Super304H/T92异种钢摩擦焊焊接接头的显微组织和力学性能
2016-07-13 10:23贠柯李鹏涛王若虹西安特种设备检验检测院西安710065
中国特种设备安全 2016年5期
贠柯 鲁 元 杨 旭 李鹏涛 丁 勇 王若虹(西安特种设备检验检测院 西安 710065)
Super304H/T92异种钢摩擦焊焊接接头的显微组织和力学性能
贠柯鲁元杨旭李鹏涛丁勇王若虹
(西安特种设备检验检测院 西安 710065)
摘 要:本文利用连续驱动摩擦焊技术焊接Super304H/T92异种钢钢管,Super304H/T92焊接接头有良好的显微组织和力学性能。考察了摩擦时间对焊接接头的微观组织和力学性能的影响,研究表明:随着摩擦时间的延长,焊合区晶粒尺寸没有明显变化,热影响区Cr23C6等碳化物析出相的数量逐渐增加,焊接接头的显微硬度逐渐增大,冲击韧性逐渐降低,拉伸断裂位置和拉伸强度不受影响。
关键词:Super304H T92 摩擦焊 显微组织 力学性能
随着全球环境和温室效应问题被提上议题,我国也提出了经济发展和环境保护相协调的可持续发展战略。为了满足节能减排和保护环境的需要,发展高效能的超临界、超超临界蒸汽参数的蒸汽循环发电机组是重要的解决途径。通过提高蒸汽参数,可以有效改善和提高发电机组的发电效率,为了保障蒸汽参数提高的工况下机组的长周期安全可靠运行,必须研究高温耐热钢材焊接技术[1,2]。T92钢是细晶强韧化马氏体耐热钢,比T91等传统马氏体耐热钢具有更高的蠕变断裂强度。Super304H钢是细晶奥氏体不锈钢,由于添加Cu、Nb、N合金元素,具有比传统HR3C奥氏体不锈钢具有更高的蠕变断裂强度和抗高温蒸汽氧化性能。在USC锅炉过热器各区域蒸汽温度不同,对所用管材的抗腐蚀性、抗氧化性和高温蠕变性能的要求也不同,因此,在机组过热器管部件中会出现大量的T92和Super304H异种钢焊接接头[3-5]。T92和Super304H异种钢焊接接头性能的优劣将关系到机组的安全可靠运行,所以,T92和Super304H异种钢焊接技术的研究具有重要的价值。
实际工程应用中,T92和Super304H异种钢焊接通常采用手工氢弧焊(GTAW)打底,手工电弧焊(SMAW)对T92马氏体钢和Super304H奥氏体钢进行异种钢焊接。现有的焊接工艺具有焊接工艺成熟,适合现场安装组焊,焊接条件要求低,焊接接头性能优良等优点。但是,焊接时还存在以下问题:1)焊接时邻近焊缝部位的母材受热形成晶粒粗大的热影响区,使得热影响区材料的韧性降低,从而影响其高温性能;2) 焊接时靠近熔合线的焊缝金属会出现过渡层(熔合区),且成分沿着厚度方向是变化的。3)焊接时焊缝熔合线部位出现碳迁移,焊缝两端分别会形成增碳层和脱碳层,降低焊接接头的性能。连续驱动摩擦焊是在压力下,利用被焊工件接触面相互摩擦产生的摩擦热,使被焊接面金属达到热塑化状态,通过金属间的扩散和再结晶实现连接的焊接方法。连续驱动摩擦焊技术是目前世界各国推广应用的先进固态连接技术,通过扭矩和热、压力的综合冶金作用,焊接接头焊合区组织致密、晶粒细化、夹杂物弥散分布,因此焊接接头的微观组织和力学性能优良[6,7]。
摩擦时间是非常重要的摩擦焊焊接工艺参数,摩擦时间决定了焊接接头的摩擦加热过程,直接影响焊接接头的加热温度和温度分布,对于焊接接头的焊接质量有重要的影响。本文作者利用连续驱动摩擦焊技术焊接Super304H奥氏体耐热钢和T92马氏体耐热钢钢管,考察摩擦时间对于钢管焊接接头的微观组织和力学性能的影响,为Super304H/T92异种钢摩擦焊焊接技术的进一步研究和应用提供了参考。
1 实验
试验用Super304H钢管是由日本某公司生产,供货状态为固溶处理,T92钢管是由德国某公司生产,供货状态为正火+回火,规格均为φ44.5mm×9mm。钢管表面质量良好,其外观形貌如图1所示。
采用SPECTROLAB定量光谱仪实测化学成分见表1。Super304H钢在TP304H的基础上添加Cu、Nb、N合金元素,有利于提高高温蠕变断裂强度和耐腐蚀性能。T92钢是在T91钢的基础上利用W部分取代Mo得到的新型Cr-Mo低合金耐热钢,具有更高的许用应力、高温强度和蠕变强度。Super304H和T92钢的力学性能指标见表2。Super304H钢和T92钢母材的金相组织如图2所示,Super304H钢的基体为奥氏体组织,晶粒细小,金相组织有部分孪晶,晶内和晶界上分布有少量碳化物析出相。T92钢的金相组织为回火马氏体,马氏体板条形状清晰可见,部分马氏体板条界已转变为亚晶界,少量碳化物在原奥氏体晶界和马氏体板条界形成。
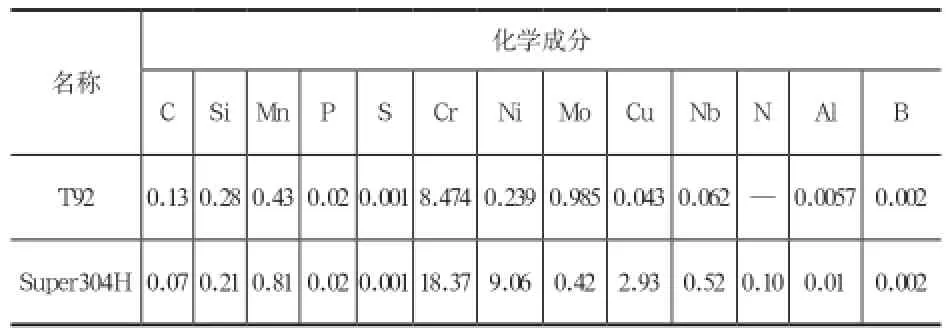
表1 Super304H钢及T92钢化学成分 (Wt%)

表2 Super304H钢及T92钢的室温力学性能

图2 Super304H钢和T92钢金相组织
使用连续驱动摩擦焊机C320进行焊接,焊接工艺参数为:一级加压阶段,转速为1500r/min,摩擦压力为50MPa,摩擦时间为2s;二级加压阶段,转速为1500r/min,摩擦压力为150MPa,摩擦时间为工艺1(6s)、工艺2(10s)和工艺3(14s);顶锻阶段,顶锻压力为200MPa, 顶锻时间为5s。为了消除焊接接头的焊接残余应力进行焊后热处理,加热温度960℃,保温时间2h。焊接接头经外观检查和X射线无损检验,没有发现裂纹存在。利用RGM-4300电子万能材料试验机进行拉伸强度和弯曲实验,拉伸和弯曲试样加工尺寸参考承压设备产品焊接试件的力学性能检验NB/T 47016—2011[8],制备拉伸试样6个,取平均值,制备面弯和背弯试样各2个。利用GL-JBDW-300C冲击试验机进行冲击韧性实验,冲击试样加工尺寸参考金属材料夏比摆锤冲击试验方法GB/T 229—2007[9],焊接接头焊合区、热影响区和母材区各取3个标准试样为一组,取平均值。利用数显显微硬度计MHVD-1000APS测量试样的显微硬度(试验力范围200gf,实验载荷200g,加载时间15s),每个部位测量硬度6个点,取平均值。制备金相试样,试样抛光后,焊接接头Super304H侧用稀硝酸溶液进行腐蚀,焊接接头T92侧用硫酸铜溶液进行腐蚀,利用光学显微镜XJP6A观察金相组织,利用JSM-6390A型扫描电子显微镜观察试样的断口形貌。
2 结果与讨论
2.1 Super304H/T92焊接接头的显微组织
图3~图5是不同摩擦时间的Super304H/T92钢焊接接头试样的金相组织。焊接接头的金相组织由焊合区和热影响区组成。Super304H/T92钢摩擦焊焊接过程中,焊合区产生粘合、体积塑形粘滞和剪切撕裂行为,导致焊合区晶粒发生变形,动态再结晶驱动力和晶格畸变能增大。因为热塑性变形温度降低,再结晶晶粒单位体积自由能随之降低,产生大量均匀的再结晶形核,导致焊合区以动态再结晶的细晶组织为主。Super304H/T92钢焊接接头的焊合区包括焊接界面,焊接界面Super304H侧或T92侧30μm区域。焊合区中心为Super304H/T92焊接界面,界面清晰平直,局部因为焊接过程中粘合和剪切撕裂行为,Super304H侧的焊合区中偶尔出现T92的夹层组织,夹层组织与焊接界面平行。焊接界面Super304H侧30μm区域内,因为动态再结晶的细化晶粒作用,焊缝组织以细小的奥氏体等轴晶为主。焊接界面T92侧30μm区域内,焊缝组织因为摩擦产生的高温导致马氏体组织奥氏体化,再加上动态再结晶的细化晶粒作用,形成细小的奥氏体等轴晶,随着冷却过程,奥氏体等轴晶转化为回火马氏体,部分马氏体内部发生回火分解,板条状不明显[10]。因为,Super304H/T92钢摩擦焊焊接接头焊缝组织的Super304H/T92焊接界面结合良好,焊接界面两侧30μm区域内的奥氏体和回火马氏体晶粒细小,所以焊合区具有较高的强度。
Super304H/T92钢摩擦焊焊接工艺属于固相焊接,焊合区未发生焊材和局部母材金属熔化,焊接过程中热影响区的热输入远远小于氩弧焊热影响区的热输入。所以,Super304H侧和T92侧热影响区宽度远远小于氩弧焊热影响区宽度,没有氩弧焊T92侧热影响区通常存在的以块状δ铁素体相为主的过热区。此外,摩擦焊热影响区的晶粒长大趋势没有氩弧焊热影响区的晶粒长大趋势明显,晶粒尺寸相对较小。Super304H侧热影响区的粗大奥氏体晶粒随着与焊接界面距离逐渐增大,晶粒尺寸逐渐减小,直到与母材区晶粒尺寸一样[11]。T92侧热影响区的马氏体板条束和板条尺寸明显增大,随着与焊接界面的距离逐渐增大,马氏体板条束和板条尺寸逐渐减小,直到与母材区尺寸一样。Super304H侧和T92侧热影响区宽度较窄,没有过热区存在,所以热影响区组织具有较高的强度。

图3 工艺1的焊接接头金相组织

图4 工艺2的焊接接头金相组织
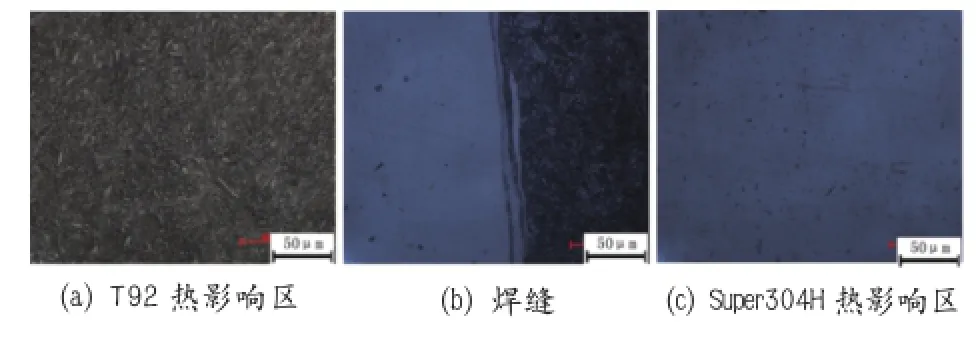
图5 工艺3的焊接接头金相组织
Super304H/T92摩擦焊表面温度与摩擦焊接热源温度相同,直接影响焊接接头的加热温度、温度分布、接头金属的变形与扩散,对于Super304H/T92焊接接头的微观组织有很大影响。在焊接焊件时,摩擦焊热源被认为是一个线性传播的连续均布的面状热源。如果不考虑向周围空间的散热,根据焊接热过程计算公式,金属摩擦焊表面的温度为[12]:

式中:
T(t)——摩擦焊接表面温度;
t——摩擦加热时间;
q——摩擦加热功率(焊接热源的功率);
λ——热导率;
C——热容量。
摩擦加热功率为[12]:

式中:
q—摩擦加热功率;
T—摩擦转矩;
n—转速。
摩擦转矩主要取决于摩擦压力和摩擦因数,摩擦因数主要由焊接材料,转速和摩擦压力,焊接表面状况等决定。因此,Super304H/T92摩擦焊焊接过程中,当焊接材料,转速和摩擦压力,焊接表面状况等一定,摩擦转矩和摩擦加热功率不变,随着摩擦加热时间增加,摩擦焊接表面温度增加。所以,焊缝区域焊接温度升高,焊接接头温度分布变宽。因为焊合区持续的动态再结晶过程,虽然摩擦时间延长导致焊合区焊接温度升高,但是焊接界面两侧30μm内的焊合区组织晶粒尺寸没有发生明显变化。随着摩擦时间延长,焊接过程中热影响区的热输入增加,导致热影响区的温度升高,Super304H侧热影响区的奥氏体晶粒尺寸和T92侧热影响区的马氏体板条束和板条尺寸略微增大,Super304H侧区域的Cr23C6、Nb(C,N)析出相和T92侧区域的Cr23C6、(Nb,V) C析出相数量增加[13]。
2.2 Super304H/T92焊接接头的力学性能
2.2.1弯曲和拉伸性能
Super304H/T92钢摩擦焊焊接接头的抗拉强度见表3,拉伸试样的断裂位置和断口形貌如图6所示,拉伸试样断裂位置为Super304H母材区,断口形貌呈典型的韧性断裂特征,断口呈现细密的韧窝结构,韧窝尺寸大小不一,韧窝内可观察到颗粒状的析出相。焊接接头的抗拉强度高于Super304H母材的抗拉强度,因此焊接接头的强度满足工程使用要求。制备的面弯和背弯试样,进行弯曲试验后,弯曲试样的表面良好,没有发现裂纹,因此符合使用要求。

表3 Super304H奥氏体耐热钢焊接接头的力学性能
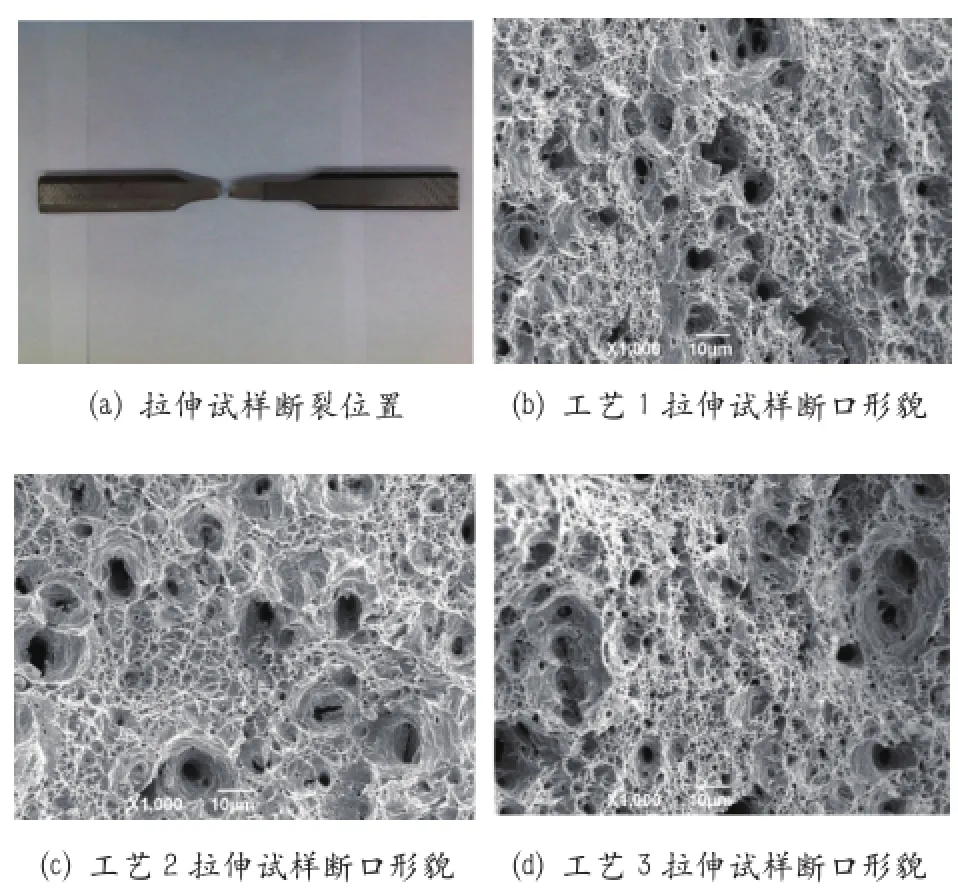
图6 Super304H/T92拉伸试样的断口位置和形貌
2.2.2 冲击性能
不同摩擦时间的Super304H/T92钢摩擦焊焊接接头各区域的冲击性能见表3,冲击试样的断口形貌见图7~图9。Super304H/T92钢焊接接头各区域冲击试样的断口都呈现延性纤维撕裂状,具有明显的撕裂形态。焊合区细小的奥氏体晶粒组织和回火马氏体组织有利于提高焊合区的冲击韧性,焊合区冲击试样的断口形貌是以小韧窝为主的形态,断裂方式以韧窝断裂为主,韧窝的底部有颗粒状的析出相,晶界上有明显的撕裂棱,热影响区断口形貌的韧窝尺寸较大,断口局部较平整。因为热影响区奥氏体晶粒和马氏体板条尺寸增大,热影响区的冲击韧性略低于焊合区的冲击韧性。随着摩擦时间延长,焊合区的奥氏体晶粒和回火马氏体晶粒尺寸没有明显变化,但是,焊合区位错密度和晶格畸变能增加,所以冲击韧性略微下降。因为热影响区的奥氏体晶粒尺寸和马氏体板条尺寸随着摩擦时间增加而增大,以及热影响区的Cr23C6等析出相数量逐渐增加,所以热影响区的冲击韧性下降比较明显。

图7 工艺1的冲击断口形貌

图8 工艺2的冲击断口形貌

图9 工艺3的冲击断口形貌
2.2.3 显微硬度
不同摩擦时间的Super304H/T92奥氏体耐热钢摩擦焊焊接接头各区域的显微硬度见表3,因为焊合区位错密度和晶格畸变能最大,T92热影响区的马氏体组织本身显微硬度较高,Cr23C6、(Nb,V) C析出相也提高了显微硬度,所以焊合区和T92热影响区的显微硬度较高。虽然Super304H热影响区的奥氏体晶粒尺寸较大,Cr23C6和Nb(C,N)析出相数量也较多,但是,Super304H热影响区的显微硬度与其它区域相比较低。随着摩擦时间延长,焊合区位错密度和晶格畸变能增加,焊合区的显微硬度逐渐增加,热影响区的奥氏体晶粒尺寸和马氏体板条尺寸增大,以及热影响区的Cr23C6等析出相数量增加,导致热影响区的显微硬度也逐渐增加。
实际工业应用中,异种钢摩擦焊技术因为是固相焊接,与传统的熔焊工艺相比有以下优点,热影响区晶粒相对细小,不存在熔合区,也不存在熔合线部位的碳迁移现象,焊接过程全部自动化,焊接成本低,焊接过程无污染,不需要焊材,焊接接头性能优良。因此,异种钢摩擦焊技术在电站锅炉、石油化工、航空航天、汽车工业等领域具有广阔的应用前景。但是,异种钢摩擦焊技术也存在焊接工艺不成熟,焊接接头性能不稳定,现场焊接困难等问题,需要进行进一步的研究。
3 结论
本文利用连续驱动摩擦焊工艺制备性能优良的Super304H/T92奥氏体耐热钢焊接接头。焊接接头的焊接界面结合良好,焊合区的奥氏体晶粒和马氏体板条尺寸细小,有利于改善焊合区的力学性能。拉伸试样的断裂位置位于Super304H母材区,拉伸强度高于Super304H母材强度,各项力学性能满足使用要求。摩擦时间对于Super304H/T92焊接接头的微观组织和力学性能有一定影响,随着摩擦时间增加,热影响区的奥氏体晶粒和马氏体板条增大,Cr23C6等析出相数量增加,导致焊接接头各区域的冲击韧性下降,显微硬度增加,焊接接头的抗拉强度不受摩擦时间影响。
参考文献
[1]赵钦新,朱丽慧.超临界锅炉耐热钢研究[M].北京:机械工业出版社,2010.
[2]杨锐,马忠于,赵锋,等. 超临界火电机组四大管道国产化应用及效益分析[J].特种设备安全技术,2014,(3):1-4.
[3]张祺,王家庆,陈国宏. T92/Super304H异种钢焊接接头的组织结构和力学性能[J].中国有色金属学报,2013,23(2):396-402.
[4]张忠文, 李新梅, 邹勇. T92/Super304H异种钢焊接接头组织分析[J].热加工工艺,2011,40(23):17-24.
[5]李新梅,张忠文,邹勇. T92/Super304H异种钢焊接接头的性能研究[J]. 材料导报B,2011,25(9):99-101.
[6]马东良,卢云,王春琦. K418/42CrMo异金属连续驱动摩擦焊研究[J]. 热加工工艺,2012,41(21):151-158.
[7]崔兰,霍立兴,张玉凤. 摩擦焊接头热影响区晶粒特征的研究[J].材料工程,1998,26(8): 24-27.
[8]NB/T 47016—2011 承压设备产品焊接试件的力学性能检验[S].
[9] GB/T 229—2007 金属材料 夏比摆锤冲击试验方法[S].
[10]吴军. T92钢管焊接接头组织和性能研究[D].济南:山东大学,2008.
[11]李燕彬. Super304H钢TIG焊接头性能研究[D].西安:西安理工大学,2008.
[12]杜则裕. 材料连接原理[M]. 北京:机械工业出版社,2011.
[13]曹建,杨振国. T92异种钢焊接接头的组织性能及蠕变失效机制[J]. 金属热处理,2011,36(S1):269-272.
Microstructures and Mechanical Properties of Friction Welded T92/Super304H Dissimilar Steel Weld Joints
Yun Ke Lu Yuan Yang Xu Li Pengtao Ding Yong Wang Ruohong
( Xi'an Special Equipment Inspection Institute Xi'an 710065)
AbstractIn this paper, T92/Super304H dissimilar steel were welded by friction welded welding process. The friction welded joint of Super304H/T92 exhibited good mechanical and metallurgical properties. The influence of friction time on the structure and properties of T92/Super304H dissimilar steel joints was investigated. With the increase in the friction time, the grains of weld zone didn’t grow up and the number of second-phase particles precipitates increased; meanwhile the microhardness increased, the impact toughness decreased, the tensile fracture and fracture location didn’t change.
KeywordsSuper304H T92 Friction welding Microstructure Mechanical properties
中图分类号:X942
文献标识码:B
文章编号:1673-257X(2016)05-0018-05
DOI:10.3969/j.issn.1673-257X.2016.05.003
作者简介:贠柯(1985~),男,硕士,副主任,工程师,从事特种设备检验和研发工作。
收稿日期:(2015-09-09)
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
中国铸造装备与技术(2017年3期)2017-06-21
哈尔滨理工大学学报(2016年6期)2017-02-21
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27
中国塑料(2015年12期)2015-10-16
中国塑料(2015年9期)2015-10-14
中国塑料(2015年4期)2015-10-14
中国高新技术企业(2015年25期)2015-07-24