
基于灰色关联理论的汽车门内板注塑工艺多目标优化设计
2016-06-21 00:48:12刘杰黄瑶
现代塑料加工应用 2016年1期
刘杰 黄瑶
(江苏大学材料科学与工程学院,江苏 镇江,212013)
机械与模具
基于灰色关联理论的汽车门内板注塑工艺多目标优化设计
刘杰 黄瑶
(江苏大学材料科学与工程学院,江苏 镇江,212013)
摘要:以汽车门内板为研究对象,采用正交试验法选取熔体温度、模具温度、冷却时间、保压时间、保压压力为试验主要因素,运用moldflow软件研究了工艺参数对塑件翘曲变形量和体积收缩率的影响规律,建立了参数与塑件质量的灰色关联度模型,获得了同时满足翘曲变形和体积收缩率最小的组合工艺参数,将最优工艺参数应用到实际生产中,得到了符合要求的产品。
关键词:汽车门内板注塑工艺正交设计灰色关联模型翘曲变形体积收缩率
汽车的轻量化设计是汽车工业发展的主要目标之一,具有质轻、耐蚀、成型自由、可回收等特点的塑料在汽车上得到广泛运用。其中车用塑料中以玻璃纤维增强塑料具有较低的密度、优良的性能以及可循环使用等优点, 正在取代传统金属件在汽车前端模块、门板、油箱和底护板等零件中的应用。其中注射成型塑料件的翘曲变形是常见的产品缺陷之一,变形不仅会影响产品外观质量,更重要的是影响产品的装配精度,降低产品合格率。注射过程参数设计是一个非线性的耦合优化过程,众多学者都在注塑工艺塑料件的质量影响方面进行了研究。
本工作以翘曲变形量和最小体积收缩率为目标,将灰色关联分析与注射成型计算机辅助工程(CAE)相结合,优化获得了最佳的注塑工艺参数。
1塑件分析及成型方案
1.1塑件分析与网格划分
某公司生产的汽车门内板的三维如图1所示,尺寸为770 mm×581 mm×82 mm,平均厚度为2 mm,其材料为Ticona公司生产的CelstranPP/GF30(其中PP为聚丙烯,GF30为质量分数30%的玻璃纤维),塑件结构比较复杂,产品尺寸精度要求高,注射成型难度大。
图1 汽车门内板三维
在CATIA软件中建立汽车门内板计算机辅助设计(CAD)模型,由于产品的投影面积较大,且门内板属结构件没有特殊外观要求,在尽量减少料头并充分充填情况下,选用3个点浇口加一段冷流道潜伏式浇口设计。在塑件凹凸模两侧添加冷却水路,水路直径12 mm。
把模型导入hypermesh软件中,将模型数据转换中存在的一些错误如自由边、干涉、重叠面等进行修复,并随之进行模型网格划分,将其中尺寸较小的圆角、倒角等去掉,提高网格质量与匹配度。最后将划分好网格的模型导入moldflow中进行成型工艺分析,塑件网格划分后为图2所示。
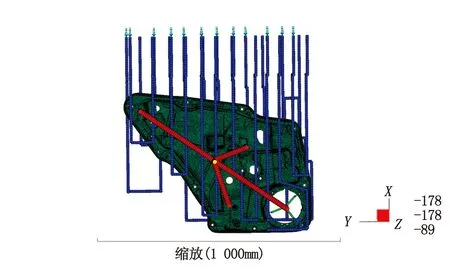
图2 热流道浇注系统及冷却系统
1.2成型工艺设定及试验
根据实际生产经验,选取模具温度、熔体温度、冷却时间、保压时间、保压压力为影响塑件翘曲变形量和体积收缩率的5个主要因素,分别标为A,B,C,D,E,由材料物性各因素的推荐值,在取值范围内,选取4个水平,正交试验设计如表1。
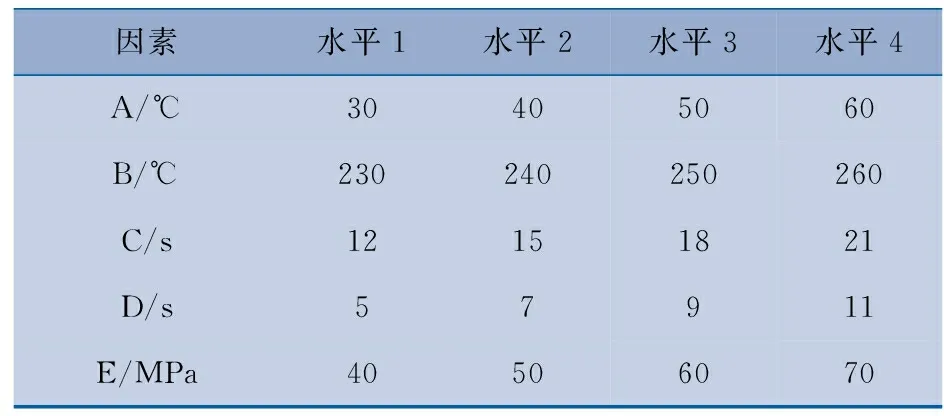
表1 注射工艺参数及水平设置
按照表1的注塑工艺参数,运用moldflow软件进行(填充+翘曲)模拟试验,试验结果如表2所示。
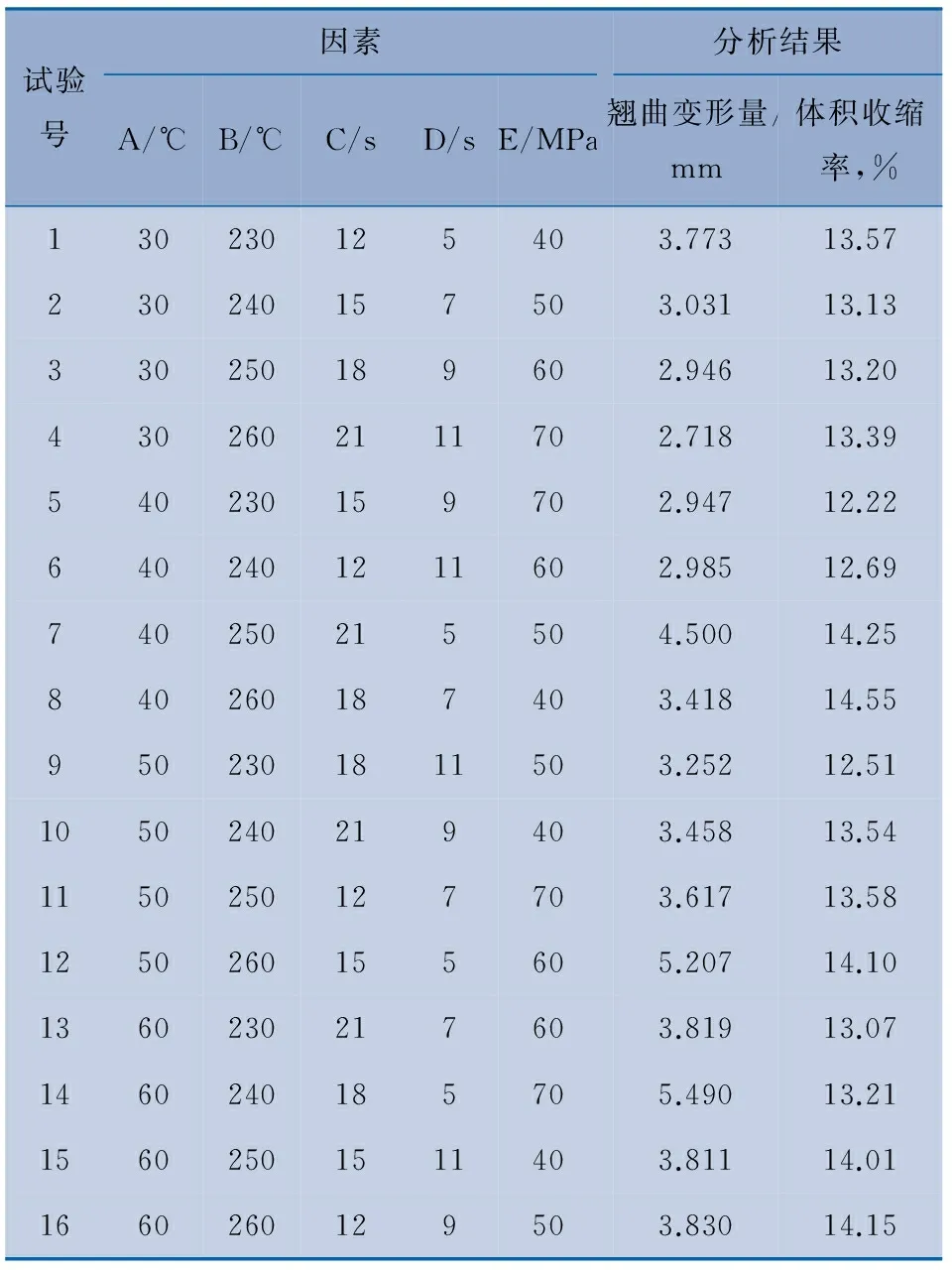
表2 正交试验方案及结果
1.3试验结果分析
表3、表4为产品的翘曲变形量及顶出时体积收缩率在各因素水平上的平均值,从试验的数据分析显示了各因素水平对塑件成型质量的影响。在较低的模具温度和较长的保压时间下,可以获得翘曲变形量小的产品,同时产品的体积收缩率也减小。冷却时间对产品的翘曲变形量和体积收缩率影响不明显,较大的保压压力可以获得体积收缩率较小的产品。由试验数据分析可得出最小的翘曲变形量和最小的体积收缩率因素指标序列,如表5。
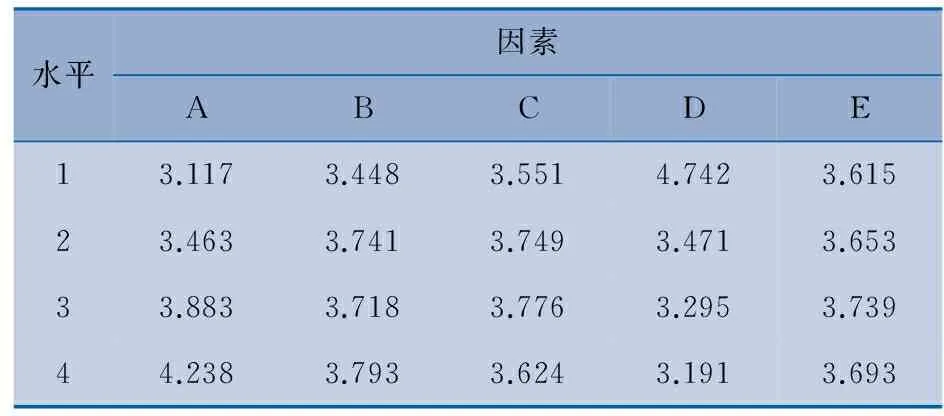
表3 翘曲变形量均值 mm
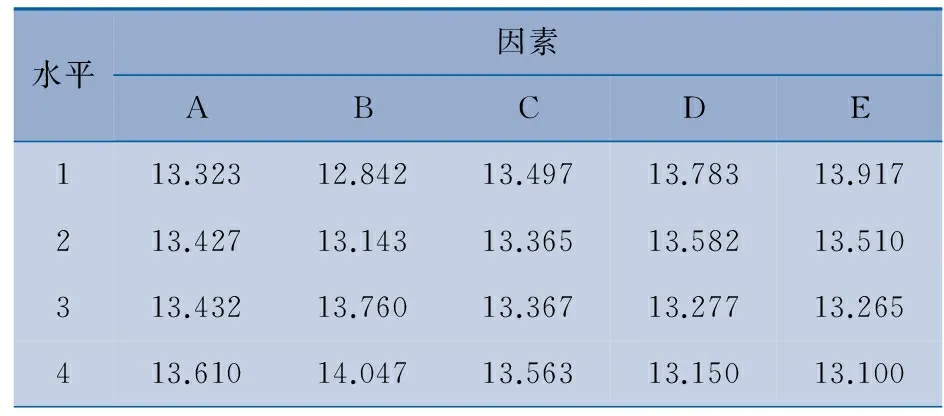
表4 顶出时体积收缩率均值 %
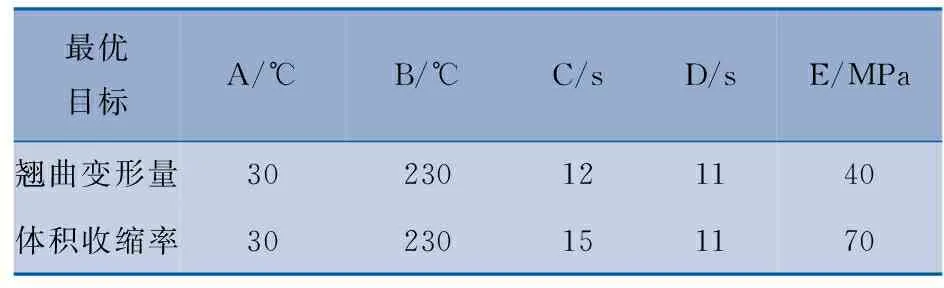
表5 最优因素序列
由表5的最优因素序列可知:获得最小翘曲变形量的最佳参数组合是A1B1C1D4E1,而获得最小顶出时体积收缩率的因素组合是A1B1C2D4E4,两者的最优参数组合不同,想要获得同时满足较小翘曲变形量和较小体积收缩率的产品,可以运用灰色系统关联度分析法(GRA),处理系统中部分确定和不确定信息,为注塑工艺参数和注塑件目标优化问题提供新的途径,将大大减少工作量。
2灰色关联度计算
2.1灰色关联度的计算
进行灰色系统分析时,选定系统行为特征的映射量后,还需进一步明确影响系统行为的相关因素。系统特征映射量和各个相关因素不同时,需对系统行为特征映射量和各个相关因素进行适当处理[1]。
2.2初值化及关联度计算
产品的翘曲变形量和体积收缩率越小,说明产品成型质量越好,最小翘曲最优序列为(30,230,12,11,40),对原始数据进行处理,使之无量纲化和归一化[2],根据灰色系统理论计算得到翘曲变形量灰色关联度见表6。
同理,对最小顶出时体积收缩率的最优序列(30,230,15,11,70)初值化后,计算得到体积收缩率的灰色关联度见表6。
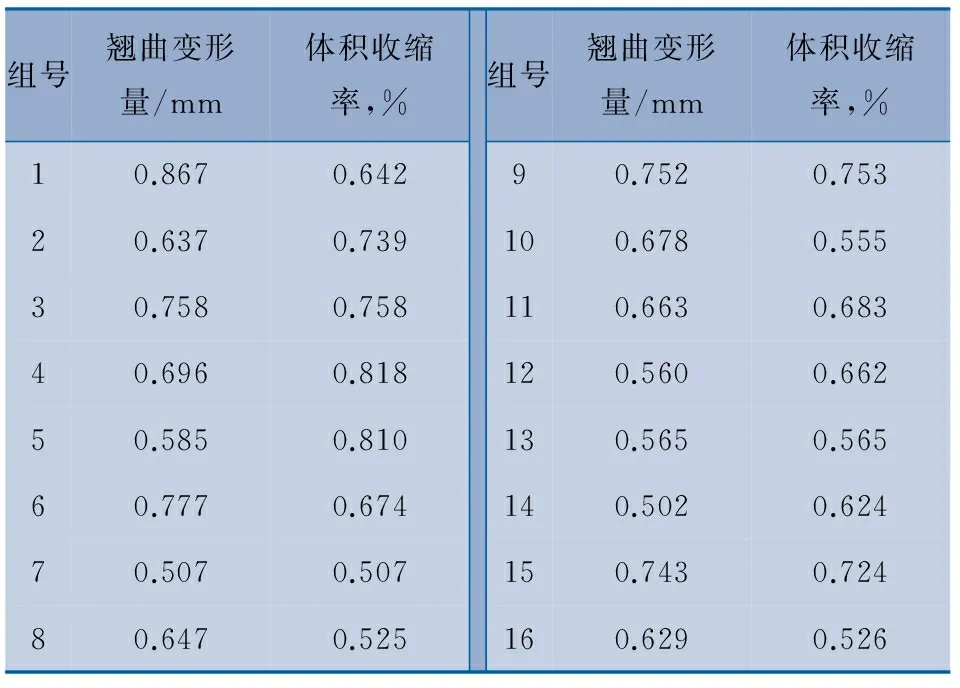
表6 灰色关联度
2.3多目标灰色关联度的方差分析
对翘曲变形量和体积收缩率关联度进行方差分析,计算出每个因素各水平下关联度的均值,关联度均值越大,表明该多目标响应越好,则这个水平为这个因素的最佳水平[2]。由此得到各个因素各水平对关联度的影响程度,最优参数组合为A1B1C1D4E4。
3 方案验证及实际生产应用
3.1 方案验证
由方差分析可知,得到模具温度30 ℃,熔体温度230 ℃,冷却时间12 s,保压时间11 s,保压压力70 MPa的最优参数组合,试验结果得到翘曲变形量为2.661 mm,体积收缩率11.63%,相对最小翘曲变形量序列A1B1C1D4E1翘曲变形量大0.052 mm,较最小体积收缩率序列A1B1C2D4E4的体积收缩率仅相差0.02%,不论是翘曲变形量还是体积收缩率都达到了兼顾最优的效果,试验结果如图3。
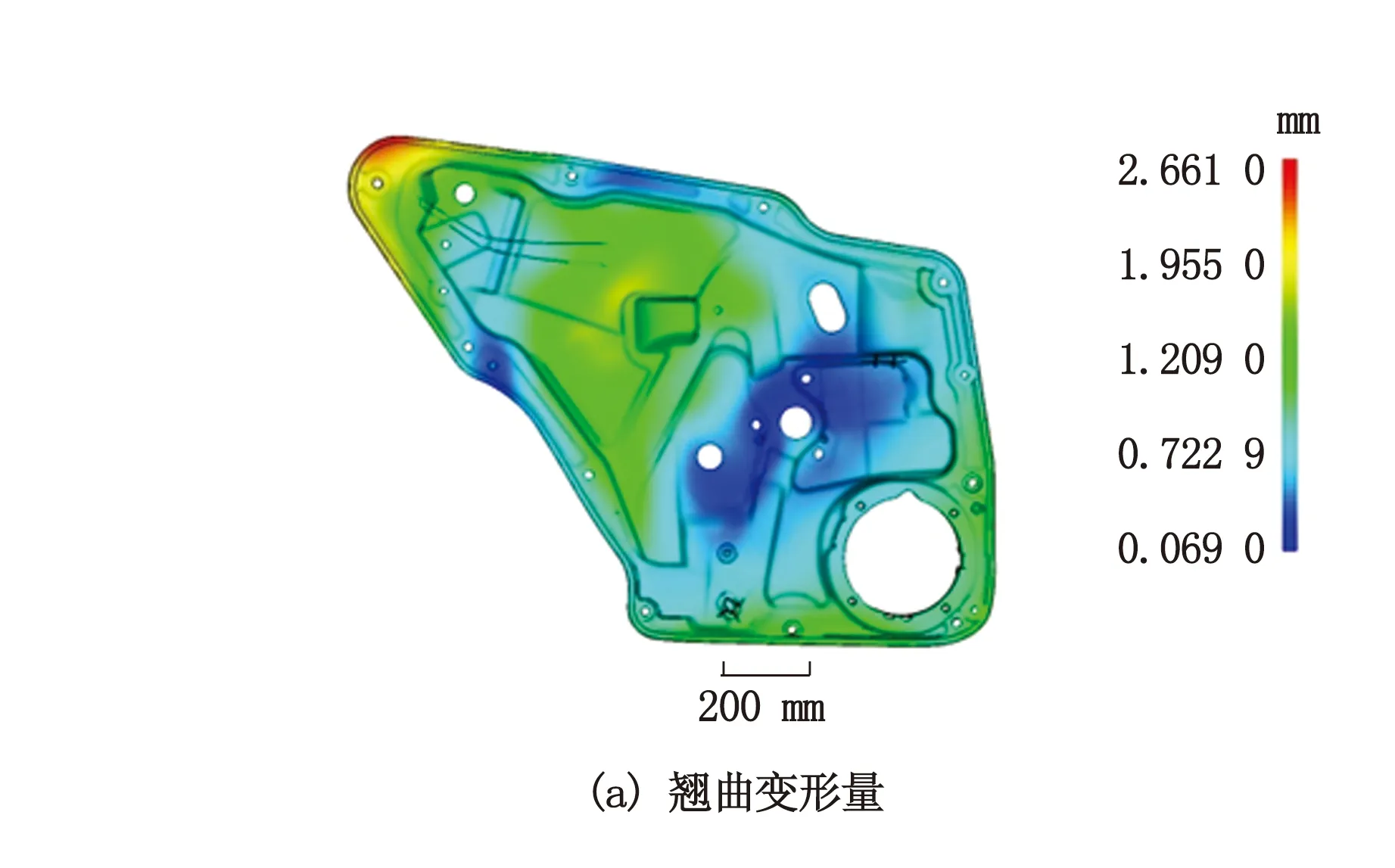
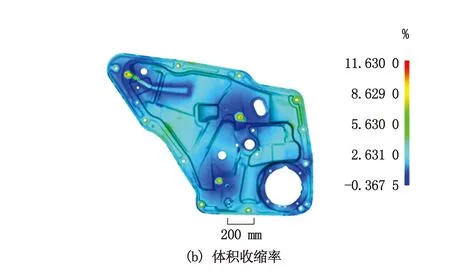
图3 优化后的翘曲变形量和体积收缩率
3.2 实际应用
将试验得到的最佳工艺参数组合用于实际试模生产中,试验设备为海天SA14000型注塑机,主要技术参数为:螺杆直径100 mm,塑化能力86.5 g/s,最大合模力14 000 kN,注射压力最大可达184 MPa。图4(a)为实际塑件,图4(b)为塑件装配,塑件能很好地与车门钣金件配合,翘曲变形量与体积收缩率满足装配要求,符合产品的使用性能。

图4 实际产品及装配
4 结语
将灰色系统理论应用到注射成型工艺参数优化中,试验优化结果综合优于单目标正交试验结果,即同时满足了塑件有较小的翘曲变形量和体积收缩率,由此可知灰色系统理论能够有效地优化工艺参数,提高塑件质量,最终获得符合性能要求的产品。同时利用成熟CAD,CAE软件优势,在模具设计前期运用moldflow软件综合考虑各种因素进行试验,可减少因设计不合理而造成的设计变更,增加设计的可信度,缩短产品的开发周期,有实际的应用价值。
参考文献
[1]刘思峰,杨英杰,吴利丰,等.灰色系统理论及其应用[M].北京:科学工业出版社,2014:66-67.
[2]ZAHID A ,KHAN S, Kamaruddin Arshad Noor Siddiquee.Feasibility study of use of recycled High Density Polyethylene and multi response optimization of injection molding parameters using combined grey relational and principal component analyses[J].Materials and Design,2010,31:2925-2931.
Multi-Objective Optimization for Injection Process of Car Door Inner Panel Based on Grey Relation Theory
Liu JieHuang Yao
(School of Materials Science and Engineering,Jiangsu University, Zhenjiang, Jiangsu, 212013)
Abstract:Taking the car inner panel as research object, orthogonal method was used in the research and melt temperature, mold temperature, cooling time and pack pressure as well as pack time were selected as the main experiment factors. The effects of process parameters on warpage and volume shrinkage were studied by moldflow software. Then the grey relation model between injection parameters and quality of plastic product was built. The combination process parameters of the minimum warpage and volume shrinkage were obtained. Finally, the optimal combination parameters were used into the practical production,and the qualified products were obtained.
Key words:car inner panel;injection process;orthogonal design;grey relation model;warpage;volume shrinkage
收稿日期:2015-07-28;修改稿收到日期:2015-11-15。
作者简介:刘杰,男,汉族,硕士研究生,主要研究方向为注射成型及模具技术。E-mail:6439943@qq.com。
DOI:10.3969/j.issn.1004-3055.2016.01.016
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12 06:12:46
纺织标准与质量(2022年2期)2022-07-12 06:12:38
上海塑料(2021年3期)2022-01-06 14:05:02
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年3期)2019-06-06 02:10:58
山东冶金(2018年5期)2018-11-22 05:12:20
中央民族大学学报(自然科学版)(2017年2期)2017-06-11 07:14:48
水利科技与经济(2017年12期)2017-04-22 03:10:20
电源技术(2015年11期)2015-08-22 08:50:18
河南科技(2015年2期)2015-02-27 14:20:28
