
冷轧酸洗板板面质量改进措施
2016-07-14 07:21:15黄延飞张志刚王超群张玉国
山东冶金 2016年2期
关键词:表面质量
黄延飞,张志刚,王超群,陈 峰,张玉国
(山东泰山钢铁集团有限公司,山东 莱芜271100)
经验交流
冷轧酸洗板板面质量改进措施
黄延飞,张志刚,王超群,陈峰,张玉国
(山东泰山钢铁集团有限公司,山东莱芜271100)
摘要:通过对热轧钢带表面氧化铁皮的成分分析和酸洗机理的研究,确定了影响酸洗效果的主要成因,即酸洗盐酸的浓度、机组速度和氧化铁皮的厚度,并对钢卷的开卷穿带速度及甩尾速度进行了攻关试验,确定了穿带速度和甩尾速度。针对不同钢板,采取不同酸洗方法,有效提高了酸洗钢带表面质量,大幅度减少了酸洗发黑钢卷,按每月减少300~400 t进行计算,可减少9万~12万元的经济损失。
关键词:酸洗板;表面质量;发黑;盐酸浓度;运行速度
1 前 言
利用盐酸对热轧钢带进行酸洗的主要目的是去掉带钢表面的氧化铁皮,但在实际生产中大量酸洗钢卷板面经常出现酸洗板面发黑等缺陷,酸洗板面发黑说明钢带表面的氧化铁皮较厚,在下道工序轧机轧制时,会将氧化铁皮压入带钢的基体,造成氧化铁皮压入。因此,在酸洗过程中如何解决酸洗发黑问题是保证酸洗板面质量的前提和基础。
2 1700酸洗板板面缺陷成因分析
1)热轧原料带钢表面附着一层氧化铁皮,其主要成分为FeO、Fe3O4、Fe2O3,在氧化铁皮中其富氏体只是在靠近带钢表面上存在,而氧化铁皮外层的Fe3O4和Fe2O3在盐酸溶液中是比较难溶解的,但由于氧化铁皮层存在着裂缝和气孔,酸溶液便通过这些裂缝和气孔到达金属表面和富氏体层,金属体和富氏体的溶解减少了铁皮与金属之间的附着力,并在溶液与金属反应过程中产生的氢气的作用下,氧化铁皮便从基本体上脱落,与此同时,难溶解的Fe3O4及Fe2O3也被还原成容易溶解的FeO,从而使氧化铁皮从带钢表面上剥离下来。
盐酸在氧化铁皮剔除中起到关键作用,而盐酸的浓度是决定酸洗板过酸洗或欠酸洗的决定因素。在酸洗过程中如果酸过量即浓度过高就会造成氧化铁皮洗尽的情况下,盐酸和带钢基体进一步反应,造成钢带基体侵蚀,从而形成麻点和麻面。相反,如果在酸洗过程中盐酸浓度过低,就会造成氧化铁皮及富氏体剥离未尽,形成局部“花脸”、钢带发乌。
2)酸洗时带钢运行速度的快慢也对酸洗板的板面质量有很大影响,当盐酸的浓度一定时,带钢运行速度过快,带钢表面FeO、Fe2O3、Fe3O4和盐酸来不及充分反应,带钢就已经脱离了酸洗槽,造成钢带欠酸洗;反之,速度过慢,钢带在酸液中浸泡的时间过长就会伤及钢带的基本体,等FeO、Fe2O3、Fe3O4及富氏体全部消溶后,盐酸会进一步和钢带基本体反应,形成过酸洗,造成酸洗板麻点或麻面。
3)钢带表面氧化铁皮及富氏体的厚薄和带头带尾横折印的严重程度,也是影响酸洗板板面质量的重要因素。当钢带表面氧化铁皮较厚时,盐酸浓度要相应提高,反之则可降低。
3 试验对比
为解决热轧钢卷酸洗后板面质量问题,按泰钢热轧来料统一批次的30个钢卷为试验料,其规格为3.5 m×1 260 mm、钢种SPHC,每5件分成一组进行试验攻关。
试验1:选用3组钢卷,在带钢运行速度设为恒值120 m/min时,每组钢卷配制不同的盐酸浓度进行酸洗,酸洗浓度酸洗效果对比见表1。
从试验可以看出,当盐酸浓度为180~220 g/L时,带钢酸洗效果最佳,这个浓度大于外购原料所需的酸洗浓度。
试验2:利用剩余的3组热轧钢卷,把试验1中酸洗效果最佳的酸洗浓度180~220 g/L设为恒值,每组钢卷按不同的运行速度进行酸洗,酸洗效果对比见表2。由表2可以看出,其运行速度在100 m/ min时酸洗效果最佳。
泰钢酸洗热轧钢带时,在盐酸浓度为180~220 g/L、带钢运行速度为100 m/min时酸洗效果最佳。否则会造成酸洗板欠酸洗或过酸洗等板面质量问题,但是这种浓度和速度对于带钢头尾部氧化铁皮较厚、横折印严重的钢卷效果仍不理想。
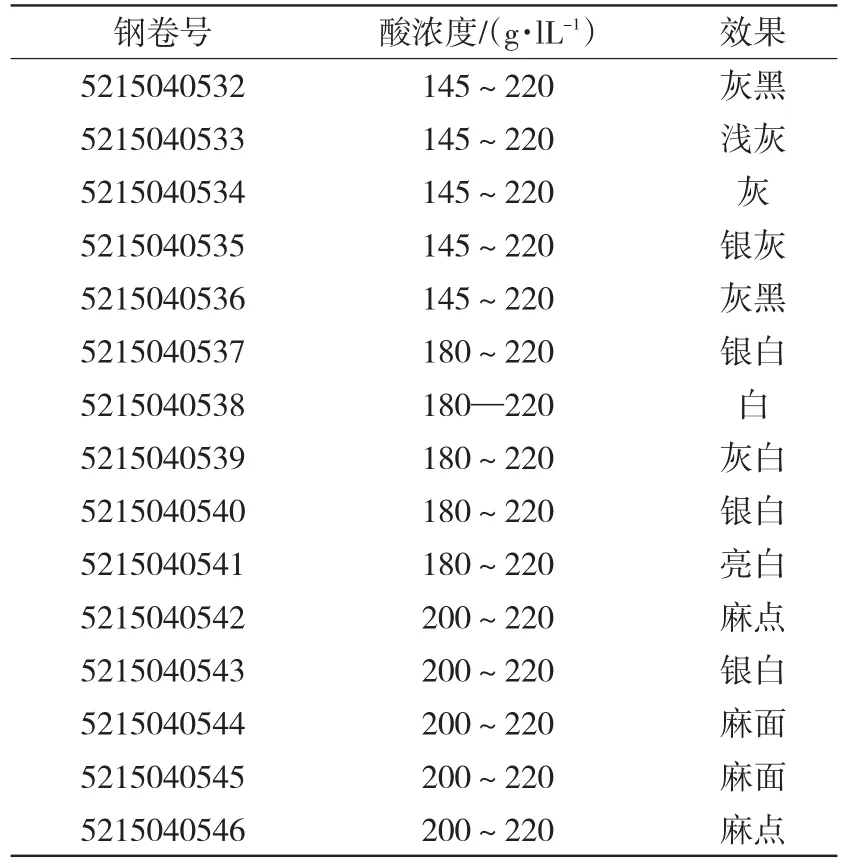
表1 3.5 m×1 260 mm SPHC钢酸洗效果对比

表2 剩余的3组热轧钢卷酸洗效果对比
为了解决这个问题,有意识地对钢卷的开卷穿带速度及甩尾速度进行了攻关试验,发现当控制穿带速度30~50 m/min,50 m后速度变为正常;尾部50 m时开始降速为50~70 m进行甩尾,这样头尾酸洗效果良好。
4 结 语
对于酸洗过程出现的各种板面质量问题,特别是欠酸洗和过酸洗两种缺陷,可以在实际生产中通过及时调整盐酸的浓度和带钢的运行速度加以解决;同时,对于不同料源的钢卷有针对性地调整酸洗工艺,就能确保酸洗板板面质量。通过采取上述酸洗方法,有效提高了酸洗钢带表面质量,大幅度减少了酸洗发黑钢卷,按每月减少300~400 t进行计算,可减少9万~12万元的经济损失,同时,大大提高了冷轧产品的实物质量。
中图分类号:TG335
文献标识码:B
文章编号:1004-4620(2016)02-0077-02
收稿日期:2015-10-26
作者简介:黄延飞,男,1973年生,2007年毕业于山东科技大学自动化专业。现为山东泰山钢铁集团有限公司品质保障部部长,工程师,从事钢铁企业质量管理和质量检验工作。
猜你喜欢
建材发展导向(2021年6期)2021-06-09 05:56:42
山东冶金(2019年6期)2020-01-06 07:45:58
陶瓷学报(2019年6期)2019-10-27 01:18:10
制造技术与机床(2019年7期)2019-07-22 03:42:54
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
制造技术与机床(2018年10期)2018-10-13 06:36:58
电镀与环保(2018年4期)2018-08-20 03:08:02
制造技术与机床(2017年6期)2018-01-19 02:41:00
制造技术与机床(2017年4期)2017-06-22 11:17:36
