
PLC在工厂生产控制系统技改中的应用
2016-07-15 23:00白文忠
科技传播 2016年10期
白文忠
摘 要 随着现代化工业和科学技术的迅猛发展,冶金、石化、电力等行业的生产过程向着大型化、系统化、自动化方向发展,可编程控制器(PLC)在很多领域得到了广泛应用。本文以PLC在某炼钢厂板坯连铸机钢包滑动水口液压电控系统的改造为例,论述了PLC在液压电控系统中的应用。
关键词 钢水包;滑动水口;PLC应用
中图分类号 TP3 文献标识码 A 文章编号 1674-6708(2016)163-0145-02
某炼钢厂板坯连铸机担负着向热轧厂提供合格板坯的任务,钢水包是连铸机生产工序的第一个环节。钢包滑动水口控制着钢水包内钢水向中间包注入的流量。铸机浇铸不同钢种、不同断面的坯时,要求有不同的流量。连铸机是否能多炉连浇,提高生产量,增加效益,钢包滑动水口开口度的控制好坏是首要条件,只有滑动水口稳定、可靠的动作,才能确保连铸机生产的连续性。
1 滑动水口液压站原电气控制简介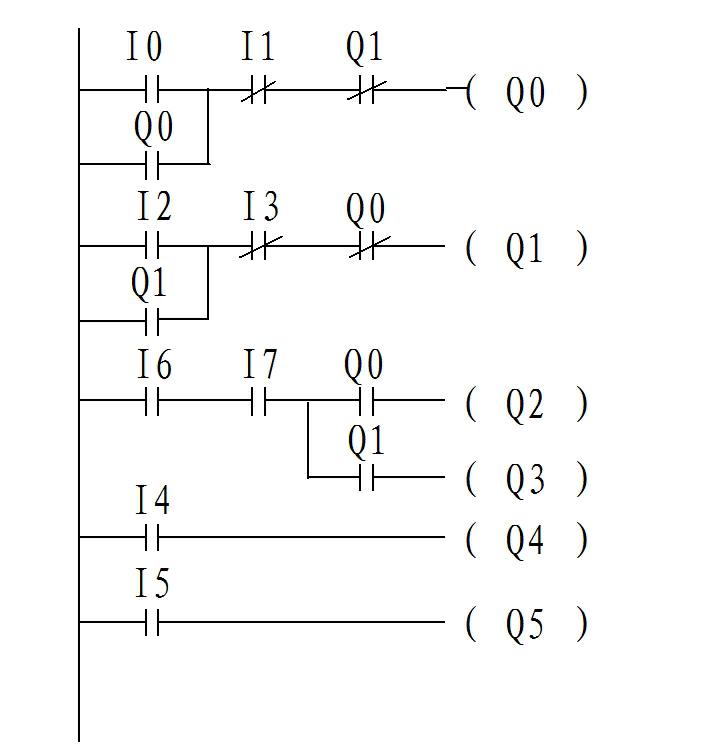
1.1 工作特点
工作环境温度高,多灰尘,有的还含有金属粉尘,极易造成短路故障。
1.2 原控制电路存在的主要问题
炼钢厂连铸机原钢包滑动水口液压站采用的是传统的电气控制电路,中间继电器触点的开闭控制卸荷阀线圈得失电动作。由于要考虑各机构间复杂的工况联锁和保护报警,大量采用了时间继电器和中间继电器,使控制柜内的布线十分复杂,给调试和维护都带来不便。
2 PLC在液压电控系统中的运用
2.1 系统改造思路
要解决原电控系统存在的问题,就需要采用一种先进、稳定、高可靠性的控制方式来控制。经综合分析,选用国产SM-16型可编程控制器,这样可以利用PLC的高可靠性、稳定性及其内部存储执行操作的指令,通过数字式的输入输出,安全可靠的控制滑动水口。
2.2 PLC控制与传统电器控制的对比
从某种意义上看,PLC控制是从继电器、接触器控制发展而来的,两者既有相似性又有很多不同之处。PLC具有以下优点:
1)PLC内部大部分采用“软”逻辑;
2)PLC控制系统结构紧凑,体积小,故障率低;3)PLC内部全为“软接点”,动作快;
4)PLC控制功能改变极其方便,一般只需修改程序即可,极其方便;
5)PLC控制系统安装周期短。
2.3 控制原理
2.3.1 梯形图
如图1所示。
2.3.2 控制原理
压力信号1、2由压力继电器提供,PS1压力为15MPa时闭合(I6闭合);PS2压力为18MPa时断开(I7断开);1#、2#油泵压力继电器为并联连接。
1)液压系统启动。合上电源开关Q1、Q2、Q3,电源指示灯H0亮,按下1#电机启动按钮SB0(I0闭合),Q0接通,Q0常开触点闭合自锁,接触器KM1线圈通电吸合,主触点闭合,1#油泵电机运行,同时KM1常开触点闭合SB0H讯号灯亮,液压系统开始工作。压力从0逐渐上升至15MPa时,1#压力继电器触点PS1闭合(I6闭合),Q2接通,电磁阀1DT线圈得电动作,系统继续加压处于通油位置,当压力上升至18MPa时,1#压力继电器触点PS2断开(I7断开),Q2断开,电磁阀1DT线圈失电,进行卸荷,液压油流回油箱,液压系统进行保压;当压力降到15MPa时,1#压力继电器触点PS1闭合(I6闭合),Q2接通,电磁阀1DT线圈通电动作,停止卸荷进行加压。1DT如此循环动作,以保证滑动水口油缸工作压力保持在15MPa~18MPa之间。
2)1号油缸操作。按下1#滑动水口油缸前进按钮SB4,电磁阀3DT线圈通电动作,同时SB4H讯号灯亮,油缸前进带动钢水包滑动水口打开,钢水流出注入中间包;按下1#滑动水口油缸后退按钮SB5,电磁阀4DT线圈通电动作,同时SB5H灯亮,油缸后退带动钢水包滑动水口关闭。
3)2号油缸操作。当1#钢包内钢水浇完后,滑动水口关闭,钢包转台旋转180°,2#钢水包进入浇铸位置;按下2#滑动水口油缸前进按钮SB6,电磁阀5DT线圈通电动作,同时SB6H讯号灯亮,油缸前进带动滑动水口打开,钢水流出;按下2#滑动水口后退按钮SB7,电磁阀6DT通电动作,同时,SB7H灯亮,油缸后退带动钢包滑动水口关闭。滑动水口的开口度大小与钢水流量成正比,浇钢工根据工艺要求进行操作,控制钢水的流量。
4)监控与报警。液压系统在工作过程中,因为接头多难免出现漏油现象,当电子液位计YS1闭合时(I4闭合),Q4接通,H6液位过低红灯亮,进行人工补油;当电子液位计YS2闭合时(I5闭合),Q5接通,H5液位过高红灯亮,停止补油;高压过滤器与回油过滤器采用压差发讯装置,当PD1闭合H3红灯亮,PD2闭合H4红灯亮,说明滤芯有堵塞要进行清洗或更换;温度计TS1触点闭合,H1红灯亮,触点TS2闭合,H2红灯亮。
当浇铸结束时,按下1#电机停止按钮SB1(I1断开),Q0断开,接触器KM1线圈失电主触点断开,1#油泵电机停止运行。
由于连铸机生产方式为多炉连浇,生产周期长,有时可连续浇铸4天左右,这样就要求电机长时间运行,为避免电机长时间运行温度过高损坏,设计为一用一备。
由于2#油泵电机的控制原理与1#油泵电机相同,在这里就不再加以叙述。
3 PLC使用过程中应注意的问题
1)由于炼钢厂滑动水口液压系统工作环境恶劣,温度高,灰尘较大,灰尘中还含有导电的金属粉尘,所以要对PLC及继电器、监控元件定期进行清灰,防止其受灰尘影响。
2)不要频繁的通断电源,避免合闸瞬间大电流对系统造成冲击。
3)对调试好的PLC程序进行备份,在模块损坏或程序被人为修改错误后可以快速恢复。
4 运用效果
该系统自改造至今,在炼钢厂连铸机生产过程中,还没有因为电气故障引起滑动水口误动作,造成生产中断的事故发生。铸机曾经一次连浇286炉钢水,时间长达95h,年生产合格板坯80万t。
5 结论
由于PLC在设计制造时充分考虑到工业控制现场环境问题,并采取了多层次、多种有效措施来提高工作可靠性,因此,采用PLC控制,特别是对工作环境条件较恶劣的工矿企业应该是一项明智之举。
参考文献
[1]彭建国.PLC控制系统在工厂应用中的优化和维护[J].科技资讯,2011(7):102-103.
[2]孙达宏.工厂应用PLC控制系统的优化与维护[J].中国高新技术企业,2014(8):1-3.
[3]褚旭.PLC控制系统在工厂应用中的优化和维护研究[J].科技创新与应用,2014(7):45-49.
[4]霍莹.基于PLC的工厂自动化生产物流控制系统研究[D].长安大学,2010(12):12-16.
[5]段波,李波,江云,等.基于PLC的工厂生产流水线控制系统的开发[J].科学技术与工程,2010(2):66-69.
