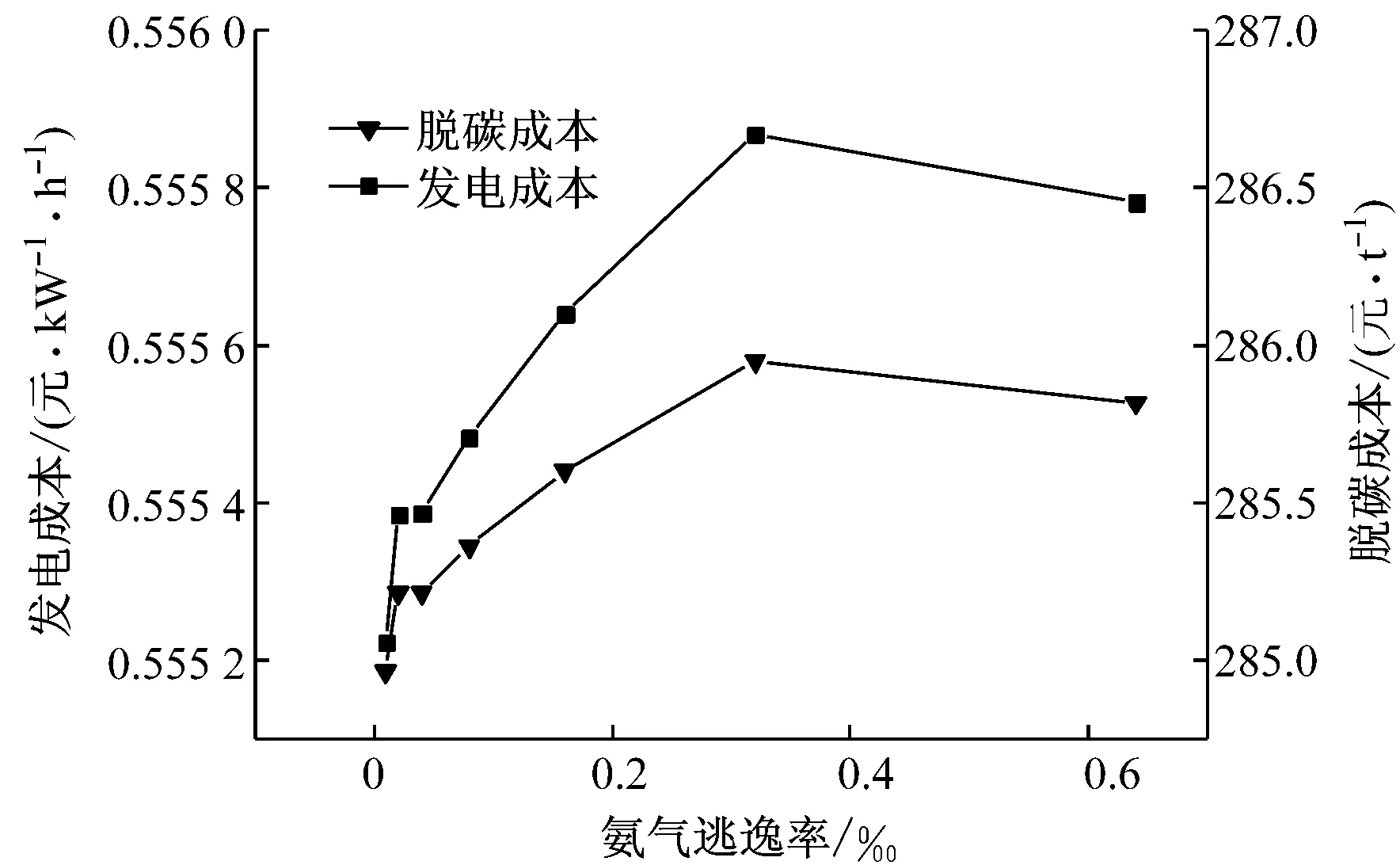
图15 氨气逃逸率对脱碳机组运行经济性的影响
5.7CO2捕集率的影响
基于仿真结果,分析了CO2捕集率的变动对脱碳机组运行热力性能和经济性能的影响.如图16所示,随着CO2捕集率的提升,发电成本逐渐升高,发电煤耗逐渐增加,发电效率逐渐降低,说明CO2捕集率越高对机组的运行越不利.如图17所示,脱碳成本随CO2捕集率变化的趋势与发电成本随CO2捕集率变化的趋势相反,这是由于采用相同的设备进行脱碳,降低CO2捕集率虽然降低了发电成本,但同时也减少了捕集到的CO2的量,而发电成本的变化往往要比CO2捕集量的变化小很多.所以,实际运行中的脱碳机组部分脱除CO2是不经济的.这与MEA脱碳工艺的分析结果是一致的.

图16 CO2捕集率对脱碳机组运行热力性能的影响
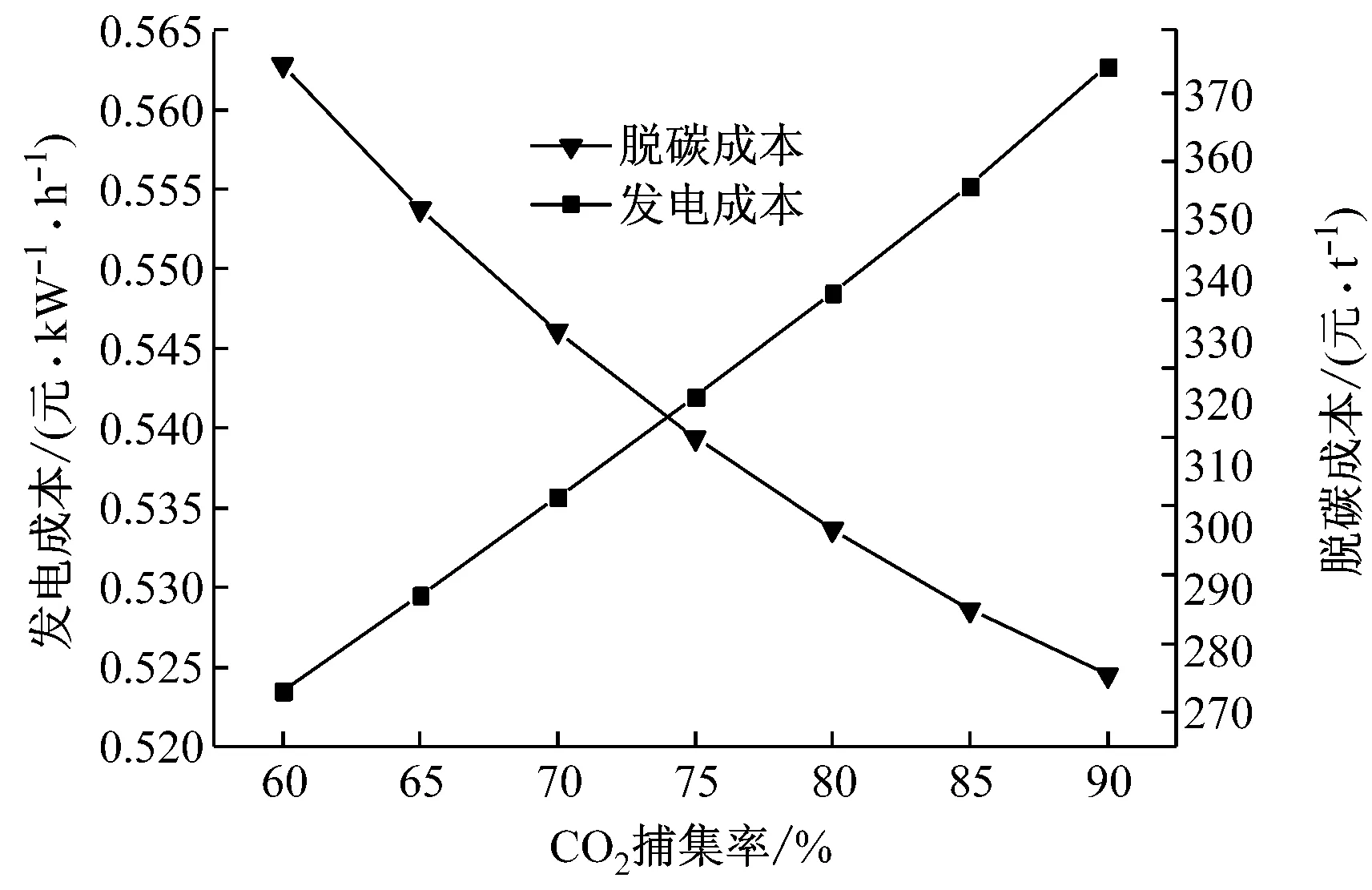
图17 CO2捕集率对脱碳机组运行经济性的影响
5.8参数的选取
根据对CO2捕集系统参数变动的分析,选取了CO2捕集系统的可行运行参数,并且与基线案例下的运行结果进行对比,结果如表9所示.
由表9可知,氨水质量分数为11%、贫液CO2负荷为0.36以及吸收塔入口温度为15 ℃为CO2捕集系统的可行运行参数.在该组参数下,脱碳机组相对于优化前发电效率提升了0.712 7%,发电煤耗降低了6.959 4 g/(kW·h),发电成本降低了0.011元/(kW·h),脱碳成本降低了16.756 3 元/t.
表9优化前后机组运行性能对比
Tab.9Comparison of unit operation performance before and after optimization
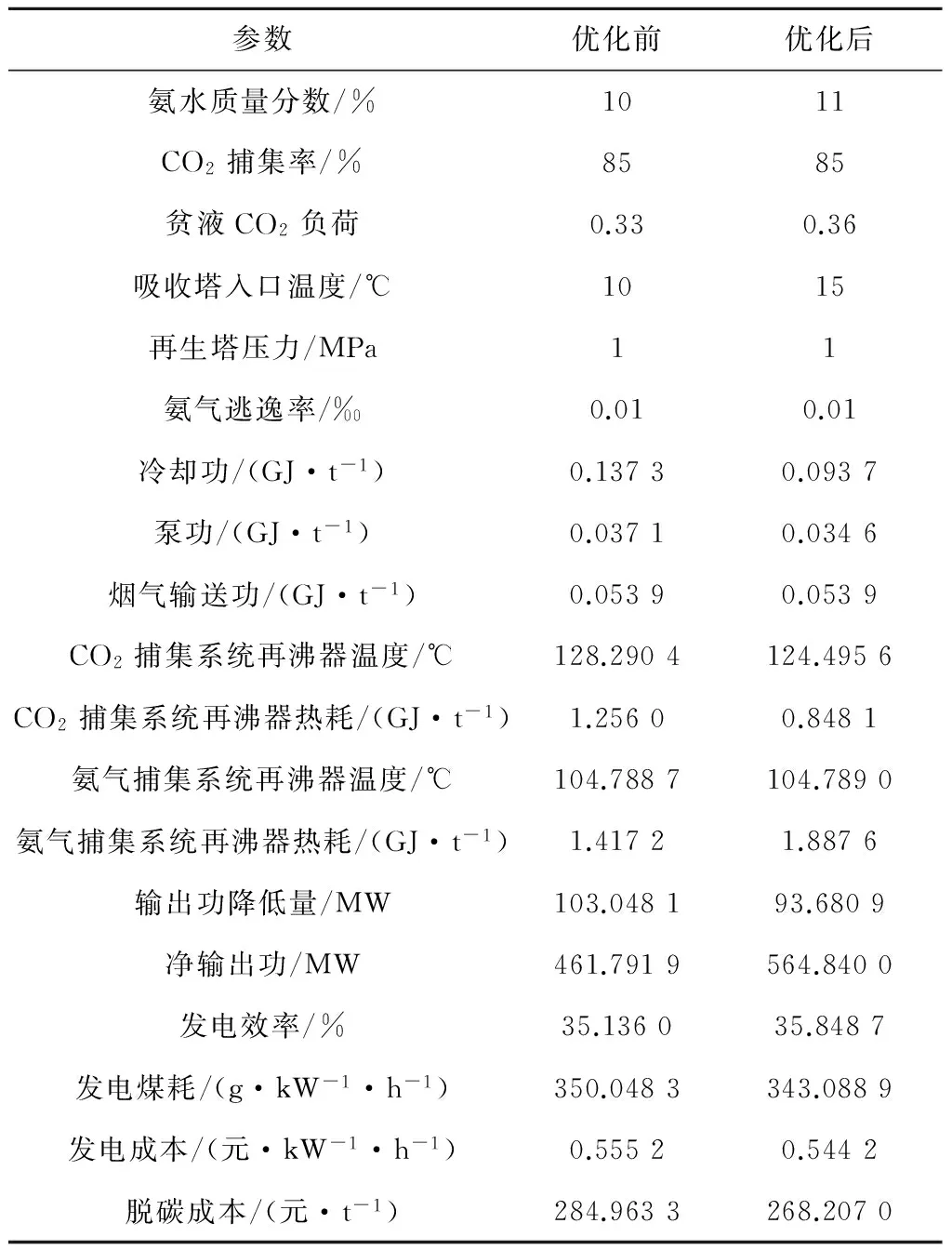
参数优化前优化后氨水质量分数/%1011CO2捕集率/%8585贫液CO2负荷0.330.36吸收塔入口温度/℃1015再生塔压力/MPa11氨气逃逸率/‰0.010.01冷却功/(GJ·t-1)0.13730.0937泵功/(GJ·t-1)0.03710.0346烟气输送功/(GJ·t-1)0.05390.0539CO2捕集系统再沸器温度/℃128.2904124.4956CO2捕集系统再沸器热耗/(GJ·t-1)1.25600.8481氨气捕集系统再沸器温度/℃104.7887104.7890氨气捕集系统再沸器热耗/(GJ·t-1)1.41721.8876输出功降低量/MW103.048193.6809净输出功/MW461.7919564.8400发电效率/%35.136035.8487发电煤耗/(g·kW-1·h-1)350.0483343.0889发电成本/(元·kW-1·h-1)0.55520.5442脱碳成本/(元·t-1)284.9633268.2070
6结论
(1) 基线案例下,CO2捕集系统再沸器和氨气捕集系统再沸器的热耗分别为1.256 0和1.417 2 GJ/t,二者的热耗远低于MEA脱碳工艺通常所需的4 GJ/t,但是冷冻氨法脱碳工艺增加了CO2捕集系统冷却功,在CO2捕集率为85%的情况下,制冷将消耗厂用电57.278 8 MW,添加脱碳系统后,脱碳机组净输出功相对于原机组降低了103.048 1 MW,发电效率降低了7.84%,发电煤耗增加了63.862 0 g/(kW·h),脱碳成本为284.963 3元/t,该结果与传统的MEA脱碳工艺对机组的影响十分接近.
(2) 分析了CO2捕集系统主要参数对脱碳机组的影响,并选取了该系统运行的可行参数.氨水质量分数为11%、贫液CO2负荷为0.36以及吸收塔入口温度为15 ℃为该系统的可行运行参数.在该组参数下,脱碳机组相对于优化前发电效率提升了0.712 7%,发电煤耗降低了6.959 4 g/(kW·h),发电成本降低了0.011元/(kW·h),脱碳成本降低了16.756 3元/t.
参考文献:
[1]王泽平, 周涛, 张记刚,等. 电厂二氧化碳捕捉技术对比研究[J]. 环境科学与技术, 2011, 34(11):83-87.
WANG Zeping, ZHOU Tao, ZHANG Jigang,etal. Comparison of carbon dioxide capture technology in power plant[J]. Environmental Science&Technology, 2011, 34(11):83-87.
[2]孙龙. 氨法捕集CO2过程中氨逃逸规律研究[D].哈尔滨:哈尔滨工业大学, 2012.
[3]张民楷. 氨法捕集二氧化碳工艺的流程模拟[D]. 北京:清华大学, 2012.
[4]ZHANG Minkai, GUO Yincheng. Process simulations of large-scale CO2capture in coal-fired power plants using aqueous ammonia solution[J]. International Journal of Greenhouse Gas Control, 2013, 16(10): 61-71.
[5]ZHANG Minkai, GUO Yincheng. Process simulations of NH3abatement system for large-scale CO2capture using aqueous ammonia solution[J]. International Journal of Greenhouse Gas Control, 2013, 18(5): 114-127.
[6]ZHANG Minkai, GUO Yincheng. Rate based modeling of absorption and regeneration for CO2capture by aqueous ammonia solution[J]. Applied Energy, 2013, 111(4):142-152.
[7]马双忱, 王梦璇, 孙云雪, 等. 氨水与 MEA 的CO2捕集对比研究[J]. 动力工程学报, 2012, 32(1): 52-58.
MA Shuangchen, WANG Mengxuan, SUN Yunxue,etal. Efficiency comparison of CO2removal respectively with ammonia solution and MEA[J]. Journal of Chinese Society of Power Engineering, 2012, 32(1): 52-58.
[8]MA Shuangchen, SONG Huihui, ZANG Bin,etal. Experimental study of Co (II) additive on ammonia escape in carbon capture using renewable ammonia[J]. Chemical Engineering Journal, 2013, 234(12): 430-436.
[9]齐国杰, 王淑娟, YU Hai,等. 氨水吸收CO2的吸收热预测模型[J]. 化工学报, 2013, 64(9):3079-3087.
QI Guojie, WANG Shujuan, YU Hai,etal. Prediction model of absorption heat for CO2capture using aqueous ammonia[J]. CIESC Journal, 2013, 64(9):3079-3087.
[10]VERSTEEG P, RUBIN E S. A technical and economic assessment of ammonia-based post-combustion CO2capture at coal-fired power plants[J]. International Journal of Greenhouse Gas Control, 2011, 5(6):1596-1605.
[11]LINNENBERG S, DARDE V, OEXMANN J,etal. Evaluating the impact of an ammonia-based post-combustion CO2capture process on a steam power plant with different cooling water temperatures[J]. International Journal of Greenhouse Gas Control, 2012, 10(9):1-14.
[12]DARDE V, MARIBO-MOGENSEN B, WELL W J M V,etal. Process simulation of CO2capture with aqueous ammonia using the extended UNIQUAC model[J]. International Journal of Greenhouse Gas Control, 2012, 10(5):74-87.
[13]JILVERO H, NORMANN F, ANDERSSON K,etal. Heat requirement for regeneration of aqueous ammonia in post-combustion carbon dioxide capture[J]. International Journal of Greenhouse Gas Control, 2012, 11(6):181-187.
[14]JILVERO H, NORMANN F, ANDERSSON K,etal. Thermal integration and modelling of the chilled ammonia process[J]. Energy Procedia, 2011, 4(22):1713-1720.
[15]HANAK D P, BILIYOK C, MANOVIC V. Rate-based model development, validation and analysis of chilled ammonia process as an alternative CO2capture technology for coal-fired power plants[J]. International Journal of Greenhouse Gas Control, 2015,34:52-62.
[16]刘文毅, 唐宝强, 徐钢,等. 大规模碳捕集电站贫液CO2负载率优化研究[J]. 动力工程学报, 2015, 35(1):76-82.
LIU Wenyi, TANG Baoqiang, XU Gang,etal. Optimization on lean solvent CO2loading in coal-fired power plants with large-scale CO2capture[J]. Journal of Chinese Society of Power Engineering, 2015, 35(1):76-82.
[17]GAL E. Ultra cleaning of combustion gas including the removal of CO2: USA, US7641717[P]. 2010-01-05.
[18]VERSTEEG P, RUBIN E S. A technical and economic assessment of ammonia-based post-combustion CO2capture at coal-fired power plants[J]. International Journal of Greenhouse Gas Control, 2011, 5(6):1596-1605.
[19]ASPEN Technology. Rate-based model of the CO2capture process by NH3using Aspen Plus[R]. Cambridge MA, USA: ASPEN Technology, 2009.
[20]刘彦丰,朱路平,阎维平.CO2捕集技术在燃煤电厂中应用的经济性评估[J].中国电机工程学报,2010,30(S1):59-63.
LIU Yanfeng,ZHU Luping,YAN Weiping.Economic assessment for the CO2capture technologies applied in the coal-firing power plant[J].Proceedings of the CSEE,2010,30(S1):59-63.
Analysis of Carbon Capture Process by Ammonia Based on Technical Economics
HANZhonghe,BAIYakai
(MOE's Key Laboratory of Condition Monitoring and Control for Power Plant Equipment,North China Electric Power University, Baoding 071003, Hebei Province, China)
Abstract:To reasonably evaluate the operation performance of a coal-fired power plant adopting the ammonia-based carbon capture process, a technical economic model was set up based on the simulation model of carbon capture system and the variable condition model of power plant, so as to analyze the effects of following parameters on operation performance of the unit, such as the ammonia concentration, lean solvent loading, chilled temperature, desorber pressure, ammonia slip rate and carbon capture rate, etc., and subsequently to determine the optimal variables of the carbon capture system. Results show that the optimal values of ammonia concentration, lean solvent loading and chilled temperature are respectively 11%, 0.36 and 15 ℃, when the power generation efficiency would be increased by 0.712 7%, and the coal consumption rate, power generation cost and carbon capture cost would be reduced by 6.959 4 g/(kW·h), 0.011 CNY/(kW·h) and 16.756 3 CNY/t accordingly, compared to the original power unit.
Key words:chilled ammonia process (CAP); CO2; power generation cost; carbon capture cost
收稿日期:2015-08-18
修订日期:2015-09-24
基金项目:国家自然科学基金资助项目(51076044,51306059);中央高校基本科研业务专项资金资助项目(13XS38)
作者简介:韩中合(1964-),男,河北武邑人,教授,博士生导师,研究方向为热力设备状态监测与故障诊断、两相流计算与测量.
文章编号:1674-7607(2016)07-0541-10中图分类号:TQ028
文献标志码:A学科分类号:610.30
白亚开(通信作者),男,硕士研究生,电话(Tel.):13082367112;E-mail: footballses@163.com.
猜你喜欢
哈哈画报(2022年8期)2022-11-23
中学生数理化·中考版(2022年11期)2022-02-16
中学生数理化·中考版(2021年12期)2021-12-31
中学生数理化·中考版(2021年11期)2021-12-06
今日农业(2021年17期)2021-11-26
小学科学(学生版)(2021年5期)2021-07-22
学生天地(2020年18期)2020-08-25
中学生数理化·中考版(2017年11期)2017-04-18
中学化学(2017年2期)2017-04-01
科学大众(中学)(2016年9期)2016-12-29