
一种异形支架焊装车削的加工改进
2016-07-05 02:48孟祥喜胡中辉张全民
企业技术开发·中旬刊 2016年4期
孟祥喜 胡中辉 张全民

摘 要:高压开关设备中的黑色金属焊接异形支架零件焊接后要求加工精度高,多用于传动部位,对零件加工的尺寸精度、粗糙度要求较高,传统的加工方式有诸多缺陷,文章对该加工方式进行了改进。
关键词:异形;支架焊装车削;加工;改进
中图分类号:TH112.7;TG751.1 文献标识码:A 文章编号:1006-8937(2016)11-0009-02
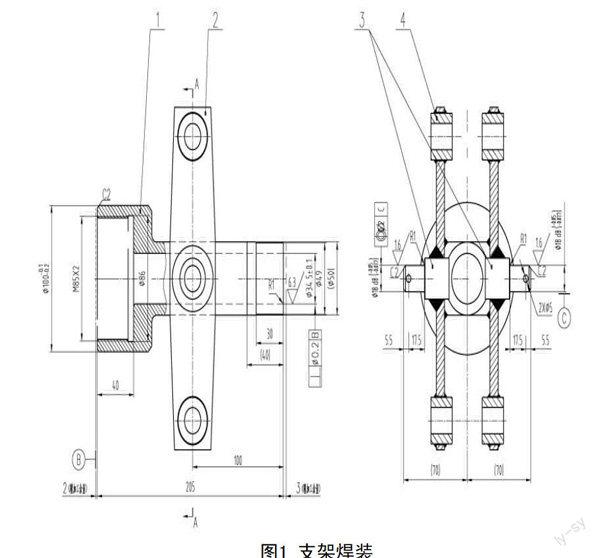
1 支架焊装
高压开关设备中的黑色金属焊接异形支架零件,如图1所示,焊接后要求加工精度高,多用于传动部位,对零件加工的尺寸精度、粗糙度要求较高。常规加工方式是采用先进的复合中心加工,但是由于结构复杂,在加工中心加工仍需要多次装卡。对于该类异形支架焊装,在加工中心加工深孔已经有较大难度,况且还需要再加工两处精密外圆,精密外圆加工不是加工中心的强项,精度难以保证,效率较低。因此,常规方式难以实现。为有效解决这一生产难题,弥补加工中心短板,需要在车床开发一种简洁、高效的加工方式。
2 零件的加工难点分析
①165深Φ34.5内孔粗糙度Ra6.3难以保证,加工效率较低,且呈明显锥度。
②该零部件为异型件,常规车削加工时转速不能太高,否则不安全且Φ18(-0.05,-0.077 mm)外圆加工后成为椭圆,粗糙度不合格。
③内孔加工后由于粗糙度不合格,经常需要钳修,钳修费时费力。
3 制定改进方案
制作一套异形支架焊装在车床加工的车具,用于精密、高效加工该类支架焊装的深孔和精密外圆加工。技术方案如下:
①设计一种配重可调、高效车具,使零部件转动时达到动平衡,减小振动提高转速,从而在普通车床实现外圆高效和精密加工。
②改进两顶装卡方式为一夹一顶,进一步提高系统刚性,减小振动。
③设计一种车刀,采用特制调质刀杆,采用YT15可装卸刀片,提高超长深孔加工刀具刚性及加工效率,并配合刀片刃磨到适合加工的角度,保证粗糙度合格。
④设计一种车具,解决采用传统装卡方式造成的深孔加工时切屑排屑不畅问题,提高加工效率。
4 方案实施情况
①设计一种配重可调、高效、精密车具,使零部件转动时达到动平衡,同时改进两顶装卡方式为一夹一顶方式。如图2所示。
不采用配重块,支架焊装重心不在回转轴线上,两顶时支架焊装总是自然偏向较重一端,主轴旋转时也会受到这个偏心质量产生的离心力影响发生振动。配重系统包括压盖、配重块、连接螺栓。配重块及压盖上加工有止口,便于快速对中定位及保证转动时不会出现纵向松动。
通过现场试验,车削配重块,最终确定合适的配重块重量,转动支架焊装使其可停在任意位置,即达到了动平衡,可避免销轴φ18(-0.05,-0.077 mm)尺寸车削后成椭圆状。转速由原来的160转/min,提高至710转/min,有效提高了切削速度和加工效率,同时提高了零件加工精度。
同时,采用开口套和顶尖的一夹一顶装卡方式替代两顶装卡方式,进一步加强了系统的刚性,减小了振动,提高了车削时的安全性。采用开口定位铜套夹紧一侧支架焊装转动轴3,另一侧采用顶尖顶紧,配重车具组件安装后支架焊装转动达到动平衡状态,转动无明显颤抖,加工支架焊装转动轴3时较原来两顶装卡方式采用拨叉驱动更可靠。两顶装卡方式,如图3所示,一夹一顶装卡方式,如图4所示。
②设计一种车刀,采用高刚性合金刀杆,提高超长深孔加工表面质量及效率。特制合金刀杆,如图5所示,空心结构定位胎具,如图6所示。
常规工具钢等刀柄直径只有φ20左右,刚度不足,在加工φ34深孔时容易出现颤抖和让刀,导致φ34精孔加工后刀纹严重,左右两端φ34孔尺寸大小不一,呈锥形孔。特制硬质合金刀杆直径φ30,刚度足够减轻了刀杆颤抖和变形。
首先, 车床卡盘卡右端Φ50外圆,车左端Φ100外圆及M85×2螺纹,调头卡φ100精车外圆平另一端面保证总长。为加工支架焊装导向杆1中的φ34±0.1×165深孔准备定位螺纹。
然后,装卡定位胎具,将支架焊装上的M85×2螺纹与定位胎具上M85×2外螺纹拧紧。定位胎具采用空心结构,中间为φ35通孔,便于加工φ34±0.1×165深孔时排出金属屑。同时,胎具装卡定位基准一次加工成型,精度高,且带自锁功能。车削加工时,转速由原来的100转/min,提高至240转/min,可提高深孔加工表面粗糙度。采用特制合金刀杆配合经过特殊刃磨的YT15刀片加工支架焊裝导向杆1,可保证关键尺寸φ34±0.1 mm,保证粗糙度Ra6.3。支架焊装导向杆1材质为35CrMo棒材,材料硬且粘,常规工具钢等切削过程中容易出现刀具刃口磨损,导致加工表面质量下降。经过特殊刃磨的YT15刀片采用可装卸结构,硬质合金刀片YT15加工35CrMo合金钢避免了刀具频繁磨损,车刀副切削刃采取8~12 °设计更锋利,如图7所示。有效减轻了副后刀面的磨损,可装卸结构可以实现快速更换刀片,有效减少停工等待时间,提高了加工效率。如图8所示。
改进前,内孔加工后虽经过钳修处理仍然十分粗糙,尺寸及粗糙度不能满足图纸和质量要求;改进后内孔一次加工成型,无需钳修即可满足要求。改进前,如图9所示。改进后,如图10所示。
③加工参数前后对比,见表1。
5 结 语
通过该工艺改进课题,采取自制配重工装,改进装卡工装和方式,自制刀杆,修磨车刀副切削刃,优化切削参数等一系列措施,解决了异型件,车削时转速不能太高、外圆加工后成椭圆、粗糙度不合格、加工效率低等问题。 保证深孔加工粗糙度和尺寸精度的同时提高了加工效率。通过这类支架焊装的加工研究,为提高异型件的车床工艺能力做出了有益探索。
参考文献:
[1] 解海滨.锻钢冷轧辊切削加工工艺改进研究[J].机械设计与制造,2008,(5).
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
石油化工建设(2018年1期)2018-07-10
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年3期)2017-04-26
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
