
电机修造基地整体工艺布局分析与研究
2016-07-21 09:54:44宋光杰中铁工程设计院有限公司北京100070
工业技术创新 2016年2期
宋光杰(中铁工程设计院有限公司,北京,100070)
电机修造基地整体工艺布局分析与研究
宋光杰
(中铁工程设计院有限公司,北京,100070)
摘 要:电机及变压器等装备种类繁多,技术特征明显,工艺流程复杂,有的体型巨大且效能巨大,为此电机建设和修检基地需要非常专业,其整体工艺布局对企业的生产效率、经济效益、长远发展有较深影响。本文以某电机修造企业搬迁项目为背景,研究分析了检修和制造各类电机及变压器的工艺流程,综合电机生产和检修工艺特点,规划了两种设计方案并进行比较分析,最后给出适合该企业的布局方案。整体结构布局、工艺流程的论述对业界有参考作用。
关键词:牵引电机;工艺路线;工艺布局
引言
某企业现阶段的主要业务为检修和制造各类电机及变压器,主要产品包括轨道交通用牵引电机、主辅发电机和变压器、高端装备特种电机(应用于油田、矿山、工程机械、智能制造、军工)、高效节能工业电机(压缩机、鼓风机)等,未来主要向风力发电机、伺服电机和新能源汽车电机等其他领域拓展。
以上所列出的大型装备不论制造,还是检修工艺流程都很复杂。以电机为例,它是依据电磁感应定律实现电能转换或传递能量的一种设备,主要作用是产生驱动转矩,其是电磁学、能量转换、力学、材料等科学的综合体。所以在制造和检修中,不仅需要专业人才,还需要专业基地。
1 规划目标
该企业电机新造和检修部分原占地6万平方米,总建筑面积3.9万平方米,拥有各类机械设备360台(套),其中大型关键精密设备38台(套)。目前公司主要产品如下:CDJD113交流内燃机车牵引电机、JD160A交流电力机车牵引电机、HXN5主辅发电机和CDJF212主辅发电机、ZD109C直流内燃牵引电机、CDZD102正压防爆直流电动机、CDJD101城轨车辆电机、无刷励磁型同步主发电机、ZDQR310直流牵引电机。
新建基地选址地形:地块大致为长方形,厂区南北方向最长约425m,东西方向最宽约303m。整个地形高低不平,局部最低处约483m(西南角),局部最高处约498m(东北角),最大高差约15m。
结合原有生产能力,并对市场趋势进行预测的基础上,确定新建基地的生产纲领为新造各类电机3000台。检修电机2000台。检修主变压器200台。
2 主要工艺流程
制造或检修大型电机或变压器的工艺流程,决定和影响着基地布局与规划设计工作。研究了大量直流与交流电机、相关主辅电机、变压器等工业流程,重点介绍三种:图1为和谐内燃机车交流牵引电机和主发电机的制造工艺流程[1,2];图2为主要直流传动机车直流牵引电机制造工艺流程[3];图3为适合检修直流牵引电机(交流牵引电机相较直流牵引电机结构简单)、主发电机、主变压器的工艺流程。

图1 HXN5技术平台主辅发电机制造总体工艺流程

图2 直流传动机车牵引电机制造总体工艺流程
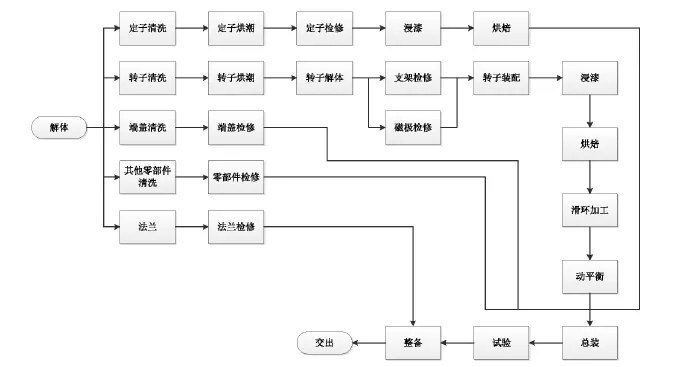
图3 主发电机检修工艺流程
总之,工艺流程为规划电机修造基地的整体工艺布局主要依据,本文综合考虑多种电机制造和检修的不同工艺特点,并适当兼顾整体物流路线和基地形象,提出不同的方案以作比较[4]。
3 主要构成及功能
该基地技术方案制定在完成搬迁改造的同时,综合考虑了产业的转型升级和新产业的发展的需要。以实现节约建设资金、提高经济效益为目标,本期建设内容包含:电机制造工部、电机检修工部、绝缘处理工部、加工工部、试验整备工部等五个工部[5]。
电机制造工部主要负责线圈制造、电枢制造、交流转子、直流电枢、直流电机总装、交流电机总装、主辅发电机总装、RD电机总装、BD电机总装、磁极制造及主辅发电机定子叠压等工作。主要设备包括:四柱液压机、无氧退火炉、台车式烘炉、气体保护焊机、铜焊机、直流氩弧焊机、短路环感应焊机、高频感应焊机、焊烟除尘器、交流耐压机、高频绝缘测试仪、打砂除尘装置、数控扁绕机、数控涨型机、数控自动包带机、数控直边自动包带机、下刻机、硬支承平衡机、动平衡机、转子磁极装配台、导条涨紧机、全自动超声波清洗机、总装工作台、起重机等。
电机检修工部主要负责牵引电机电枢、定子、端盖和其他零部件的检修、组装等工作。主辅发电机定子、转子、端盖、磁极和其他零部件的检修、组装工作。主变压器解体、器身、油箱、散热器和其他零部件的检修、组装、试验、整备等工作。主要设备包括:普通车床、V1000卧式车床、摇臂钻床、四柱液压机、交流焊机、氩弧焊机、电阻钎焊机、真空干燥炉、超声探伤仪、磁粉探伤机、电力机车主变试验站、动平衡机、硬支承动平衡机、真空净油机、全自动下刻机、起重机等。
绝缘处理工部主要负责各型新造和检修电机部件的浸漆、烘焙、清理、底漆喷涂等工作。主要设备包括:自动控温干燥炉、真空压力浸漆设备、漆雾净化装置、旋转烘炉、电加热旋转干燥炉、干式喷烘漆室、防爆式起重机等。
加工工部主要负责各型电机(含发电机、新产业电机)机座、端盖、转轴等部件的加工、整修、测量、清洗等工作。主要设备包括:数控立车、普通车床、数控卧车、摇臂钻床、数显镗床、外圆磨床、龙门立式加工中心、卧式镗铣加工中心、龙门五面加工中心、数控八面铣、电机转轴荧光磁粉探伤机、交流焊机、气体保护焊机、超声波探伤仪、起重机等。
试验整备工部主要负责新制和检修的各型电机的试验、整备工作。包括:主发电机、直流/脉流牵引电动机、交流牵引电动机、风扇电机、制动电阻风机、辅助电机及新产业电机的试验(包括例行和型式试验)、整备(包括打磨和腻子、杂件组装及喷漆等工作)。主要设备包括:交流耐压机、直流耐压机、自藕减压启动箱、直流电机试验台、同步电机试验台、主辅发电机例行试验台、交流牵引电机例行试验台、牵引电机翻转机、整备腻子房、整备喷烘漆室、漆雾净化装置、起重机等。
4 整体规划布局
电机检修与新造工艺特点区别很大,新造工艺主要是模块化设计和组装,大批量流水线式生产,环境干净整洁。检修工艺主要是碎片式检测和修复,独立台位配合小批量流水线方式生产,环境恶劣。该基地不仅要求兼顾检修与新造工艺,同时产品复杂多样,因此整体布局需进行深入分析。
4.1 主要布置原则及工艺技术决定
新建建筑集中布置,给未来新产业发展创造条件,并兼顾本期及后期建设内容的有机衔接。符合当地城市规划、环境保护、雨污水的排放、消防、节能、绿化等诸方面的规范和要求。满足生产使用需要,工艺流程合理,车间的布置考虑朝向及主导风向,创造良好的生产环境,使各生产环节紧密衔接运输方便。总平面、车间内、车间与车间之间物流顺畅合理。
厂区主要道路均设计为环状,满足消防及物料运输。
规划方案遵循上述原则的同时,还应保证特殊工序独立布置,工艺要求如下:
线圈生产、嵌线工艺和变压器检修工艺都要求洁净度较高,且与其他工艺区别很大,易单独隔离生产。
该基地生产电机种类较多,工作量较大,需要场地空间大。另外,电机试验耗时较长,环境噪声较大,振动较大,且要求便于随时观察,工艺布置上单独隔离设置较佳。
绝缘处理厂房漆雾较多,生产环境恶劣,防火防爆要求较高,应布置漆雾净化装置,宜单独隔离布置。
4.2 规划方案
根据产能规划、生产工艺流程和物流走向,结合场地及周边条件,整个场地共规划了两个总平面布局方案,如图4.1、4.2所示。实线为本期建设,虚线为规划预留场地。
方案一:按照一次规划、分步实施原则,布置联合厂房。场地中部规划两个联合厂房,东西两侧规划磁极、绝缘处理、试验整备等厂房,本期结合整体功能规划,建设相关厂房。南部规划预留有厂前区用地。南北贯通两条主要通道。设3个大门。南侧和北侧均设置停车区,便于物流和人员出入。如图4所示。
本方案总体规划了电机检修联合厂房和电机制造联合厂房两座主厂房,其中电机检修联合厂房主要定位于轨道装备配套电机和变压器的检修,电机制造联合厂房主要定位于轨道装备配套电机制造。电机检修联合厂房预留部分主要用于物流和未来拓展后其他领域电机和变压器的检修工作(该跨度厂房也可灵活转换为电机制造厂房)。电机制造联合厂房预留部分主要用于未来新产业电机的制造工作。
电机检修联合厂房A总长1 4 4 m,跨度由南向北依次为1 8 m×2(预留)+1 8 m×2+1 5 m+1 8 m+2 4 m,南侧贴建3层144m×9m生产辅助间。电机检修联合厂房B总长144m,跨度由南向北依次为18m+18m×5(预留)+18m,南侧贴建3层144m×9m生产辅助间(本期建设2层)。A1、A2厂房18m宽,预留用于电机组装。A3、A4厂房18m宽,本期建设用于电机组装。A5为2层厂房,15m宽,一层用于电机定转子嵌线,二层用于线圈制造。A6厂房18m宽,用于部件加工和铁芯叠压等工作。A7厂房24m宽,主要用于机座加工工作。B1厂房18m宽,主要用于牵引电机、主辅发电机的检修、组装和整备工作。B2、B3、B4、B5、B6厂房皆为18m宽预留厂房,远期用于电机检修、磁极检修、物流周转和主变检修等工作。B7厂房18m宽,本期用于各型号主变压器检修,远期用于电机解体工作。绝缘处理厂房C 长138m,宽21m,西侧贴建84m长,6m宽生产辅助间,主要负责各型新造和检修电机部件的浸漆、烘焙、清理、底漆喷涂等工作。磁极厂房D长135m,宽18m,主要负责主辅发电机磁极制作工作,远期用于绝缘处理。试验厂房E长 192m,宽24m,主要负责新制和检修的各型电机的例行和型式试验工作。整备厂房F长75m,宽24m,主要负责物流和试验后的整备工作。
方案二:按照采取联合厂房,新建建筑集中布置、预留发展用地的原则规划。本期建设内容集中在厂区南部,北部场地整体预留。场地中部规划两个联合厂房,东西两侧规划绝缘处理、试验整备等厂房,南北贯通两条主要通道。厂区不设办公区。设3个大门,南侧和北侧均设置停车区,便于物流和人员出入。如图5所示。
本方案总体规划了轨道电机厂房及新产业电机厂房两座主厂房,其中轨道电机厂房主要定位于轨道装备配套电机的制造和检修,预留的新产业电机厂房定位于新产业电机的制造。由于新产业电机尚处于市场培育阶段,产能需求尚不明确,因此本期对于新产业电机的试生产和小批量生产与轨道电机生产共线,特殊工序独立设置。待市场批量较大,现有设施不能满足要求时,根据产品类型、工艺特点、产量需求等条件择机启动新产业电机厂房的建设。
轨道电机厂房A总长150m,跨度由南向北依次为15m(二层)+24m+18m×4+18m(预留二期)+18m×2,南侧贴建3层150m×9m生产辅助间,北侧贴建一层150m×9m生产辅助间。A1厂房15m宽,共二层,一层布置嵌线,二层布置线圈制造。A2厂房24m宽,东侧用于布置机座加工区,西侧用于布置端盖、机座的整修、测量、清洗等工序;A3厂房18m宽,用于布置端盖、转轴加工工序。A4厂房18m宽,布置交流电机转子、交流牵引电机总装等工序。 A5厂房18m宽,布置直流电机定子、直流电机转子、直流电机总装、主辅发电机总装、RD电机总装机及BD电机总装等工序。A6为物流库房,A7为二期预留检修厂房。A8电机检修厂房18m宽,主要用于牵引电机、主辅发电机的检修、组装和整备工作。A9主变检修厂房18m宽,主要用于主变压器器身、油箱、散热器和其他零部件的解体、清洗、检修、组装、试验、整备等工作。绝缘处理厂房C 183m长,24m宽,主要负责各型新造和检修电机部件的浸漆、烘焙、清理、底漆喷涂等工作。试验厂房E183m长, 24m宽,负责新制和检修的各型电机的试验、整备工作。
5 结论
方案特点对比如下:
方案一和方案二设东西两条南北贯通主干道,南北两个厂前区,整个厂区布局规整,体现现代化企业特色。
方案一、方案二均采用联合厂房,便于物流运输及后期工艺调整,在同等条件下,相对于采用零散的独立厂房更能体现建筑体量,提升企业形象,其中方案一更加突出。
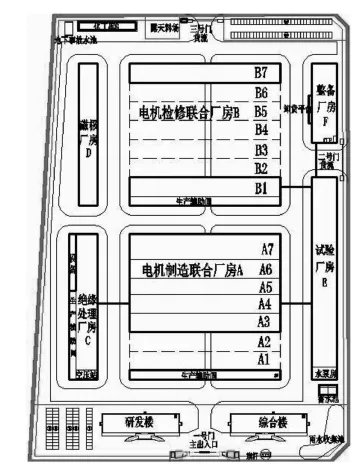
图4 方案一
方案二同方案一相比,物流路线更短,且在新产业电机销售情况不确定,伺服电机和风力发电机对生产基地的工艺要求与牵引电机区别较大的情况下,集中预留新产业电机生产的建设用地,便于未来根据需要规划建设。方案二相对方案一适应未来,且灵活性好。
基于以上分析,本项目拟采用方案二。

图5 方案二
参考文献
[1] 浅仓诚治,高魁源.主电动机非分解检修生产线[J].国外铁道车辆,1999,(4):40-43.
[2] 左藤光正,姚英.日本大宫工厂新的牵引电机检修生产线[J].国外内燃机车,2000,(1):37-42.
[3] 上海检修基地牵引电机检修流水线的建立与运用[J].检修运用,2013,(4):51-52.
[4] 王滔,郭磊.高速牵引电机的检修[J].电机技术,2014,(1):53-56.
[5] 动车电机检修工艺布局优化及信息化管理研究[J].时代农机,2015,(2)39-40.
Analysis and Research on the Overall Process Layout of Motor Repair and Manufacturing Base
Guangjie Song
(China Railway Engineering Design Institute Co.,LTD., Beijing, 100070, China)
Abstract:There are many different kinds of motor and transformer, the technical features are obvious,some of which have huge size and great performance, therefore the motor construction and overhaul base need to be very professional.The overall process layout of motor repair and manufacturing base has a great influence on business productivity, economic efficiency, long-term development,and constantly optimizing.According to the process route and characteristics, this paper studied the overall motor repair and manufacturing base layout, integrated motor manufacturing and repaired process characteristics, have made two kinds of designs and performed a comparative analysis.Finally we have given a reasonable layout scheme for the enterprise.The discussion of overall structure layout and process flow has reference effect to the industry.
Key words:Traction Mtor; Process Route; Process Layout
中图分类号:TU72
文献标识码:A
文章编号:2095-8412 (2016) 02-130-06
DOI:工业技术创新 URL: http//www.china-iti.com 10.14103/j.issn.2095-8412.2016.02.007
作者简介:

宋光杰(1986-),助理工程师,毕业于武汉大学,硕士,现工作单位为中铁工程设计院有限公司。研究方向:轨道交通车辆生产和检修工艺及设备。
E-mail: sppd.shenfei@163.com
