LPG液体化工码头装卸工艺设计研究
2016-07-08 04:50沈园福建省交通规划设计院福州350004
福建交通科技 2016年2期
■ 沈园(福建省交通规划设计院,福州 350004)
LPG液体化工码头装卸工艺设计研究
■沈园
(福建省交通规划设计院,福州350004)
摘要LPG液体化工码头,危险等级高,装卸工艺流程复杂,技术难度大。本文对装卸低温常压、常温压力液化烃的LPG液体化工码头装卸工艺设计进行了研究,对主要工艺设备选型和工艺管道配置进行了优化,并分析了设计中的关键技术。研究结果可供类似LPG液体化工码头工程设计参考。
关键词LPG(液化石油气码头)低温常压常温压力液化烃装卸工艺设计
1 引言
随着丙烷脱氢(PDH)技术的发展,丙烷脱氢(PDH)制丙烯正逐步工业化,丙烷由以往民用液化气组成部分,逐步转化成重要的化工原料。福州港江阴港区5万吨级液体化工码头(12#泊位)、3千吨级液体化工码头(12-1#、12-2#泊位),是丙烷脱氢(PDH)制丙烯天然气裂解化工项目配套的专用码头工程,装卸低温常压丙烷、丁烷和常温压力丙烯液化烃类化工品,满足上述化工项目的原料进口、产品出口,以及化工品中转贸易。
2 装卸工艺设计
2.1工艺平面布置(图1)
本工程装卸的丙烷、丁烷、丙烯视运输距离和运输船型,分别以低温常压液态(丙烷-43℃、丁烷-4℃左右)和常温压力(丙烯1.5MPa左右)液态形式进行运输。低温丙烷、丁烷进口主要来自中东,运输船型为50000GT LPG船(全冷式)。常温压力丙烯进出口主要来自近洋区域和沿海地区,运输船型为5000GT以下LPG船(全压式)。
码头平面布置充分利用岸线资源,根据工艺介质、运输船型、货运量特点,码头平台可同时多点靠泊全冷式船和全压式船。依据船舶靠泊点,装卸工艺相应设置1#、2#、3#、4#、5#装卸点,其中2#装卸点靠泊全冷式船,为低温常压液化烃装卸区域;1#、3#、4#、5#装卸点,靠泊全压式船,为常温压力液化烃装卸区域,加快了原料进口、产品出口的周转,提高码头通过能力。码头平台、引桥布置管线主管廊,工艺主管接至后方罐区。从主管引支管至各装卸点,满足装卸船需要。作为业主专用码头,设计充分考虑后续产品的发展,码头平台、管廊均留有发展余地。管廊管道补偿采用水平∏型补偿和自然补偿。装卸臂处和引桥根部均设置气动紧急切断阀,便于出现紧急事故时,码头管线系统与船和后方罐区管线系统切断联系。
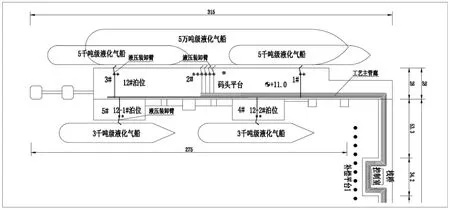
图1 装卸工艺平面布置图[1]
2.2工艺流程(图2)
低温常压液化烃和常温压力液化烃因为运输船型不同,装卸工艺流程也不相同,而且与常规液体化工码头装卸工艺流程差别很大,除设置液相流程,还需要设置气相返回流程、气体回收流程,其中低温常压液化烃还需要设置冷循环流程。
丙烷、丁烷、丙烯属于易燃、易爆、易挥发,火灾危险等级甲A类高危险性液化烃,液态输送过程中,温度变化液体会出现汽化现象,温度每升高1℃,压力相应升高2~3MPa,同质量的液体汽化后体积增加230~300倍[2],并且在输送液体同时,需将送入低温储罐后置换出的蒸发气通过气相返回管线,经气相装卸臂回到船舱,以保持卸船系统的压力平衡。低温液化烃卸船结束后,液相管一般不扫线,由储罐适度放压,使液体保持一定的温度和压力。下次卸船前,为防止卸船时过多液体汽化,需要进行冷循环,对管线预冷。根据液化烃特性,不同船型的装卸特点,主要装卸工艺流程如下:
2.2.1低温常压液化烃工艺流程(2#装卸点)
液相:全冷式船←→液相装卸臂←→液相输送管道←→低温常压储罐
气相:全冷式船→←气相装卸臂→←气相返回管道→←低温常压储罐
2.2.2低温冷循环工艺流程(2#装卸点)
低温常压储罐→低温循环预冷管→低温液相管→低温常压储罐
2.2.3低压气体回收工艺流程(2#装卸点)
废气→低压气体回收管→罐区低温低压火炬总管
2.2.4常温压力液化烃工艺流程(1#、3#、4#、5#装卸点)
液相:全压式船←→气、液相装卸臂←→质量流量计←→液相输送管道←→常温压力球罐
气相:全压式船→←气、液相装卸臂→←质量流量计→←气相返回管道→←常温压力球罐
2.2.5中压气体回收工艺流程(1#、3#、4#、5#装卸点)
废气→中压气体回收管→罐区常温中压火炬总管
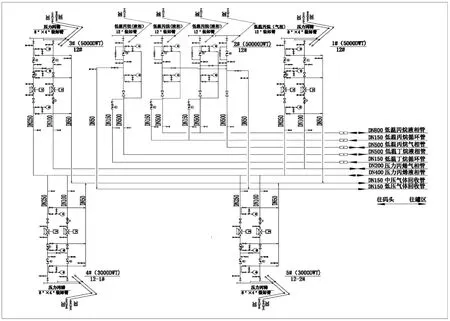
图2 装卸工艺流程图[1]
2.3工艺设备选型和管道配置
2.3.1设备选型
装卸设备优先选择安全、高效的液压驱动装卸臂,由设在码头平台的液压站控制操作,根据装卸点分布及电液控制的合理性,每个装卸点均设置液压站。装卸臂配置快速接头、限位报警装置和紧急脱离装置(ERS),确保码头发生紧急情况时,船舶能够安全、快速离岸。装卸全冷式船,装卸效率高,装卸臂尺寸大,设计采用液相、气相装卸臂分开设置,分别设置单管装卸臂,材质为不锈钢;装卸压力船,装卸臂尺寸较小,设置气、液相合一的双管装卸臂,材质为20#碳钢。
2.3.2管道配置(表1)
根据工艺流程,为保证输送介质的品质,码头工艺系统按介质分别设置。管道设计流速控制在介质特性允许的静电安全流速范围,根据规范液化烃设计流速≤3m/s;管径根据装卸船效率和设计流速确定,并在满足工艺要求和安全生产的前提下,选择经济管径;工艺管道通过能力满足安全作业条件下的最大装卸量的要求;管道材料低温常压丙烷、丁烷选择低温钢,常温压力丙烯选择碳钢。
低温管道根据输送温度设置保冷层,保冷材料选择具有保冷作用,导热系数低的PIR,以及具有阻燃作用,低温下稳定性好的泡沫玻璃。保冷层内层和中间层采用PIR,外层采用泡沫玻璃,防潮层采用玛碲酯,外保护层为铝合金薄板。
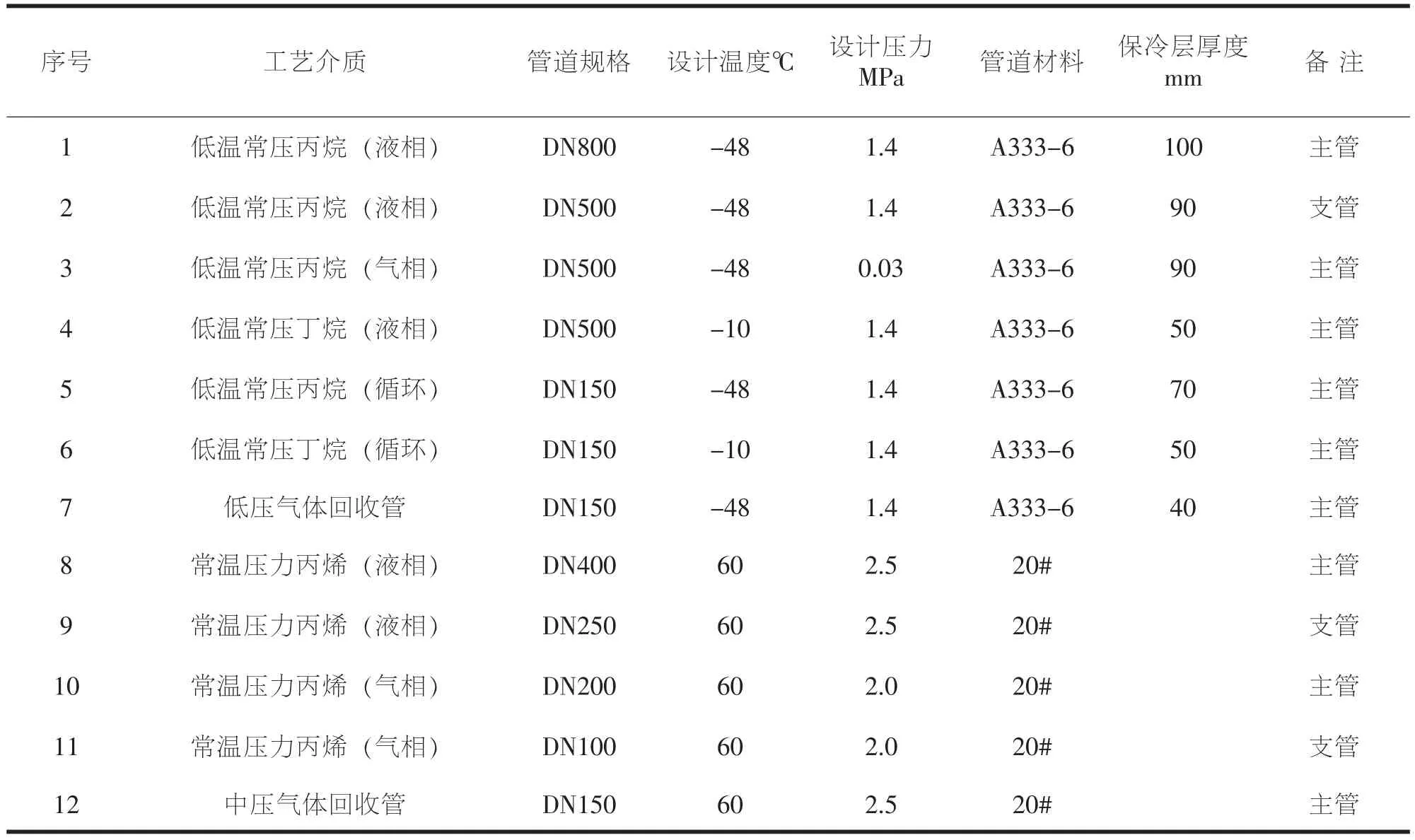
表1 主要工艺管道技术规格表[1]
3 工艺设计关键技术
装卸低温常压、常温压力液化烃的装卸工艺,与常规液体化工码头和液化天然气(LNG)码头装卸工艺相比,既有相似之处,又有不同点。根据液化烃特性、运输船型和装卸特点,安全可靠、经济合理是设计考虑的首要问题,因此工艺设计重点考虑以下关键技术。
3.1气相返回工艺
气相返回管线适用于低温常压液化烃运输的全冷式船和低温储罐之间,也适用于常温压力液化烃运输的全压式船和常温压力球罐之间[3],在液化烃管线系统中作用是非常重要的,装卸船过程,管道会不断吸收周围环境的热量,发生汽化现象,压力升高,体积膨胀,因此产生的蒸发气体需要排放,如果没有气相返回管道,排放的气态液化烃无法返回船舱或储罐,而排入火炬系统会造成很大浪费。而且伴随着卸船过程,船上储罐内气相压力逐渐下降,为维持船和罐之间系统的压力平衡,罐区储罐需经气相返回管线向船上储罐补充加压的蒸发气。从安全、经济的角度考虑,丙烷、丙烯设置液相管道同时,还需要设置气相返回管道,气体流向与液体流向相反。而低温常压丁烷输送温度通常为-4℃左右,极少量气态丁烷排入低压气体回收管,可以不设置气相返回管道。
3.2冷循环工艺
低温常压丙烷、丁烷装卸完成后,只吹扫装卸设备,输送管道一般不吹扫,下次装卸船前,液相输送管线为防止卸船时过多液体汽化及温度差过大对管线的损伤,同时也为减少压缩机的工作负荷,缩短卸船时间,必须进行管道预冷,设置冷循环流程,冷循环管由储罐引至码头装卸臂处,以60m3/h左右的小流量冷循环,逐步降低管内液体温度,使低温常压丙烷、丁烷温度分别达到-35℃和3℃,为下次卸船做预冷准备。
3.3气体回收工艺
液化烃危险品严格要求密闭装卸,杜绝无组织废气排放。管线系统为确保安全,相应设置安全阀、排气阀等,管线系统在事故或非正常操作时等需要排放的可燃气体不能直接排放至大气,必须排放至气体回收管后汇入罐区火炬系统。根据液化烃不同压力,设计中分别设置低压气体回收管和中压气体回收管。
3.4保冷层
低温管道设置保冷层,是为了保持低温管道较低的输送温度,减少散热损失,因为裸管散热损失是保冷管的几倍和几十倍;管道保冷能降低能耗,一般冷价是热价的6倍;保冷可以减少管道输送过程中介质温度、压力升高,有利于工艺系统安全、良好的运行;改善劳动条件,防止操作人员冻伤;防止管道及其组成件表面结露。
4 结语
目前,国内类似同时多点装卸低温常压液化烃和常温压力液化烃的LPG液体化工码头工程较少,尚没有相关的码头设计规范,设计依据常规液体化工品码头工程设计方法,参考液化天然气(LNG)码头工程设计,对码头液化烃装卸工艺设计进行多方面研究,提出了可行的设计方案,并重点分析了气相返回工艺、冷循环工艺、气体回收工艺以及保冷层等设计中关键技术,为类似LPG液体化工码头装卸工艺设计提供参考。
参考文献
[1]福州港江阴港区12#泊位工程施工图设计文件[R];福州港江阴港区12-1#、12-2#泊位工程施工图设计文件[R].福州:福建省交通规划设计院,2015.
[2]徐宏斌.冷冻液化石油气码头装卸工艺[J].油气储运,1999,18(9):7-10.
[3]张东焱,刘婧,毛晶.低温丙烷卸船至水封洞库管道规格选用方法[J].石化技术,2015(5):11-12.
猜你喜欢
中国特种设备安全(2021年5期)2021-11-06
哈尔滨轴承(2021年1期)2021-07-21
保鲜与加工(2021年1期)2021-02-06
云南化工(2020年11期)2021-01-14
中国生物医学工程学报(2019年4期)2019-07-16
石油石化绿色低碳(2019年6期)2019-01-14
材料科学与工程学报(2016年4期)2017-01-15
设备管理与维修(2016年6期)2016-03-16
中国畜牧兽医文摘(2015年9期)2015-12-29
石油炼制与化工(2014年9期)2014-04-06