多功能插座质量检测系统设计与实现
2016-06-29 03:14毛行标梁厚超
中国现代教育装备 2016年11期
毛行标 梁厚超
顺德职业技术学院 广东顺德 528300
多功能插座质量检测系统设计与实现
毛行标 梁厚超
顺德职业技术学院 广东顺德 528300
摘 要:介绍了一种新型多功能插座质量检测系统,阐述了该系统在开关插座行业中对插座进行质量自动检测的过程,并给出了系统工作流程图、子系统工作流程图和电路控制系统。
关键词:插座;检测系统;质量检测
开关插座行业近十年发展速度特别快,年均增长率超过20%。企业生产规模不断扩大,年销售额超过亿元的有15家企业,超过5千万元的有36家企业。这些企业已具规模效益,是本行业的骨干企业。全国开关插座共有2 000多家左右。据统计每年室内装饰工程市场需求量超2 000亿,假如以电工行业占5%计算,也将有100亿。(其中高档30亿元,中档40亿,低档30亿元),已形成珠三角、长三角、温州和北京等几大生产基地。高、中、低档次的120,86,118,明装四种款式。其中118系列以家装较多,86系列以工程为多,明装系列在三线城市和农村较多,120系列则以浙江为多,并且地区差异较大。珠三角电工品牌有TCL国际电工、奇胜、朗能、天朗、华艺、雷士、IDV、欧普、松本、锦力、天基等。长三角电工品牌有罗格郎、西门子、松下、西蒙、飞雕、龙胜泰力、正泰、豪意等。其中不少中国电工企业做得风生水起,涌现了诸如TCL国际电工、松本、朗能、鸿雁、飞雕等一大批著名电工国内品牌。然而2 000家多开关厂的产品质量可谓良莠不齐,特别是那些小型企业,在激烈的市场竞争环境中,既没有优秀完整的管理队伍,也没有先进的生产设备,又面临不断攀升的劳动力成本的压力,怎么保证产品的品质,降低成本,提高企业利润是许多企业管理者面临的一个严峻考验。
1 五孔插座的行业质量标准
1.1 手感测试
不能出现通规插入及拔出不顺畅,止规能插入的现象。
1.2 产品防单极插入测试
(1)插头不应插入插座内插孔里,使用标准的单插片插头,施加到保护门上。
(2)使用的20 N力度探针,不应接触到带电部件为之合格,探针施加到保护门最不利的位置,在同一位置依次在不同的方向施加,施加力度维持20 N,每个方向施加的时间5 s;探针不应旋转。
(3)使用的1 N力度探针,不应接触到带电部件为之合格;将探针施加到保护门最不利的位置,在同一位置依次在不同的方向施加,施加力度维持1 N,每个方向施加的时间5 s,探针不应旋转。
(1)10 A~16 A三插单极地极标准值为5 N~15 N。
(2)10 A~16 A三插单极L/N极标准值为7 N~15 N。
(3)10 A~16 A三插多极标准值为30 N~50 N。
2 系统方案设计
五孔插座多功能测试系统是二三型插座生产过程中的产品在线测试设备,可实现二三型插座在生产过程中的拨出力测试、短路检测、通断检测、挡板及其弹簧漏装的检测,填补了二三型插座生产过程自动测试设备的空白。
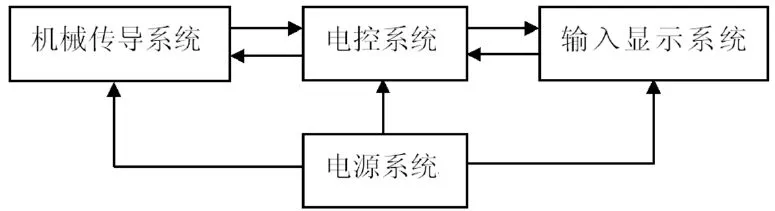
图1 多功能测试系统的结构框图
多功能测试系统的结构框图如图1所示。多功能测试系统由机械传导系统、电控系统、触摸屏输入显示系统以及电源系统4个功能模块构成,各功能模块的组成作用分述如下。
机械传导系统由机架、送料机构、导通测试机构、拔力测试机构以及保护门漏装测试机构五部分组成,完成待检产品的送入、测试和已测产品的分检输出工作。
电控系统由传感器、AD转换器、驱动电路以及主控电路四部分组成,完成位置信号的检测和力敏传感器信号的检测、放大与转换后送主控电路处理,然后经驱动电路输出各种信号。
夏商周时期的陶瓷作品多作为日常生活用品而存在和发展的,直到宋朝时期才逐渐的作为陈设出现于空间之中,然后经历了元明清的不断变化发展之后,几乎成为了生活中最为常见与平常的陈设物品。陶艺对工艺技法、形态、釉色等都有十分严格的要求,它是被视作一种品味和地位的代表,一般涵盖了花瓶、文具、瓷板画等器物,它们在空间陈设中起着重要的作用。
输入显示系统采用大型号触摸屏,可以完成系统参数的输入、测量数据的显示、运动部件的调试及传感器参数的检查校验等工作。
电源系统为各功能模块提供220 V交流、+24 V直流和+5V 直流电能。
3 硬件电路设计
3.1 硬件电路系统结构框图
电控系统的结构框图如图2所示,电控系统由传感器、AD转换器、驱动电路和主控电路四部分组成,完成位置信号的检测和压力传感器信号的检测、放大与转换后送主控电路处理,然后经驱动电路输出各种信号。
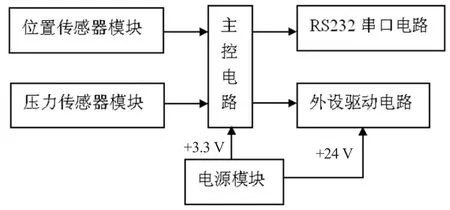
图2 多功能测试系统的结构框图
3.2 主控电路
主控电路如图3所示,选择MSP430F149IPM作为控制芯片,MSP430F149IPM具有超低功耗、系统工作稳定、处理能力强大、具有丰富的片内外围模块、方便高效的开发环境等特点。
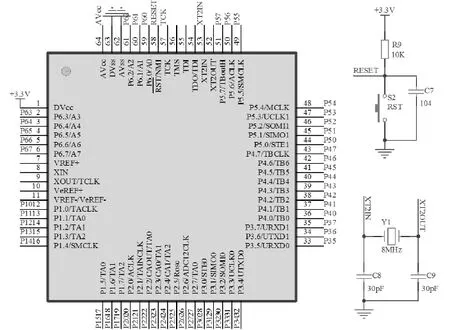
图3 主控CPU电路
3.3 电源电路
电源电路如图4所示,电源电路由开关稳压电路提供+24 V和+5 V两路直流电输入,经隔离、滤波、稳压后向电控系统提供+24 V、+5 V、3.3 V三路直流电源。
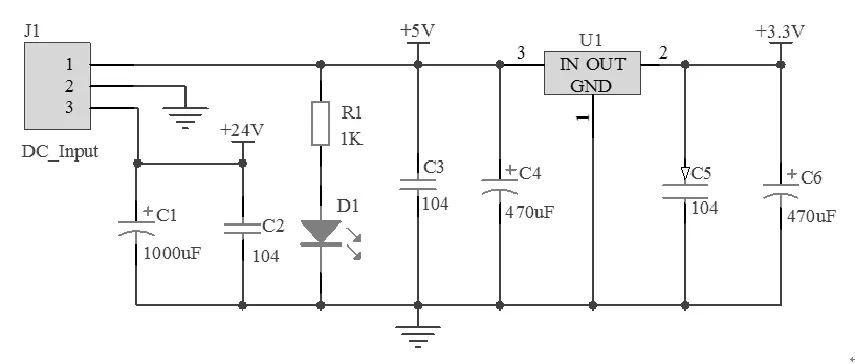
图4 电源电路
3.4 压力传感器电路
压力传感器电路如图5所示,压力传感器电路由J4口输入压力传感器转换输出的电信号,经由AD1电路模块中的信号放大电路放大后送模数转换电路进行模数转换,输出12位的数字信号送主控电路。
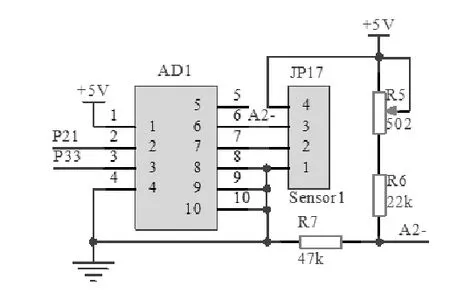
图5 压力传感器模块
3.5 位置传感器电路
位置传感器电路如图6所示,位置传感器电路的功能是把气缸工作位置通过磁感应开关转换成相应的逻辑电平送到主控电路,使气缸按预定的要求动作以控制机械传导系统的运动。

图6 位置传感器电路
3.6 外设驱动电路
外设驱动电路如图7所示。外设驱动电路由8位输出锁存移位寄存器74LS595和两片L298N电机驱动芯片组成,电路由主控电路提供控制信号,经由两片L298N电路组成的功率放大后输出信号分别控制气缸和电机的工作。
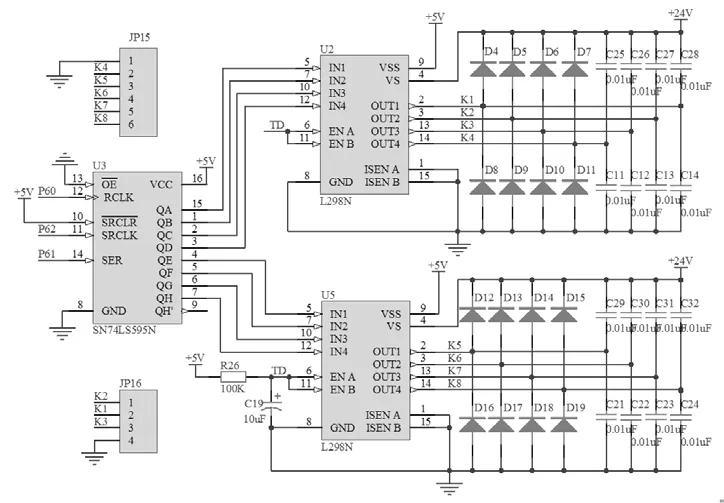
图7 外设驱动电路
3.7 RS232显示系统
RS232串口电路如图8所示。RS232是一个串行通信接口电路,电路的作用是把TTL电平转换成RS232电平,可以实现双工通信。输入显示系统如图9所示,输入显示系统采用大型号触摸屏,可以完成系统参数的输入、测量数据的显示、运动部件的调试及传感器参数的检查校验等工作,是系统人机对话的主要途径。
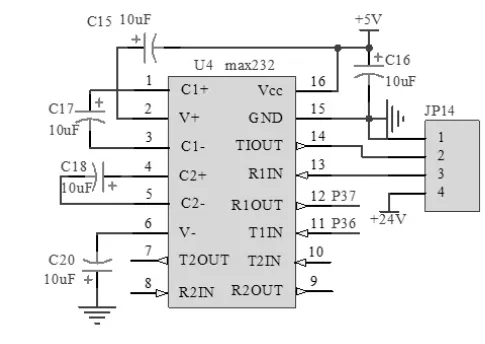
图8 RS232串口电路
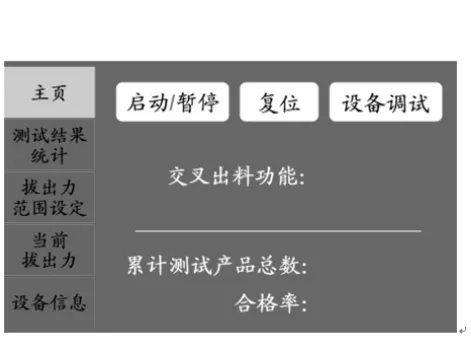
图9 输入显示系统
4 系统程序设计
程序流程如图10所示,设备有3种运行状态:暂停、自动运行、调试;其中调试包括:在屏幕上控制设备各个部件的基本动作,显示压力传感器的实时值,插拔一次获取最大力值。可通过屏幕切换3种状态(如图10所示)。
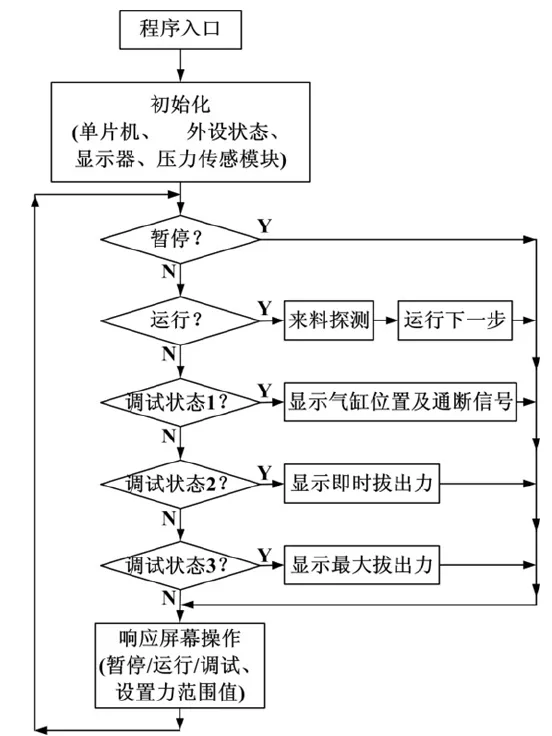
图10 程序主流程图
5 结束语
面临不断攀升的劳动力成本的压力,怎么保证产品的品质,降低成本,提高企业利润是许多企业管理者面临的一个严峻考验。多功能插座质量检测系统的开发,有效地替代了目前中小开关插座生产企业中质量手工检测环节,在企业生产实际应用中,不仅提高了产品品质,还提高了生产效率,目前在全国上百家企业应用,获得了良好的效益。
参考文献
[1]王福瑞.单片机微机测控系统设计大全[M].北京:北京航空航天大学出版社,1998.
[2]刘国强,唐东红,李兴伟.基于AT89C51单片机的高精度测温系统的研制[J].仪器仪表学报.2005,26(8):258-259.
[3]郑善锋,郑华杰,黄其智,尚志红.利用微机数据处理提高温度测量精度[J].电路与系统学报,2005(1):90-92,134.
[4]伍冯洁,谢斌.基于Proteus与Keil的单片机实验教学改革[J].实验室研究与探索,2009(7):125-127.
[5]孙凌燕,黄允千.Proteus与Keil软件的整合在单片机实验开发中的应用[J].实验室研究与探索,2008(4)59-61,68.
[6]苏凯.MCS-51系列单片机系统原理与设计[M].北京:冶金工业出版社,2003.
Design of Multi-socket Quality Inspection System
Mao Xingbiao, Liang Houchao
Shunde Vocational and Technical College, Shunde, 528300, China
Abstract:This paper introduces a new multi-socket quality inspection system and describes the workfow of this system,The fow charts of the system , subsystems and circuit control system are provided in this paper.
Key words:socket; detection system; mass detection
收稿日期:2015-12-01
作者简介:毛行标,本科,讲师。梁厚超,本科,副教授。
基金项目:多功能开关在线检测关键技术研究(编号:2015-KJZX135)。
猜你喜欢
建筑与预算(2022年6期)2022-07-08
广东第二课堂·初中(2018年12期)2018-02-13
科技传播(2016年19期)2016-12-27
软件工程(2016年8期)2016-10-25
科技视界(2016年22期)2016-10-18
中国质量监管(2016年10期)2016-07-10
科技视界(2016年2期)2016-03-30
学苑创造·A版(2016年1期)2016-03-10