铝-镀锌钢板脉冲旁路耦合电弧MIG焊热循环曲线的测定
2016-06-21 07:02:48江苏省特种设备安全监督检验研究院苏州分院陆晓辉吕文涛周浩康兰州理工大学有色金属合金及加工教育部重点实验室
电子世界 2016年11期
江苏省特种设备安全监督检验研究院苏州分院 王 钊 陆晓辉 吕文涛 周浩康兰州理工大学有色金属合金及加工教育部重点实验室 石 玗
铝-镀锌钢板脉冲旁路耦合电弧MIG焊热循环曲线的测定
江苏省特种设备安全监督检验研究院苏州分院 王 钊 陆晓辉 吕文涛 周浩康
兰州理工大学有色金属合金及加工教育部重点实验室 石 玗
【摘要】介绍了脉冲旁路耦合电弧MIG焊(Pulsed DE-GMAW)的基本原理并利用该系统对铝、镀锌钢板进行堆焊试验。焊接过程中采用接触式测量法对不同旁路电流参数下的母材热循环曲线进行测定,为降低母材热输入,优化焊接工艺提供 重要依据。
【关键词】脉冲旁路耦合电弧MIG焊;铝-镀锌钢板;热循环曲线
随着焊接科技的不断进步以及社会对环境保护、节能减排的日益重视,“铝+钢”双金属结构在越来越多的领域受到人们的重视。铝具有比强度大、重量轻、耐腐蚀等一系列优点,铝与钢的连接具有广泛的应用前景。例如汽车工业中,用铝及其合金代替钢是降低结构重量、提高机械性能的重要措施[1-2]。然而,由于铝和钢在熔点、线膨胀系数等热物理能上存在较大差异,因此实现铝-钢的焊接较为困难,而且铝和钢在接触界面容易产生大量脆性金属间化合物,严重影响接头的力学性能[3-4]。近年来,国内外学者利用钎焊、激光焊、搅拌摩擦焊等技术对铝-钢异种金属的焊接进行了一系列研究,结果表明:降低母材热输入,减少界面区金属间化合物的生成是铝-钢焊接的关键[5-7]。本文利用脉冲旁路耦合电弧MIG焊(Pulsed DE-GMAW)对铝、镀锌钢板进行焊接,同时采用接触式测量法对不通旁路电路参数下母材的热循环曲线进行测定,研究旁路电流对焊接热输入的调节作用,为优化焊接参数、提高接头性能供参考依据。
1 焊接系统及热循环曲线测量系统
1.1 脉冲旁路耦合MIG焊实验系统
图1为脉冲旁路耦合电弧MIG熔钎焊(Pulsed DE-GMAW )试验系统结构图,该系统由两个脉冲电源分别与一个MIG焊枪和一个TIG焊枪相连,主路为MIG焊枪,旁路为TIG焊枪。各焊接回路中的电流有如下关系:
Ibm=I-Ibp(1)
其中:Ibm为流入母材电流,Ibp为旁路电弧电流,I为焊丝熔化电流。由公式(1)可知,在总电流保证焊丝高熔敷率的前提下,通过调节旁路电流和主路电流,可以控制流入母材的电流,从而在大电流高熔敷率的条件下合理分配母材热输入。同时,脉冲电源的引入,有利于进一步精确控制母材热输入和进一步促进小电流下熔滴的稳定过渡,可在远低于传统MIG焊自由过渡临界电流的情况下保持稳定的射滴过渡过程。该实验系统中主路电源采用德国DALEX VIRO MIG-400L数字脉冲焊机,旁路电源采用一台某型号开放接口的数字脉冲焊机,另外还包括工业控制计算机、采集卡等硬件系统和基于xPC的快速原型软件系统。

图1 脉冲旁路耦合电弧MIG熔钎焊(Pulsed DE-GMAW )试验系统结构图
1.2 热循环曲线测量系统
采用接触法测量不同焊接参数下母材的热循环曲线,测量系统硬件由K型热电偶、ADAM-4018温度采集模块和软件Adam.net Utility 等组成。ADAM-4018模块是一个16位八通道而且能记录数据的模拟量输入模块,所有通道都提供了可编程的输入范围,这个模块可以保存测量结果超过380000条。ADAM-4018模块可以测量多种不同的模拟信号,例如:热电偶、mV、V和mA,而且提供了三中记录设置模式:标准记录、事件记录、最小记录的模式,它提供了500VDC的输入隔离来保护模块,是工业测量和监控应用很好的一个解决方案。
2 焊接参数及测量工艺
在建立的Pulsed DE-GMAW实验系统平台上进行铝-镀锌钢板焊接工艺实验,并在焊接过程中测量母材的热循环曲线。焊丝采用直径1.2mm 的ER5356铝镁焊丝,母材为300mm*100mm*2mm的镀锌钢板,保护气为纯氩气。焊接试验采用平板堆焊的方式,焊前将镀锌钢板用铁砂布打磨并用丙酮清洗,以除去表面污渍。焊接过程中保持总电流77A不变,依次将旁路电流从0逐步增加到55A,具体焊接参数如表1所示。
焊接过程中采用接触测量法测定母材的热循环曲线测温时,利用焊偶仪将K型热电偶焊在母材背面焊缝下方,将采样频率设为100次/s,实时采集焊接过程中焊缝正下方母材的温度变化。测温系统所测得的温度数据取决于测温点的位置,即热电偶在母材背面焊接点的位置。为反映焊接温度场的分布,以焊缝中心背面正下方中心线为基准线,沿30°方向在距离中心线0mm、10mm、20mm、30mm、40mm的5点均匀分布热电偶,详见图2所示。焊接时电弧的位置对母材热循环曲线的测量有极大的影响。焊接开始前,首先将焊枪固定,让工件在一维方向反复移动多次调整焊件位置,最终使焊丝移动轨迹在热电偶分布基准线的正上方。

表1 Pulsed DE-GMAW法铝-钢工艺试验焊接参数
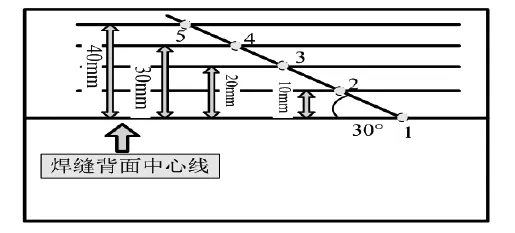
图2 测温点分布图
3 热循环曲线测定结果及分析
按照表1所示参数对铝-镀锌钢板进行焊接,并测量母材的热循环曲线,见图3。图3(a)所示的热循环曲线在测量过程中旁路电流降为零,母材电流为77A,焊接形式等同于传统的脉冲MIG焊。随后保持总电流不变,逐渐增加旁路电流,并相应降低母材电流,焊接得到的母材热循环曲线分别如图7(b)、(c)、(d)、(e)所示。
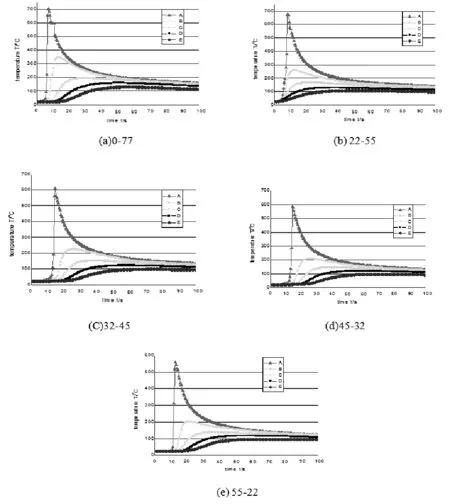
图3 Pulsed DE-GMAW热循环曲线Fig.3 Thermal circling curve of Pulsed DE-GMAW
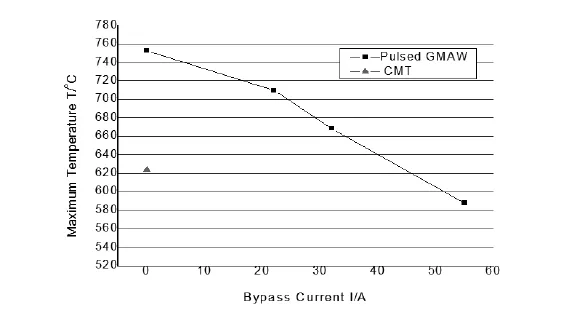
图4 热循环曲线最高温度示意图Fig.4 Maximum temperature of the Thermal circling curve
图4为热循环曲线的最高温度Tmax示意图。结合图3、图4可以发现:采用Pulsed DE-GMAW方法焊接时,随着旁路电流的增加,母材热循环曲线中的最高温度Tmax和保温时间t均降低,说明该焊接系统在总电流不变的情况下增加旁路电流,可以降低母材热输入,且旁路电流越大,母材热输入越小。
4 结论
(1)Pulsed DE-GMAW焊接系统在保证焊丝熔化电流不变的情况下通过旁路的引入来起到分流作用,可以减少流入母材的电流,显著降低母材热量输入,有利于得到高质量的铝-钢焊缝。
(2)当旁路电流为55A,母材电流为22A时,热循环曲线的最高温度为587.8℃,此时的母材热输入较小,因此,脉冲旁路耦合MIG焊独特的在铝-钢异种金属焊接方面具有广泛的应用前景。
参考文献
[1]刘绪功,王洪志,康剑.汽车覆盖件冲压工艺设计系统及其应用[J].机械工人冷加工,2006,(4)∶22-25.
[2]陈健,浦娟,吴铭方,等.铝及铝合金与钢连接技术研究进展[J].江苏科技大学学报,2008,22(2)∶39-44.
[3]李亚江,王娟,刘强.有色金属焊接及应用[M].北京∶化学工业出版社,2006.251-256.
[4]雷振,秦国梁,林尚扬.铝与钢异种金属焊接的研究与发展概况[J].焊接.,2006,(4)∶16-20.
[5]Roulin M.Strength and structure of furnace-brazed joints between aluminum and stainlesssteel[J].Welding Journal,1999,78(5)∶151-155.
[6]B.P.里亚博夫.铝及铝合金与其它金属的焊接[M].王义衡,赵瑞湘,译.北京∶宇航出版社,1990.
[7]张洪涛.铝-镀锌钢板CMT熔-钎焊机理研究[D].哈尔滨∶哈尔滨工业大学,2008.
作者简介:
王钊(1987-),男,山东济南人,硕士,现供职于江苏省特种设备安全监督检验研究院苏州分院,研究方向:特征设备检验及焊接技术。
猜你喜欢
建材发展导向(2021年16期)2021-10-12 05:39:24
有色金属(矿山部分)(2021年4期)2021-08-30 06:10:50
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25 01:40:48
表面工程与再制造(2019年3期)2019-09-18 01:35:16
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年2期)2017-05-17 03:42:17
安徽医科大学学报(2016年12期)2017-01-15 14:22:02
中国塑料(2016年10期)2016-06-27 06:35:28
焊接(2016年5期)2016-02-27 13:04:44
江西通信科技(2015年2期)2015-12-17 06:30:34