
水泥粉磨系统异常案例分析及解决措施(一)
2016-07-01 04:00:20邹伟斌中国建材工业经济研究会水泥专业委员会北京100024
新世纪水泥导报 2016年1期
邹伟斌中国建材工业经济研究会水泥专业委员会,北京 100024
水泥粉磨系统异常案例分析及解决措施(一)
邹伟斌
中国建材工业经济研究会水泥专业委员会,北京 100024
摘要配置打散分级机的水泥辊压机联合粉磨系统,当运行中发现成品细度跑粗、比表面积下降及系统产量降低时,有可能是因为打散分级机出现了异常状况,比如打散分级机粗粉管道磨损泄漏、下锥体扇形分级筛板磨损泄漏、打散分级机环形通道异物堵塞以及下锥体筛分分级筛板筛缝形状变化。这些案例,运行中表现出共性,也有其个性,诊断中应区别对待,确诊后采取相应的整改措施。
关键词粉磨系统打散分级机磨损堵塞筛缝
编者按在“2015中国水泥粉磨系统优化改造技术研讨会 ”上,与会代表关注最多的是辊压机+球磨机+选粉机所组成的水泥粉磨系统。就该系统如何降低电耗问题,水泥粉磨专家邹伟斌先生在会上强调指出:联合粉磨工艺系统属于“分段粉磨”, 该系统应始终遵循“磨前处理是关键、磨内磨细是根本、磨后选粉是保证”之增产、节电客观规律。这一规律,无疑是我们搞好水泥联合粉磨工艺系统的技术原则,但如何落实到具体实践中,是企业管理者、一线技术人员关心的问题,也是本刊发挥媒介作用应该关注的问题。本刊拟定在2016年成立“水泥粉磨优化改造技术咨询服务中心”,举办“2016中国水泥粉磨系统优化改造技术研讨会 ”,同时邀请邹伟斌先生担任“粉磨技术”栏目的主持人,以期把落实这一技术原则的经验和更多的优化改造创新技术分享给水泥企业。
本期推出的《水泥粉磨系统异常案例分析及解决措施》就是本刊将这些计划落到实处的第一步。该文是邹伟斌先生近几年走访、调研过程中发现的不同粉磨系统异常案例及技术分析。本刊将根据内容独立成篇,分六期奉献。希望各位读者能够喜欢。
0 引言
据不完全统计,除采用“串联粉磨”及物料“分别粉磨”(分别磨细、计量配制)工艺外,国内无磨前预处理设备或配置不同预处理与分级设备的水泥粉磨工艺系统大约有20种左右,每一种粉磨系统均有其技术特点。生产过程中,粉磨系统会出现各种影响运行的异常状况,由于各生产线所选择的设备性能不同,所制备的水泥品种、强度等级以及所使用熟料的易磨性(除特种水泥熟料外,通用水泥熟料易磨性好与差和窑系统所配置的篦冷机性能密切相关)与混合材料、石膏理化性质不同,所呈现出的异常现象亦不同。其中有设备方面的因素,也有工艺方面的问题,还涉及被磨物料特性与中控操作人员素质。总之,这几者之间既存在共性的问题,也有个性的问题。笔者受《新世纪水泥导报》之约,以连载的方式把在企业走访、调研水泥粉磨系统过程中发现的部分异常案例与技术诊断分析和解决措施,以及实施后的技术经济效果进行总结。首先推出的是因打散分级机故障引起异常现象的几个案例,包括: 打散分级机粗粉管道磨损泄漏、下锥体扇形分级筛板磨损泄漏、打散分级机环形通道异物堵塞以及下锥体筛分分级筛板筛缝形状变化。
1 打散分级机粗粉管道磨损泄漏
1.1异常状况描述
Y公司联合粉磨系统中的打散分级机粗粉管道磨损泄漏,与分级后的细粉短路,导致粉磨平衡失调、成品细度跑粗、比表面积下降、系统产量降低。
1.2粉磨系统配置
Y公司水泥联合粉磨系统采用120- 50辊压机(物料通过量165 t/h,主电机功率250 kW×2)+550/120打散分级机(处理能力140~175 t/h,打散+分级电机总功率=45 kW+30 kW)+Ф 3.2 m×13 m三仓开路管磨机(主电机功率1 600 kW,磨机筒体工作转速17.6 r/min);正常生产时,P·O42.5级水泥(成品细度:R45筛余≤12%,比表面积≥360 m2/kg±10 m2/kg),台时产量70 t/h,系统粉磨电耗31 kWh/t。工艺流程见图1。

图1 辊压机+打散分级机+管磨机开路联合粉磨工艺流程
1.3出现的异常状况及结果
生产过程中,成品水泥细度跑粗,R45筛余由12%逐渐上升至19%以上,比表面积也由360 m2/kg降至310 m2/kg左右,系统产量降至60~62 t/h,粉磨电耗上升到35.6 kWh/t(增加4.6 kWh/t,增长幅度12.92%)。
1.4技术诊断分析
与离心选粉机分级原理相同,打散分级机也存在“分散、分级、收集”三大关键技术环节,只是进入两种分级机的物料粒径有所区别而已。打散分级机分为内筒与外筒,内筒下部锥体有物料筛分分级筛板,经筛分分级后的粗颗粒物料随粗粉管道回到称重仓,与新进物料一起入辊压机挤压;而外筒则为细粉物料收集通道,收集由上部分级风轮分选出的细粉以及下锥体筛板分级后的细粉(其中一部分为小于分级筛孔的颗粒状)物料,经细粉管道进入管磨机一仓粉磨。假若这两个管道中,由于粗粉管磨损产生泄漏,或者下锥体筛分分级筛板磨穿漏料,都将会导致入磨物料筛余物有明显变化。所以,当出现上述异常状况后,应从打散分级机下锥体筛分分级筛板及粗粉管是否磨损导致漏料,造成粗颗粒进入细粉管道入磨的几个关键部位(监测点)入手进行检查、确认。打散分级机构造与工作原理见图2。辊压机联合粉磨系统正常运行过程中,经打散分级机分级后的入磨物料筛析粒径参数常规分析见表1。
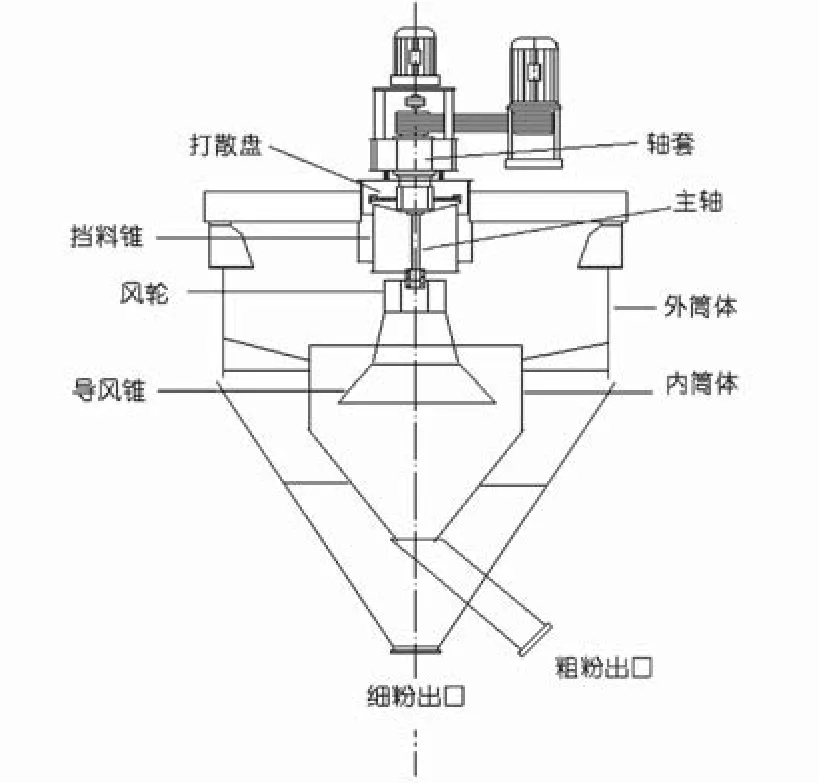
图2 打散分级机构造及工作原理

表1 经辊压机挤压+打散分级机分级后的入磨物料粒径常规分析
正常生产运行时,取入磨物料进行细度筛析检测, R80筛余只有55%左右(<80μ m细粉达45%),且粗颗粒较少,筛余物中基本未见5 mm或以上颗粒。当水泥细度出现跑粗后,重新取入磨物料样品筛析检验时发现:R80筛余已达到85%以上,即<80μ m细粉只有15%左右,筛余物中的5 mm以上颗粒较正常生产时明显增多。
停机检查发现:下锥体筛分分级筛板完好、无破损漏料现象。产生的原因是粗粉管道磨损后泄漏,造成粗颗粒与细粉管道短路。本应返回到称重仓的粗颗粒物料有一部分进入管磨机,导致一仓粗碎能力变差,对粗颗粒物料消化功能不足,在细磨能力相对稳定的前提下,管磨机各仓粉磨平衡被打破,出磨水泥细度变粗。在中控操作过程中,被迫采取降低投料量的方式,以满足质量指标控制要求。
1.5采取的技术措施与效果
采用厚度12 mm复合堆焊耐磨钢板(HRC≥60~64)及时修复破损、泄漏的粗粉管,彻底消除了辊压机挤压后进入打散分级机分级后的物料粗、细粉管道短路现象, P·O42.5级水泥产量、系统粉磨电耗恢复到正常状态。后经调整研磨体级配及规范操作方法,P·O42.5级水泥台时产量由70 t/h提高至78.9 t/h,系统电耗进一步降至28.6 kWh/t。
2 下锥体扇形分级筛板磨损泄漏
2.1异常状况描述
W公司联合粉磨系统中经辊压机挤压后的物料进入打散分级机分级过程中,由于下锥体扇形分级筛板磨损泄漏,导致水泥细度跑粗,系统产量降低,粉磨电耗上升。
2.2粉磨系统配置
W公司水泥联合粉磨系统配置140- 80辊压机(物料通过量360~380 t/h,主电机功率560 kW× 2)+600/140打散分级机(处理能力380~600 t/h,打散+分级电机总功率=55 kW+45 kW)+Ф 4.2 m× 13 m三仓开路管磨机(主电机功率3 550 kW,磨机筒体工作转速15.6 r/min),粉磨P·O42.5级水泥,产量150 t/h(成品细度指标:R45筛余≤11%,比表面积≥370 m2/kg±10 m2/kg),系统粉磨电耗32 kWh/t。
2.3出现的异常状况及结果
成品水泥细度跑粗(R45筛余由11%上升到16.2%,比表面积也降至310~320 m2/kg),P·O42.5级水泥产量降至120 t/h左右,系统粉磨电耗上升至36.6 kWh/t。
2.4技术诊断分析
在磨头进料管处取入磨物料样品进行筛析,与Y公司出现的异常状况基本相同,入磨料粗颗粒明显增多,说明打散分级机回称重仓物料存在泄漏、短路现象。应重点查找下锥体筛板与粗粉管是否磨穿漏料,从而导致粗、细物料短路后有较多粗颗粒入磨,且返回称重仓的物料中仍有一部分细粉,直接影响辊压机挤压做功能力。
停机检查打散分级机粗粉管道及下锥体筛分分级筛板后发现:粗粉管道完好,无泄漏现象;主要是下锥体分级筛板有几处磨穿漏料,造成入磨粗、细物料短路,比正常生产时入磨粗颗粒显著增加,导致原有各仓的粉磨平衡被打破,造成水泥成品细度跑粗,系统产量下降。
2.5采取的技术措施与效果
更换破损泄漏的下锥体筛板,打散分级机处于良好的筛分分级状态后,系统产量与粉磨电耗恢复到正常生产水平。年底大修过程中,对磨内的一仓衬板、隔仓板、出磨篦板、活化环重新优化设计,彻底消除篦缝卡、塞研磨体问题,磨内通风、过料能力显著改善,同时增大了细磨仓研磨体活化区域。改造后,P·O42.5级水泥产量由150 t/h提高至175 t/h左右(成品细度R45筛余降至10%左右,比表面积达到370~380 m2/kg),系统粉磨电耗进一步降至29.8 kWh/t,取得了良好的技术经济效果。
3 打散分级机环形通道异物堵塞
3.1异常状况描述
Q公司打散分级机环形通道异物堵塞,影响内部过料能力,造成分级效果变差,入磨物料粗颗粒显著增多,细度变粗,系统产量降低,粉磨电耗提高。
3.2粉磨系统配置
Q公司水泥联合粉磨系统配置140- 80辊压机(物料通过量360~380 t/h,主电机功率560 kW× 2)+600/140打散分级机(处理能力380~600 t/h,打散+分级电机总功率=55 kW+45 kW)+Ф 3.8 m× 13 m三仓开路管磨机(主电机功率2 500 kW,磨机筒体工作转速16.6 r/min),粉磨P·O42.5级水泥产量100 t/h(成品细度R45筛余≤12%,比表面积≥365 m2/kg±15 m2/kg),系统粉磨电耗34.6 kWh/t。
3.3出现的异常状况及结果
成品水泥细度跑粗(R45筛余由12%逐步上升到18%左右,比表面积也降至306 m2/kg左右),P·O42.5级水泥产量降至81 t/h左右,系统粉磨电耗上升至37.7 kWh/t。
3.4技术诊断分析
通过对入磨物料进行筛析发现:筛余物中有较多粗颗粒,R80筛余达到81.7%(<80μ m细粉只有18.3%,太少),正常生产时入磨R80筛余为50%左右,现在却增大了31.7%,说明物料分级效果差,应采用排除法查找下锥体筛分分级筛板、粗粉管几处是否有磨损泄漏以及物料环形通道堵料等异常状况。
停机检查确认:物料环形通道中有大量异物堵塞,包括破手套、棉纱、铁丝、聚丙烯带、食品袋、毛线、麻绳、碎铁片、瓶盖、核桃壳……,导致分级效果变差;并随时间推移,返回称重仓物料增加,料饼循环提升机负荷增大,电流上升。
3.5采取的技术措施与效果
停机清理环形通道,确保入磨物料分级效果,循环提升机负荷明显降低。首先,将P·O42.5级水泥产量恢复到100 t/h,后经逐渐调整,采取剔除篦缝堵塞的研磨体,保持通风,过料顺畅,一仓增补Φ 70 mm、Φ 60 mm钢球各1 t,提高一仓破碎能力;过渡仓补充Φ 30 mm、Φ 25 mm钢球各1.5 t,增加过渡仓粉磨能力等措施,P·O42.5级水泥产量提高至110~115 t/h左右,系统粉磨电耗进一步降至31 kWh/t。
4 打散分级机下锥体筛分分级筛板筛缝形状变化
4.1 异常状况描述
L公司打散分级机下锥体筛分分级筛板筛缝形状变化导致分级效果差,辊压机系统循环量大,系统产量降低,粉磨电耗上升。
4.2粉磨系统配置
L公司采用120- 50辊压机(物料通过量165 t/h,主电机功率250 kW×2)+550/120打散分级机(处理能力140~175 t/h,打散+分级电机总功率=45 kW+30 kW)+Φ3.2 m×13 m三仓开路管磨机(筒体工作转速18.1 r/min,主电机功率1 600 kW),生产P·O42.5级水泥(比表面积375 m2/kg±10 m2/kg),系统产量70 t/h,粉磨电耗31 kWh/t。
4.3出现的异常状况及结果
更换打散分级机分级筛板后,辊压机循环负荷大(料饼循环提升机常超电流)。生产P·O42.5级水泥,磨机产量降至62 t/h,粉磨电耗达34.6 kWh/t。
4.4技术诊断分析
停机检查打散分级机发现:整体更换下锥体筛分分级筛板时,原采用90°竖缝筛板,实际应用是采购部门订制的180°横缝筛板(筛缝宽度4 mm),导致筛析过料能力差,对粗、细物料分离效果差。由于180°横缝筛板的阻料作用,以至于较多细粉再次回称重仓,导致辊压机系统循环负荷增大。横缝筛板与竖缝筛板见图3。

图3 180°横缝筛板(左) 90°竖缝筛板(右)
4.5采取的技术措施与效果
打散分级机下锥体整体恢复使用筛缝宽度4 mm、90°竖缝筛板,筛缝长度方向与料流下降方向一致,物料筛析能力提高,能够及时将细粉送入管磨机;辊压机系统循环负荷与料饼循环提升机电流显著降低。同时,根据磨机主电机运行电流,对磨内过渡仓及细磨仓增补研磨体, P·O42.5级水泥产量达到78 t/h以上,电耗降至28 kWh/t,吨水泥节电3 kWh/t左右。优化后按年产量60万t计,节电180万度,节电效益108万元。
5 结束语
前三个案例均发生在水泥辊压机联合粉磨系统,分级设备均配置打散分级机,出现的异常状况具有一定的代表性,即打散分级机运行过程中发生的共性问题。其中:成品细度跑粗、比表面积下降及系统产量降低均具有相似性(规律)。除上述异常案例外,各企业也存在打散锤头、打散盘及上部分级风轮、下锥体筛分分级筛板等易损件,由于所用材质抗磨性能较差而较快产生磨损,随着时间推移最终会严重影响物料分级效果等问题,需要利用停机时间跟踪检查并及时处理,同时做好相关的维护记录以备查。
水泥联合粉磨系统采用打散分级机,属于该系统初期的设计与配置,由于该分级设备自身两台主电机装机功率较低(目前使用的最大规格,处理能力≥800 t/h的650/160打散分级机两台主电机功率总和仅为90 kW+75 kW=165 kW,相比配置140- 65辊压机系统的Vx5815选粉机的循环风机电机功率280 kW还要低115 kW;相比配置140- 80辊压机系统的Vx6817选粉机的循环风机电机功率315 kW还要低150 kW;),在充分发挥粉磨系统生产潜能的前提下,工序电耗也显著降低。但打散分级机毕竟属于粗分级设备(上部风轮+下锥体筛分分级筛板,分级筛板部分占全部分级功能的70%以上),对入机料饼打散的能力比静态气流(V选)分级机要好;分级后的入磨物料切割粒径在2.0 mm~2.5 mm左右,颗粒粒径分布范围比V选分级后的物料相对较宽,即粗细不均。根据被磨物料易磨性不同及其它因素综合考虑,后续管磨机一仓尚须配用直径Φ 70 mm或Φ 60 mm钢球(不排除因物料易磨性太差,需要在一仓少量配入Φ 80 mm钢球),以解决入磨物料在一仓的破碎能力。一般来讲,被磨物料易磨性好,一仓平均球径可以降低,否则,就需要提高平均球径,满足物料粗碎要求。
现阶段已有针对打散分级机下锥体筛分分级筛板结构形式与优化筛孔尺寸的技术改造:一是采用不同宽度筛缝的筛板1∶1或1∶2及2∶1形式间隔排列组合安装使用,降低入磨粗颗粒含量;二是根据入机物料水分,采用0.9 mm~1.2 mm双筛缝筛网,分级后的入磨物料均在1.2 mm以下,为进一步提高系统产量,降低粉磨电耗创造先决条件,还有在内锥筒上部安装高碳钢丝筛网,有效拦截粗颗粒进入细粉管道等;此外,打散分级机返回称重仓的物料中尚含有一定比例的细粉,应充分利用收尘器将这一部分细粉收集入磨。据生产统计,以处理能力300~400 t/h的辊压机与打散分级机配置为例,该系统中进入称重仓的循环物料,采用风量≥15 000 m3/h收尘器,每小时可收集细粉物料20~30 t/h进入管磨机。上述技术改进措施均能够减少细颗粒返回称重仓,显著提高辊压机挤压做功能力。
第四个案例出现相对较少,但也应引起重视。生产部门与采购部门的协调、沟通工作一定要细化,必须采用书面材料与图纸形式标明筛板尺寸、筛缝形状、采购数量等重要信息进行确认;采购部门则应严格按照图纸标出的技术参数与采购数量执行,避免影响生产。
(《水泥粉磨系统异常案例分析及解决措施(二)见2016年第二期)
中图分类号:TQ172.632
文献标识码:B
文章编号:1008-0473(2016)01-0045-05DOI编码:10.16008/j.cnki.1008-0473.2016.01.009
收稿日期:(2015- 12- 10)
猜你喜欢
中国科技纵横(2021年7期)2021-07-22 02:55:56
昆钢科技(2021年6期)2021-03-09 06:10:22
绿色科技(2017年12期)2017-07-21 20:02:52
陶瓷(2016年12期)2017-01-09 06:07:28
江苏农业科学(2016年3期)2016-05-03 07:19:33
湖北农业科学(2015年24期)2016-01-12 14:35:17
江西建材(2015年12期)2015-12-02 01:44:08
纯碱工业(2014年6期)2014-03-11 15:09:25
石油地质与工程(2014年1期)2014-02-28 16:14:17
山西大同大学学报(自然科学版)(2014年5期)2014-01-23 01:58:01
