
压装机的质量判定方法研究
2016-06-23 02:53:18陈吉龙邵燕翔赵金达
工程与试验 2016年1期
陈吉龙,邵燕翔,赵金达
(长春机械科学研究院有限公司,吉林 长春 130103)
压装机的质量判定方法研究
陈吉龙,邵燕翔,赵金达
(长春机械科学研究院有限公司,吉林 长春 130103)
摘要:准确稳定且多样化的质量判定方法是一台高端压装机生产装配出合格产品的关键,是产品质量的保证。本文针对压装机的质量判定方法进行了全面的分析与研究,认为压装机的质量判定方法可分为区域判定和包络线判定两类,并分别给出了两类判定方法包含的子方法及其核心算法。最后,讨论了各种判定方法的特点和应用前景。
关键词:压装机;质量判定;区域判定;包络线判定
1引言
压装机是一种非常普遍的机械加工设备,既可以独立加工某种零件,也可以位于一条生产装配线中作为某种产品的某一道工序的加工设备[1-2]。压装机的主要工作原理是把一个零件压入到另一个零件中,并且把此过程中通过压力传感器与位移传感器所采集的数值绘制成压装曲线,进而通过质量判定方法判断本次加工的零件是否合格。
质量判定方法是压装机的核心组成部分,质量判定方法的准确与否是关系到产品质量与产量的关键问题。质量判定方法主要包括两类,分别是区域判定方法和包络线判定方法。
区域判定方法是指在压力与位移形成的二维坐标系中,压装曲线要满足穿过或停留在一个矩形区域才算质量合格,而包络线判定方法是指根据以往产生的压装曲线来对新生成的压装曲线的每个数据点进行计算,进而判定其质量是否合格。区域判定方法包括左进右出方法、左进上出方法、左进不出方法、下进右出方法、下进上出方法和下进不出方法,而包络线判定方法则包括压装曲线比较方法与压装曲线残差平方和方法。
2区域判定方法
因为压装曲线是采集一点画一点,所以它实际上是许多线段连接起来的折线。区域判定方法的主要判定思想就是确定线段与矩形区域边框的交点位置。以下讨论假设矩形区域为a≤x≤b,c≤y≤d。
图1所示为左进右出方法判定下的合格压装曲线,左进右出方法的算法如下:
(1)矩形区域的左边对应的直线为x=a,压装曲线中第一个横坐标大于a的点为p1(x1,y1),p1的前一点为p2(x2,y2)。根据公式求得直线p1p2与直线x=a的交点纵坐标为y=(y1-y2)/(x1-x2)×a+y1-(y1-y2)/(x1-x2)×x1,如果满足c≤y≤d,则判定压装曲线从矩形区域的左边进入。
(2)当压装曲线数据点横坐标x满足a≤x≤b时,如果其纵坐标y满足c≤y≤d,则判定压装曲线没有从矩形区域的上边或下边穿出。
(3)矩形区域的右边对应的直线为x=b,压装曲线中第一个横坐标大于b的点为p3(x3,y3),p3的前一点为p4(x4,y4)。根据公式求得直线p3p4与直线x=b的交点纵坐标为y=(y3-y4)/(x3-x4)×b+y3-(y3-y4)/(x3-x4)×x3,如果满足c≤y≤d,则判定压装曲线从矩形区域的右边穿出。
同时满足以上3点的压装曲线是在左进右出方法判定下的合格曲线。
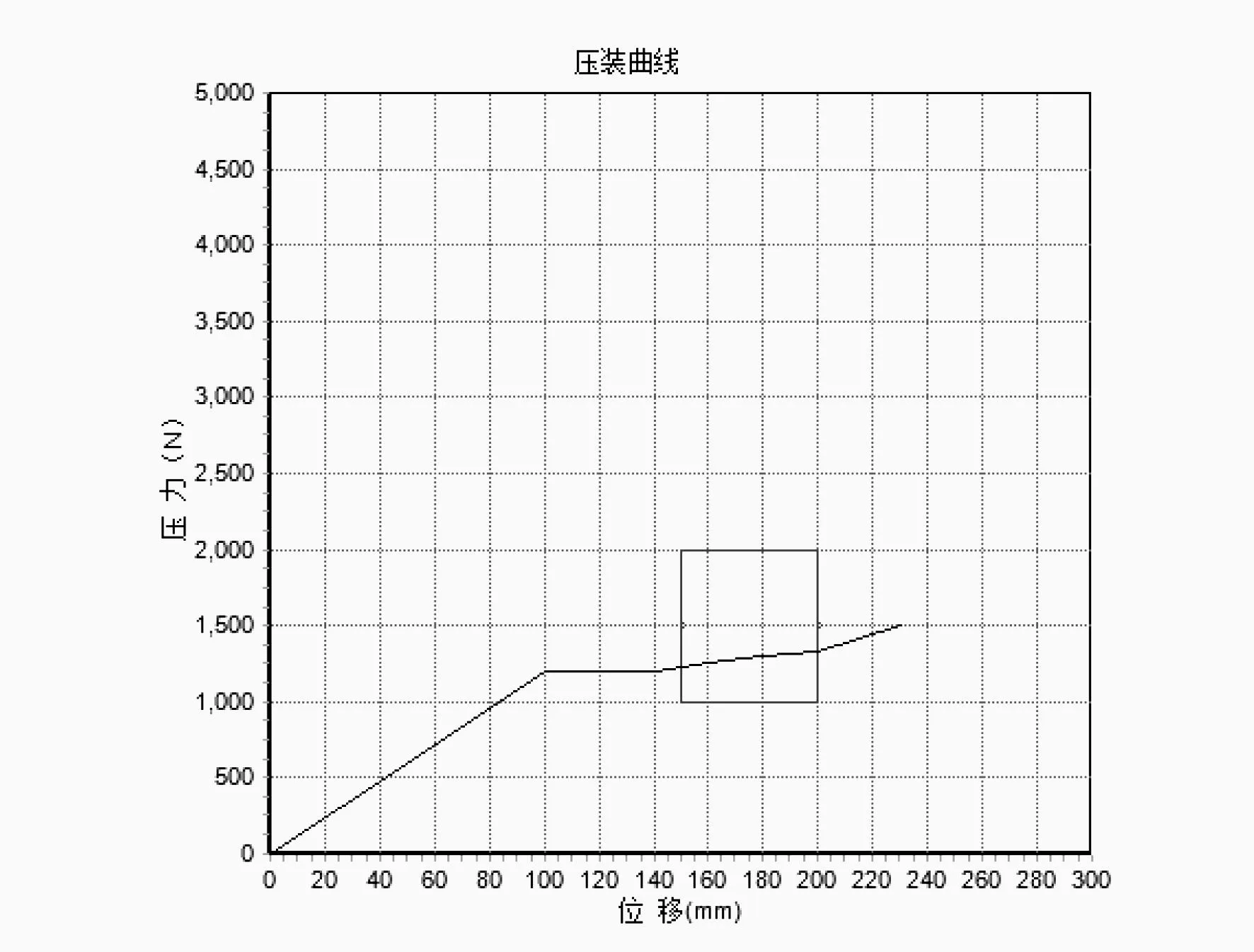
图1 左进右出方法判定下的合格压装曲线
图2所示为左进上出方法判定下的合格压装曲线,左进上出方法的算法如下:
(1)与左进右出方法(1)相同。
(2)当压装曲线数据点横坐标x满足a≤x≤b时,如果其纵坐标y满足c≤y,则判定压装曲线没有从矩形区域的下边穿出。
(3)矩形区域的上边对应的直线为y=d,压装曲线中第一个纵坐标大于d的点为p3(x3,y3),p3的前一点为p4(x4,y4)。根据公式求得直线p3p4与直线y=d的交点横坐标为x=(d-y3+(y3-y4)/(x3-x4)×x3)/((y3-y4)/(x3-x4)),如果满足a≤x≤b,则判定压装曲线从矩形区域的上边穿出。
同时满足以上3点的压装曲线是在左进上出方法判定下的合格曲线。
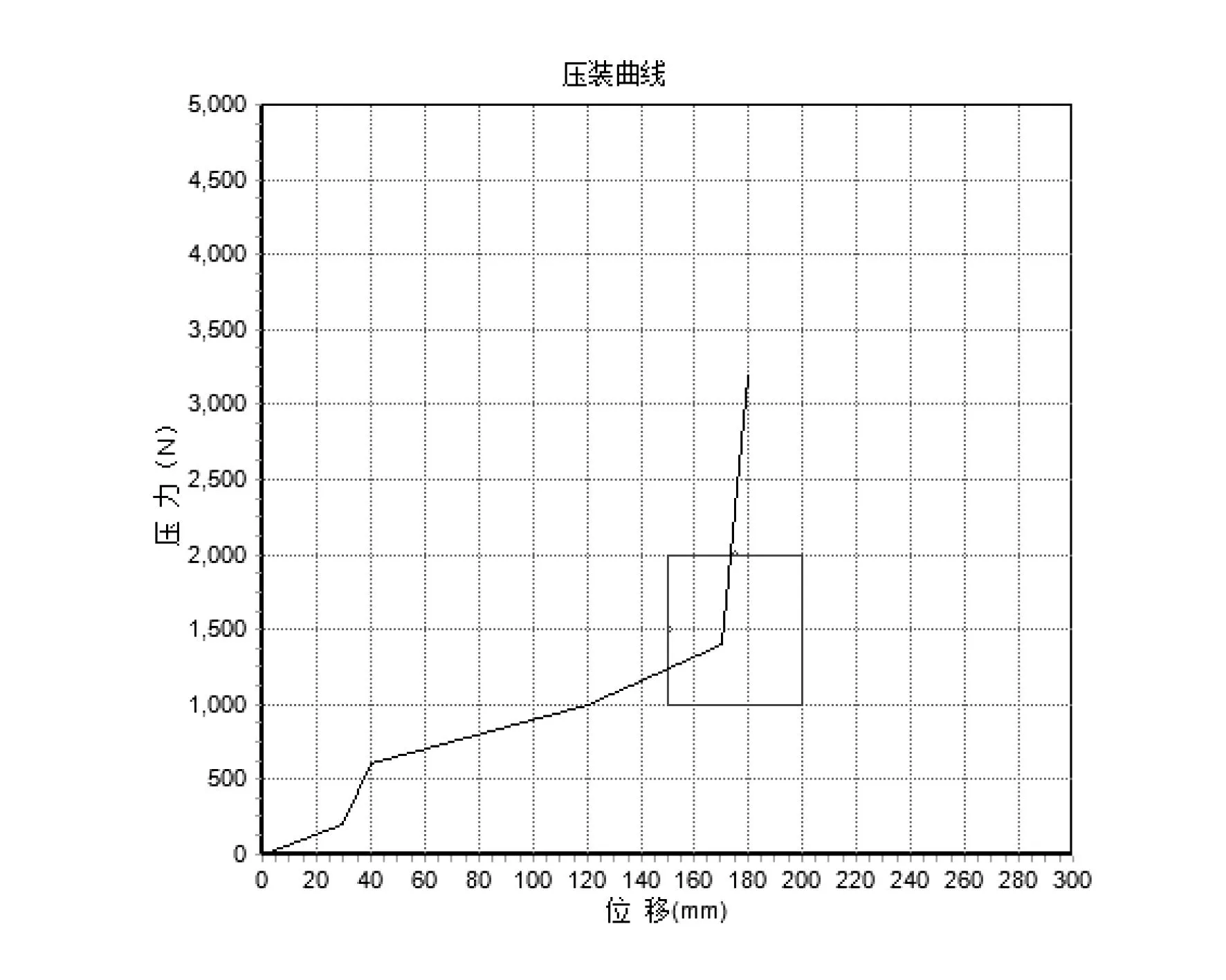
图2 左进上出方法判定下的合格压装曲线
图3所示为左进不出方法判定下的合格压装曲线,左进不出方法的算法如下:
(1)与左进右出方法(1)相同。
(2)当压装曲线进入矩形区域后,若对于任意新增加数据点的横坐标x,满足a≤x≤b且纵坐标y满足c≤y≤d,则判定压装曲线没有从矩形的任何一边穿出。
同时满足以上2点的压装曲线是在左进不出方法判定下的合格曲线。

图3 左进不出方法判定下的合格压装曲线
图4所示为下进右出方法判定下的合格压装曲线,下进右出方法的算法如下:
(1)矩形区域的左边对应的直线为x=a,下边对应的直线为y=c,压装曲线中第一个横坐标大于a且纵坐标大于c的点为p1(x1,y1),p1的前一点为p2(x2,y2)。根据公式求得直线p1p2与直线y=c的交点横坐标为x=(c-y1+(y1-y2)/(x1-x2)×x1)/((y1-y2)/(x1-x2)),如果满足a≤x≤b,则判定压装曲线从矩形区域的下边进入。
(2)当压装曲线进入矩形区域后,若对于任意新增加数据点,当其横坐标x满足a≤x≤b时,纵坐标y满足c≤y≤d,则判定压装曲线没有从矩形区域的上边或下边穿出。
(3)与左进右出方法(3)相同。
同时满足以上3点的压装曲线是在下进右出方法判定下的合格曲线。

图4 下进右出方法判定下的合格压装曲线
图5所示为下进上出方法判定下的合格压装曲线,下进上出方法的算法如下:
(1)与下进右出方法(1)相同。
(2)当压装曲线进入矩形区域后,若对于任意新增加数据点,其横坐标x满足a≤x≤b时,纵坐标y满足c≤y,且当c≤y≤d时,满足a≤x≤b,则判定压装曲线没有从矩形区域的下边、左边或右边穿出。
(3)与左进上出方法(3)相同。
同时满足以上3点的压装曲线是在下进上出方法判定下的合格曲线。

图5 下进上出方法判定下的合格压装曲线
图6所示为下进不出方法判定下的合格压装曲线,下进不出方法的算法如下:
(1)与下进右出方法(1)相同。
(2)与左进不出方法(2)相同。
同时满足以上2点的压装曲线是在下进不出方法判定下的合格曲线。

图6 下进不出方法判定下的合格压装曲线
3包络线判定方法
压装曲线比较方法的算法如下:从已经产生的压装曲线中选择一条最为标准的曲线,使用非线性最小二乘法将该压装曲线(实际是由若干点组成的折线)进行曲线拟合[3-4],将拟合后的曲线向上平移一个距离d,得到曲线y=f1(x),并且向下平移一个距离d,得到曲线y=f2(x)。这样便形成了由两条曲线组成的一片不规则区域,这个区域称为比较区域。当压装新的零件并绘制压装曲线时,若对于每一个新增的数据点p(x,y),都满足f2(x)≤y≤f1(x),则该压装曲线是在压装曲线比较方法判定下的合格曲线。
压装曲线残差平方和方法的算法如下:在已经产生的压装曲线中选出a(a为常数)条标准曲线,分别使用非线性最小二乘法将a条压装曲线进行曲线拟合。以一定间隔xi=i△x(△x为常量,i=1,2,3…)离散所有拟合后的曲线,这样便得到a条对应点横坐标相同而纵坐标不同的离散曲线。对相同xi的点求纵坐标的平均值yi,再对(xi,yi)进行曲线拟合得到最终的标准曲线y=f(x)。当压装新的零件并绘制压装曲线时,对于每一个新增的数据点p(x,y),计算残差e=y-f(x),得到残差数组,再对残差数组求平方和h。如果h<ε(ε为常数),则该压装曲线是在压装曲线残差平方和方法判定下的合格曲线。
4应用分析与比较
区域判定方法适合对压装曲线的某个特征部分有要求的压装结果判定,其中,左进右出方法常用于判断压装曲线在一定位移范围内压力是否平稳,下进上出方法常用于判断压装曲线在一定位移范围内压力是否突增,左进上出方法和下进右出方法常用于判断压装曲线的拐点是否在一定的压力和位移范围内,左进不出方法和下进不出方法常用于判断压装曲线的终点是否在一定的压力和位移范围内。包络线判定方法适合对压装曲线整体走势有要求的压装结果判定,其中,压装曲线比较方法关注每一个数据点与标准曲线的偏离情况,压装曲线残差平方和方法关注新的压装曲线与标准曲线的总体偏离情况。以上这些判定方法可以混合使用,以期生产出更高质量的产品。
5结束语
本文研究的压装机质量判定方法对压装机装配出合格的产品有着重要意义,通过对以上这些判定方法的合理使用,可以准确有效地识别生产出来的产品是成品还是次品。接下来的研究重点在于改善算法,提高判定效率以及提出更多的质量判定方法。
参考文献
[1]左英杰,姚新港.压装机液压系统改进[J].液压与气动,2012,(4):11-13.
[2]吕希胜,朱军.新型汽车变速箱压装机控制系统的设计[J].组合机床与自动化加工技术,2006,(6):31-34.
[3]陈光,任志良,孙海柱.最小二乘曲线拟合及Matlab实现[J].兵工自动化,2005,(3):12-14.
[4]吕喜明,李明远.最小二乘曲线拟合的MATLAB实现[J].内蒙古民族大学学报,2009,(2):76-79.
Study on Quality Decision Method for Press Mounting Machine
Chen Jilong,Shao Yanxiang,Zhao Jinda
(Changchun Research Institute for Mechanical Science Co.,Ltd.Changchun 130103,Jilin,China)
Abstract:Stable and various quality decision methods are the key part of a high-end press mounting machine,and are the assurance of product quality.The quality decision methods for press mounting machine are analyzed and studied in this paper.The quality decision methods for press mounting machine are composed of region decision and envelope decision,and the sub-methods and core algorithms are presented.Finally,the characteristics and application of the various methods are discussed.
Keywords:press mounting machine;quality decision;region decision;envelope decision
中图分类号:TH115
文献标识码:B
doi:10.3969/j.issn.1674-3407.2016.01.027
