水轮发电机刷架装置过热缺陷分析及优化改造
2016-07-20 08:03:08李香华耿乾坤单文建中国长江电力股份有限公司湖北宜昌443002
水电站机电技术 2016年6期
关键词:镀银
李香华,耿乾坤,单文建(中国长江电力股份有限公司,湖北 宜昌 443002)
水轮发电机刷架装置过热缺陷分析及优化改造
李香华,耿乾坤,单文建
(中国长江电力股份有限公司,湖北 宜昌 443002)
摘要:针对某水电站水轮发电机刷架装置过热缺陷,从设备结构和故障现象分析其原因,研究提出了通流钢导体接触面镀银技术,并在电站全部机组刷架装置进行了刷架镀银等全面优化改造,通过改造前后刷架主要性能对比分析,对改造实施效果进行了验证,对高温导电接触面性能改善有较高的借鉴意义。
关键词:刷架;过热;镀银
0前言
水轮发电机滑环装置由集电环、电刷、刷握、刷架等构成,其作用是通过静止的电刷和旋转的集电环环面的接触,将励磁电流送入转子绕组。滑环装置性能的好坏直接影响到发电机励磁电流是否能顺利送入转子绕组,从而影响发电机的稳定运行。国内某水电站装有我国20世纪80年代初期自行设计、自行生产的轴流转桨式水轮发电机组,为典型立轴半伞式结构,其滑环装置布置在导轴承上面,上方装有受油器。近年来,多台机组刷架接触面出现过热缺陷,严重影响发电机安全稳定运行。
1集电环刷架过热缺陷原因分析
1.1发电机刷架结构及过热理论分析
电站机组刷架采用分瓣结构,上下环各分为3瓣,每瓣之间用带绝缘的螺栓进行紧固,刷架连接结构示意图如图1所示。

图1发电机刷架连接结构示意图
根据电流流过导体时发热量计算 可以看出,在单位时间内导体发热量与其通过的电流及导体的电阻有关,而对于发电机励磁系统而言,发电机运行状态保持稳定的情况下,励磁电流变化不大,因此,刷架过热的主要原因在于刷架电阻偏大,缺陷发生在刷架连接处,其主要原因在于刷架连接处接触电阻过大。当刷架接触面接触电阻由于某种因素如接触表面状况不良、氧化程度严重、接触压力较小、有效接触面积减小而增大时,其发热量(温度)将相应增大,电阻由于热效应也会相应增大,电阻增大又使温度增加,如此恶性循环,将使接触面的温升过高,出现过热缺陷。
1.2刷架连接处接触电阻过大原因分析
电气设备接头的接触电阻除与环境温度和通过的电流有关外,还与接触面的接触材料、接触表面状况(粗糙程度)、接触面积的大小、接触表面氧化程度以及接触压力等因素有关。由刷架连接结构可以初步分析,刷架接头处的接触电阻大与刷架搭接面光洁度不够、刷架搭接处螺栓松动、绝缘件强度不够等原因有关。
1.2.1刷架搭接面光洁度不够
刷架通常用Q235钢板制作,在长期通电情况下,在刷架搭接处可能会存在局部氧化现象,从而导致搭接面的接触电阻增大。同时环境中的碳粉油腻、尘埃、潮气等也可能会使刷架接触面产生较大的膜
1.2.2刷架搭接处固定方式的设计缺陷
由图1可以看出,两片分瓣刷架连接处紧固件的主要受力点为下端的紧固螺帽和螺栓上端的绝缘柱止口,而整段螺栓绝缘柱作用在刷架及绝缘平垫上的面积较小,且止口内外径材料均为环氧绝缘材料,环氧绝缘材料的强度及耐磨程度远小于刷架的金属材料,因此,在机组长期运行的情况下,由于机组的振动摆动等原因,导致螺栓绝缘柱止口逐渐磨损,可引起分瓣刷架之间紧固力减弱,搭接面不能完全接触,从而导致接触电阻增大,进而引起搭接面过热现象。机组投入运行多年后,绝缘止口磨损在所难免,这也是多台机组刷架出现过热缺陷的一个重要原因。
1.2.3绝缘件强度不够引起的刷架搭接不紧固
由刷架连接结构可以看出,刷架上下端采用的绝缘垫圈均为环氧绝缘材料,且下端绝缘垫圈紧贴紧固螺帽,承受刷架连接处的主要紧固力,考虑到原环氧绝缘材料为B级绝缘,硬度不是很大,在长期运行振动过程中,承受紧固力的绝缘垫圈出现磨损凹陷变形现象,同样可以导致两片分瓣刷架搭接面不能完全接触,从而致使接触电阻增大,进而引起搭接面出现过热现象。
1.2.4刷架接头处搭接面碳粉堆积及油雾现象
机组滑环室上端装有机组受油器,机组运行过程中,刷架上由于碳刷磨损会造成碳粉堆积,同时,受油器在运行过程中可能存在油雾情况,碳粉与油雾粘合形成碳粉油腻,影响刷架散热,同时刷架接触面有松动情况时,碳粉油腻将会进入松动的接触面内,影响导电性能,促使刷架过热氧化。
2优化改造方案的确定及实施
2.1通流钢导体接触面镀银技术研究及方案确定
刷架对导电性能要求高,且运行温度较高,运行环境恶劣,要彻底解决刷架接触面氧化过热缺陷,提高导电性和耐温程度,可以对接触面进行镀银处理。
由于铁与银的电位相差悬殊(银的标准电极电位为+0.799 1 V,铁为-0.440 V),银对铁而言属阴极性镀层,在银层不可避免有孔隙或损伤的情况下,往往达不到对钢铁件的防护作用,故钢铁件不适宜直接镀银,应根据产品要求选择合适的预镀层。由于刷架对导电性能要求较高,因此选择了结晶细致的镀铜作为预镀层,但由于铁与铜的标准电位相差也较大(铜的标准电极电位为0.337 V),钢铁件镀铜时易生成疏松甚至是粉末状铜层,造成镀层与基体结合不良,而由于铁与镍的标准电位相近,只要钢铁基体与浸镍液接触,就发生置换反应,生成致密的镍层,故钢铁件可先预镀镍再镀铜,从而有效解决钢件镀铜结合力问题;同时由于刷架长期在高温环境下运行,为防止银层扩散形成脆性较大的银-铜合金,增强结合力,电镀过程采取了镀镍后镀铜再预镀银最后镀银的方法,在通电环境下既保证了导电性能又保证良好防护性能。
在研究通流钢导体接触面镀银技术可行的基础上,确定对电站机组刷架装置搭接面全部进行镀银改造,并同时采取了接触面加固改造等优化改造措施。具体处理措施为:刷架接触面打磨、抛光并做镀银处理;刷架绝缘件更换升级为H级绝缘;针对机组刷架搭接具体结构不同,采取增加刷架穿心螺杆外包绝缘直径并专门设计制作专用金属垫片,或采取在上下搭接面配孔加装螺杆固定等方式,加强刷架接触面紧固程度,解决绝缘件及止口磨损严重的问题。
2.2项目改造实施及工艺控制
2.2.1刷架打磨抛光及镀银过程控制
为保证钢件镀银工艺,首先应降低表面粗糙度,保证工件表面无砂眼、裂缝、毛刺、飞边等质量问题的存在,镀银前对镀银面进行了打磨抛光处理,整个打磨抛光过程均在磨床上进行精磨,刷架打磨抛光合格后方可进行后续镀银处理;镀银前还对刷架接触面进行除油等预处理,以确保镀层均匀,结合牢固,无缺陷。
钢铁件电镀银的工艺与铜件电镀工艺大致相同,仅是镀层的厚度要求有所不同,主要是镀铜的厚度和镀银的厚度都要增加,减少镀层的孔隙率,以防止产生点蚀现象。按照理论分析,镀镍15 min,镀层厚度约3~5 μm;镀铜20 min,镀层厚度约5~8μm;镀银90~100 min,镀层厚度约15~20 μm,镀银结束后使用磁性测厚仪对整个镀层厚度进行检测,镀层总厚度控制在20~25 μm。
2.2.2刷架回装过程控制
刷架加工确保镀银面均匀、平整、结合牢固、镀层无缺陷,刷架回装时对搭接面是否平整以及闭合是否严密进行仔细检查,接触合缝用0.05 mm的塞尺检查,深度不应大于5 mm。
3改造前后刷架主要性能对比
3.1改造前后刷架接触面粗糙度对比
改造前对存在过热缺陷的机组刷架打开进行检查,均发现搭接面存在粗糙、氧化现象,粗糙度严重超标。对刷架接触面进行打磨、抛光处理合格后,对接触面进行镀银处理,镀银后接触面均匀平整。
为精确对比刷架改造前后接触面粗糙度,机组刷架改造前后使用粗糙度仪对接触面表面粗糙度进行测试,由测试数据对比可以看出,改造前粗糙度最大可达到10.5 μm,改造后粗糙度最大数据仅为0.989 μm,每一个接触面改造前后粗糙度均有所改善。图2为电站部分机组刷架改造前后粗糙度对比图。

图2部分机组刷架改造前后粗糙度对比(单位μm)
3.2改造前后刷架接触面接触电阻测试对比
项目实施前后,对部分机组刷架接触面接触电阻也进行了测试,其改造前后接触面接触电阻测试数据见表1。
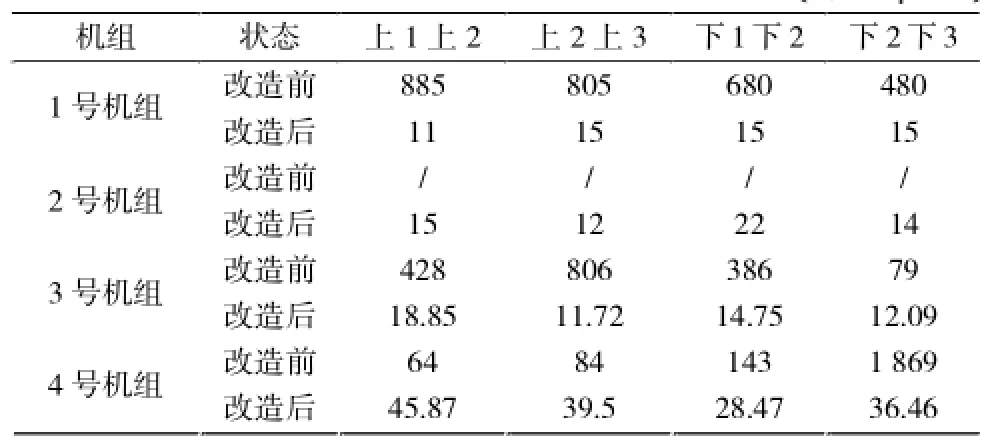
表1 部分机组刷架改造前后接触面接触电阻对比 (单位μΩ)
由表1中接触电阻测量数据对比可以看出,改造前接触电阻最大可达到1 869μΩ,改造后接触电阻最大数据仅为45.87μΩ,由数据对比可以看出,改造前后刷架接触电阻所有改善。
3.3改造前后刷架接触面温度分析
3.3.1曾出现过热缺陷机组改造前后刷架运行情况分析
以曾出现严重过热的A机组为例,对改造前后测温数据进行对比分析,两次测温数据对比见表2。
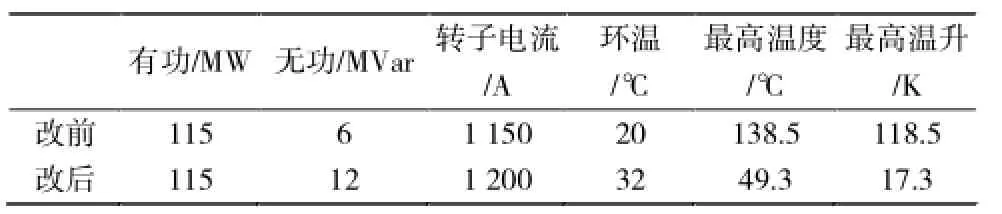
表2A机组改造前后刷架接触面测温数据对比
对表2数据对比可以看出,A机组改造前出现严重过热,改造后过热现象消失,尽管负荷及励磁电流变大,接触面温度及温升明显下降,且运行状况良好。
3.3.2未出现过热缺陷机组改造前后刷架运行情况分析
以未出现刷架过热现象的B机组为例,对改造前后测温数据进行对比分析,两次测温数据对比见表3。

表3B机组改造前后刷架接触面测温数据对比
表3数据可以看出,未出现刷架过热现象的B机组,改造后尽管负荷及励磁电流变大,但仍可以明显看出改造后刷架接触面最高温度及温升均下降,刷架温度趋于均匀。可见,通过改造,刷架运行状况得到改善。
4结语
水轮发电机组滑环装置刷架材质通常采用钢材,且多为分瓣结构,在长时间运行后,总会出现氧化过热现象,同时,长期振动也会致使接触面松动而过热,影响刷架装置安全运行,也影响到电刷电流的均匀分布,从而影响机组安全稳定运行。通过打磨、镀银及加固等措施,可较好改善刷架接触面粗糙度、紧固程度及导电性能,效果较好。特别在钢材上采取先镀镍后镀铜再镀银的方式,既能确保接触面导电性能,又能保证镀层的结合力,运行多年后检查接触面无镀层脱落、起皮现象,在高温导电接触面性能改善方面有较高的借鉴意义。
中图分类号:TM312
文献标识码:B
文章编号:1672-5387(2016)06-0052-03
DOI:10.13599/j.cnki.11-5130.2016.06.018
收稿日期:2016-03-03
作者简介:李香华(1981-),男,高级工程师,从事水轮发电机电气一次部分检修技术管理工作。电阻和化学腐蚀,增大接触电阻,化学腐蚀还会进一步加重其氧化程度,造成该处的接触电阻进一步增大。打开刷架过热点,发现搭接面均存在粗糙、氧化现象,光洁度严重不够,分析此为刷架过热缺陷频出的一个主要原因。
猜你喜欢
电镀与精饰(2022年8期)2022-08-18 06:05:38
电镀与精饰(2021年4期)2021-05-17 01:57:22
装备制造技术(2018年11期)2018-02-18 10:31:44
电镀与环保(2017年3期)2017-06-23 08:24:52
电镀与环保(2017年1期)2017-02-27 08:02:24
电镀与环保(2016年4期)2017-01-20 08:15:37
电镀与环保(2016年3期)2017-01-20 08:15:29
中国塑料(2015年11期)2015-10-14 01:14:15
中国塑料(2014年2期)2014-10-17 02:50:54
河南科技(2014年5期)2014-02-27 14:08:24