舰船修理期间船体变形因素分析及测量方法研究
2016-06-23 13:28:43刘亦敏
中国修船 2016年4期
刘亦敏
(中国舰船研究设计中心,湖北 武汉 430064)
维修理论
舰船修理期间船体变形因素分析及测量方法研究
刘亦敏
(中国舰船研究设计中心,湖北 武汉 430064)
文章结合某型船推进柴油机出舱工程,分析了舰船等级修理或改换装期间船体变形产生的原因、种类以及对舰载武器系统等的影响;结合目前的应用现状,对常用的船体变形测量技术研究方法进行了介绍,包括应变片测量法、光学测量法、惯性测量法及摄像测量法。着重研究了摄像测量在大型设备出舱工程中的应用情况,对开展修理中的变形监测与控制具有理论及实践指导意义。
舰船;船体变形;设备出舱;变形测量;摄像测量
舰船船体是由金属材料制成的,本身具有很高的硬度和刚性,但船体是由龙骨、肋骨等金属框架支撑的薄板结构,虽然在安装大型设备的部位都进行了紧固,但在自身载荷、波浪、施工操作等外部环境和应力影响下,船体仍会发生变形。
船体结构变形包括静态变形和动态变形,可分为如下几种情况:①由于所载货物和燃料的变化以及船体不均匀日晒等因素的影响导致的静态变形,即在瞬时检测中可以认为是不变的;②由于海浪的冲击、船体运动干扰及人为操作等因素引起动态变形,即就检测时间而言,变化较快;③舰船在等级修理或改装期间,由于大型设备进出舱,甲板开口、加强、回装等操作导致的甲板结构局部变形。
近年来,各种型号舰船的修理和改装进入了高峰期,尤其是大批量舰船使用时间达十年以上,面临大型设备的出舱修理、换新换型等工程。例如某型船等级修理暨巡航柴油机出舱换新工程,该工程涉及船体多层甲板的大型开口及部分主要结构的拆除及恢复等。文章就修理或改装期间,船体变形的分类、能引起变形的主要因素、不同的变形量测量方法等进行研究与分析,并对摄像测量法在测量修理期间船体变形上的应用进行了重点研究。
1 船体结构变形因素分析
现代舰船的武器系统对精度和可靠性等要求日益提高,而各武器系统均以所处甲板位置准确的局部姿态为依据。如图1所示,当甲板出现变形时,主惯性导航系统与雷达系统、武器系统之间就会出现一个坐标失调角,将使得各站位点处的局部姿态与主惯性导航姿态存在较大的差异,会引起传递对准的误差[1-2],可能严重影响舰载武器系统的精度。

图1 船体结构变形影响示意图
船体在修理或改装的过程中,其结构上原先的受力平衡被破坏,建立起另一种新的受力平衡的过程就是变形。变形是无处不在的,有些变形通常没有对舰船结构的正常使用产生影响,而有些超过限制的变形会导致结构功能失效甚至是无法正常使用,必须避免或消除。
从修理或改装期间的施工工艺过程来看,其变形主要分为以下几种:施工期间的气割、焊接变形;结构大开口的设置带来的局部变形;持续受力构件被破坏、结构受力增加或舰船吃水变化等导致的变形。
1.1 气割、焊接变形
施工期间在船体甲板、部分设备基座、工艺口上进行切割、焊接,在开口区域周围增加支柱,焊接吊耳等操作均可能导致变形。
气割是局部加热和快速冷却的过程,气割热源(主要是燃烧反应热)作用切口区的材料被加热到相变点以上,产生塑性变形,周围的材料也因此受到热影响,在冷却时部分变形不能恢复,造成永久变形。
结构焊接是一种不均匀的加热过程,可分为在焊接热过程中发生的瞬态热变形及在室温条件下的残余变形。焊接过程中,焊缝区域受热部位膨胀,周围不受热部位阻止受热部位膨胀而产生的压缩塑性变形,冷却后焊缝及其附近钢材因收缩而造成结构件产生应力变形[3]。
1.2 结构大开口引起的局部变形
主要是修理或改装期间船体内部结构的改变,如因大型设备出舱需要而设置的结构大开口、强结构、横梁、舱壁等的破坏。大开口主要位于甲板、轻围壁、主横舱壁或舷侧外板上。开口过大容易造成开口周围变形,舰船停靠在码头时,可认为处于静水状态,会发生左右侧内缩变形,若开口周围甲板上还放置部分设备,可能造成变形加剧。若开口位于舷侧外板上则容易造成上方外板塌陷而引起变形。
图2所示为某型船推进柴油机出舱工程中某甲板的开口位置图,图3所示为开口甲板的结构加强示意图。
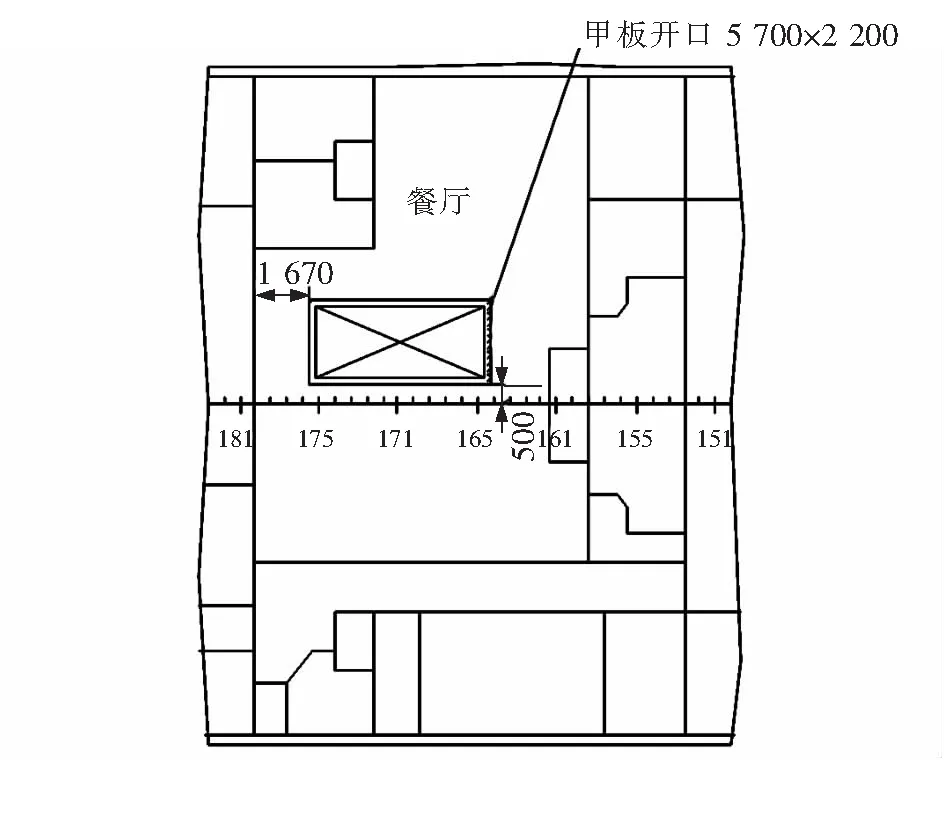
图2 某型船推进柴油机出舱工程中某甲板开口位置图
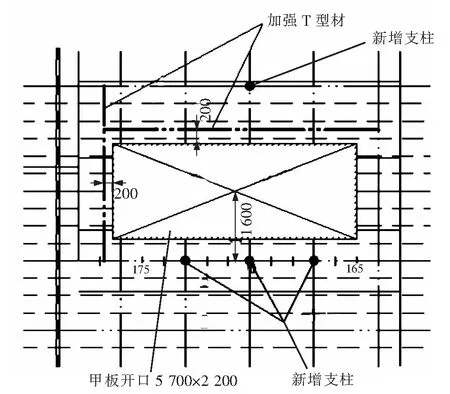
图3 开口甲板结构加强示意图
该开口大小为5 700 mm×2 200 mm,尽管尽量避开了舱室及强结构等部位,并在开口前用支柱及T型材进行了加强。但由于施工环境、周期、开口工艺及天气等因素的影响,如此大的开口仍可能对甲板及周围结构产生影响,导致变形。
1.3 持续受力构件被破坏或结构受力增加导致的变形
新时代推进国家治理体系和治理能力现代化,更加需要在预防腐败、营造“孝廉文化”氛围、开展“孝廉文化”教育,筑牢官员廉洁从政的“道德心理”防线方面下功夫。“孝与廉是人之为人的基本价值,孝廉文化是人类文明体系的重要基础和有机内容,孝廉文化建设在当代中国社会主义文化建设和国家治理中具有基础性的重要地位。”[2]
持续受力的构件,尤其是船体的纵向构件受到破坏时,会引起总纵强度弱化,从而可能致使船体整体的变形,这种变形可能是纵向的也可能是横向的[4]。这种情况往往出现在改装过程中,如某些舱室加改舱壁,造成横断面上的部分纵向构件被切割,需密切关注切开后的断面平整度及尺度等,必要时需辅以加强措施。
关于结构受力增加导致变形则多发生在大型设备出舱的过程中。如某型船的推进柴油机出舱,2台柴油机各自质量约25 t,为了尽量减小甲板开口,2台机器共用一个出舱通道。待第一台机器出舱后,需在甲板下方强结构上安装吊码等工装设施,利用葫芦等将第二台机器起吊至一定高度并固定,然后在下方进行操作施工。安装吊码的位置往往也是大开口处的甲板附近,该甲板在结构大开口的同时,还将持续承受较大的拉力,成为加剧甲板变形的可能因素之一。
1.4 其它
历经多年使用,需要高级别修理或改装的舰船,通常吃水会增加不少。船舶结构板材厚度和内部构件的尺寸大小,与船舶吃水直接相关。若吃水增加,则结构的实际应力将会大大超过其许用应力,容易使船中部区域产生变形,出现中拱或中垂的现象。
在等级修理或改装施工期间,以上几种变形往往是相互作用的,导致对各种因素引起的变形测量与控制更为复杂。
2 结构变形的测量方法研究
目前,可采取的变形测量方法多种多样,使用最为广泛的是应变传感器测量、光学测量等。近年来,随着惯性导航技术、摄影测量学、计算机视觉等学科的发展,惯性测量和摄像测量也成为测量变形的新兴手段。
2.1 应变传感器测量
应变测量是在被测部位安装应变片来测量变形的技术,可用电阻式、电感式等传感器。通过测量局部线性形变,采用计算方法将长度变形换算为失调角[5]。该方法简单、直观、可操作性强,在工程上应用非常广泛,如在龙骨上粘贴应变片等。但是由于舰船结构庞大、复杂,且传感器容易受到外界环境的影响,信号质量较差,很难达到所要求的精度,只能用于船体变形的大致测量。
光纤光栅传感器测量也属于应变法的一种,能实现多物理量的测量,具有测量点多、信息大的优点。但光纤测量是由人工完成传感器的粘贴,难以保证传感器的安装位置,导致测量精度降低,同时,若结构的应变方向与光纤轴不重合,将会影响测量的真实性。
2.2 光学测量
光学测量是借助各种光学仪器通过光路的折、反射传递,计算光点的位移来测量相对变形的一种方法。该方法既可以测量弯曲变形,也可以测量扭转变形,采用现代图像处理技术,实现了变形量的实时测量。
激光测振仪是其中的一种光学仪器,能实现非接触远距离测量,因其精度高、速度快、抗干扰能力强,得到了迅速广泛的应用。激光测振仪利用多普勒原理来测量物体的位移、速度、加速度等数据,利用载波技术将被测物理量的信息转换成为调频或调相信号,最后计算所测频率与波源的频率之差[6]。
但在实际操作中,由于仪器出现振动问题、不能同时多点测量、设备成本较高、结构过于庞大等原因,在军用舰船领域应用较少。
2.3 惯性测量
惯性测量是通过惯性技术或装置对船体变形进行测量的1种方法。在船舶上2个不同的部位安装2个惯性测量组件,若这2个部位之间没有变形,则两坐标系平行,2个惯性测量组件的输出是一致的。若2个部位之间存在变形,两坐标系出现不平行情况,2个惯性测量组件所测量出的载体运动也不相等,利用两惯性测量组件输出信息之差,采用卡尔曼滤波来估算变形角则可得出相对变形量。船体的永久性变形则可直接采用陀螺经纬仪进行测量[7-8]。
2.4 摄像测量
摄像测量法是在沿舰船长度方向设一些发光点,采用大景深摄像机用同步摄影法测量不同时刻发光点的相对位移,对图片进行预处理(如滤除噪声,线性增强等),根据特征点坐标的位移来确定变形。
国防科技大学提出的像机链位姿传递摄像测量方法针对大多数舰载武器系统与主基准之间不存在直接通视光路的情况,设置了由摄像机与标志物组合构成的像机链,利用待测目标、像机链和测量基准共同构成了一个折线光路进行位姿姿态传递[9-10]。该方法可用于测量在舰船使用过程中所累积的静态变形及由于转舵、碰撞等造成的动态变形。
在等级修理或改装期间,由于甲板等结构开口带来的变形,可采用更为简便的传统摄像测量方法,比较开口前后的指定测量部位特征点的位移情况。从图4知,测量开口各部位的像机将拍摄到的图像信息传输到分计算机中,各分计算机对图像进行预处理,提取各特征点对应的图像坐标,传输至主计算机,实时测量并显示不同时间下特征点坐标的变化情况[11],最终通过比较分析得出变形量。

图4 摄像测量系统结构布置图
该种测量方法比传统的接触式测量方法更简单、直观、方便,不会对船体结构造成任何损坏,也不需要安装传感器,为舰船修理或改装期间变形的测量提供了可能性。
除此之外,还有GPS测量法、液体压力测量法、大钢管基准法等。
3 结束语
船体变形测量的方法尽管很多,但大多数方法的精度、可操作性、费用等无法满足要求。对于修理或改装期间的变形测量来说,无需实时测量,比较而言,摄像测量方法具有良好的技术优势与发展前景,是目前较为合适的方法之一。
[1] 万德钧, 刘玉锋. 消减舰船变形的影响和为全舰提供高精度姿态基准[J].中国惯性技术学报,2005, 13(4):77-82.
[2] 郑梓祯, 刘德耀, 蔡迎波. 船用惯性系统试验安装标校与变形测量[J].中国惯性技术学报,2004, 12(4):1-6.
[3] 黎思敏, 范伟琳. 某型舰修理改装期间船体变形控制研究:船舶维修理论与应用[C].北京:中国造船工程学会修船技术学术委员会,2011.
[4] C.A.库兹米诺夫. 船体结构的焊接变形[M]. 工承权,译.北京:国防工业出版社, 1978.
[5] 汪顺亭, 汪湛清, 朱昀火召,等. 船体变形的监测方法及其对航向姿态信息的修正[J]. 中国惯性技术学报, 2007, 15(6): 635-637.
[6] 陈学友. 基于摄像测量变形识别方法研究[D]. 南京: 南京航空航天大学, 2011.
[7] 周金亮,赵岩峰. 舰船变形研究[J]. 舰船电子工程,2010, 30(5): 198-200.
[8] 朱昀火召, 汪顺亭, 缪玲娟,等. 船体变形测量技术综述[J]. 船舶工程,2007, 29(6): 58-60.
[9] Yu Q, Jiang G,Fu S, et a1. Fold-ray videometrics method for the defornmion measurement of nonintervisible large structures[J]. Applied Optics,2009, 48(24):4683-4687.
[10] 姜广文. 像机链位姿传递摄像测量方法及船体变形测量研究[D]. 长沙: 国防科学技术大学, 2010.
[11] 于起峰,陈宏伟,刘肖琳.基于图像的精密测量与运动测量[M].北京:科学出版社,2002.
Combined with the propulsion diesel engine extract from the cabin,the reasons,kinds and influence for weapon shipboard are analyzed for hull deformation during warship hierarchical maintenance or refitting.According to present applicatin,some usual measurements for hull deformation are introduced including strain gauge measurement,optics measurement,strapdown inertia measurement and photography measurement,among which the photography measurement is mainly researched in its application in large equipment extraction.That is of great significance theoretically and practically for monitoring and controlling deformation in ship maintenance.
warship;hull deformation;equipment extraction;deformation measurement;photography measurement
刘亦敏(1986-),女,湖北荆州人,工程师,硕士,研究方向为舰船综合保障。
U672
10.13352/j.issn.1001-8328.2016.04.013
2016-04-20
猜你喜欢
舰船科学技术(2022年21期)2022-12-12 08:07:10
舰船科学技术(2021年12期)2021-03-29 01:28:44
船舶标准化工程师(2020年1期)2020-06-12 09:16:34
国防(2017年12期)2017-04-09 07:52:09
反射疗法与康复医学(2017年7期)2017-01-16 01:11:18
电测与仪表(2016年16期)2016-04-12 00:25:32
舰船科学技术(2016年1期)2016-02-27 15:39:26
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27 06:31:38
印制电路信息(2015年6期)2015-12-30 12:57:58
实用手外科杂志(2015年2期)2015-08-28 09:50:44