
多主轴加工中心设计与选用的若干基本问题
2016-06-13 17:59史琼艳
科技视界 2016年13期
关键词:结构
史琼艳


【摘 要】本文分析了多主轴加工中心的主要特征和基本结构及自动换刀、五轴加工的实现方式;介绍了立柱交换机床;指出了不同结构机床的特点及适用范围。
【关键词】多主轴加工中心;结构;换刀;五轴加工;立柱交换
Several basic problems on the design and selection of Multi-Spindles Machining Center
SHI Qiong-yan
(Changzhou Institute of Mechatronic Technology, Changzhou Jiangsu 213164, China)
【Abstract】The main feature, basic structure, automatic tool changer and approaches of five-axes machining of the multi-spindles machining center are analyzed in this paper. And the characteristics and application range of different multi-spindles machining centers are also pointed out.
【Key words】Multi-spindles machining center; Structure; Tool changer; Five-axes machining; Column exchange
高速、高效、自动、复合加工是当今机床的主要发展方向之一,当前,随着国内劳动力成本的不断提高,企业对高效、自动化加工设备的需求正在逐年上升,高速、高效的多主轴加工中心的使用将越来越普遍。本文对多主轴加工中心的主要特征、基本结构及自动换刀、五轴加工进行了分析,介绍了立柱交换机床;指出了不同结构机床的特点,希望能为机床设计和设备选用提供参考。
1 主要特征
加工中心实现了工序集中和工艺复合,是多品种、小批量零件加工的首选设备,但只有一个主轴的加工中心通常很难满足汽车、摩托车等大批量生产行业对加工效率的要求,因此,需要利用多主轴、多工件同时加工来提高加工效率。多主轴加工中心是以多主轴、多工件同时加工为主要特征的高效、自动加工设备,一次加工循环可完成多个相同零件的加工,成倍提高了机床效率。
多主轴加工中心需要在一个主轴箱上安装多个主轴,其主轴间距决定了零件的加工范围,由于主轴箱体积受到结构限制,故多主轴加工中心的加工范围通常较小,以中小型零件加工的立式、卧式加工中心为主。多主轴加工中心的主要目的是提高批量加工的效率,它不追求机床的柔性,为了简化结构、降低成本,其X/Y/Z等坐标轴一般为公用,因此,多数情况下,只能用完全相同的刀具来加工完全相同的零件。
多主轴加工中心需要有多个主轴传动系统,需要同时装夹多个零件,主轴箱、夹具、自动换刀装置等部件的结构较复杂;如果进行多轴加工,还需要有独立的回转轴,它对CNC的功能要求较高,因此,目前以双主轴加工中心居多。
2 基本结构
立式多主轴加工中心的典型结构如图1所示,机床的主轴既可采用同步皮带连接、单电机驱动的结构;也可用多主电机独立驱动,主轴间距一般在260~600范围。单电机驱动的机床主轴箱设计方便、主轴布置灵活,主轴数量和间距的改变容易,同步性好,但CNC不能对各主轴进行独立的监控和调整,对使用者要求较高,故可用于2~4主轴同时加工的小型加工中心。独立驱动机床的每一主轴都有独立的主轴驱动器和电机,主轴调整方便、控制灵活,但由于电机外形的制约,其主轴间距通常较大,而且要求CNC具备多主轴同步控制功能,因此,多用于双主轴大中型加工中心。
图1 立式多主轴加工中心
卧式多主轴加工中心的主轴传动形式与立式加工中心类似,但由于其主要加工对象为箱体类零件,其主轴的间距大于立式多主轴加工中心;此外,各主轴需要有独立的基本回转轴B,因此,CNC也至少需要有5轴控制和一对伺服轴的同步控制功能,故以双主轴的大中型机床为常见。
3 自动换刀
自动换刀是多主轴加工中心的设计难题,除了双主轴机床的两侧理论上存在安装机械手换刀装置的可能性外,主轴数量超过2个的加工中心原则上只能采用无机械手换刀。
多主轴加工中心的无机械手换刀原理与单主轴加工中心基本相同,其刀具装卸需要通过主轴和刀库的相对运动实现。以立式加工中心为例,为了简化结构、提高换刀速度,其刀库一般设计在立柱内侧,刀库通过防护门与加工区隔离,其换刀动作过程如图2所示,机床可通过刀库(或Y轴)的移动,使主轴和刀库换刀位的刀具同轴,然后通过Z轴的上下和刀库转位,完成刀具的交换。
卧式加工中心的换刀方式与立式加工中心类似,其刀库通常布置于立柱上方,它可通过Y轴移动使主轴和刀库换刀位的刀具同轴,然后利用Z轴(或刀库)的前后和刀库转位,完成刀具的交换。
4 五轴加工
立式加工中心的第4轴一般为卧式转台(A轴),不同主轴可共用,机床只需要普通的4轴CNC便可进行控制,其实现较简单。由于结构原因,立式多主轴加工中心一般不能通过主轴箱摆动来实现五轴加工,它只能采用图3所示的C轴360°回转、A摆动的三轴数控转台,C轴为独立控制、A轴共用。因此,用于五轴立式多主轴加工中心的CNC至少应具有6轴控制和一对伺服轴的同步控制功能,正因为如此,主轴数量超过2个的五轴加工中心目前不常见。如果C轴采用直接驱动的高速转台,这样的机床就成为了一台多主轴的车铣复合加工机床。
用于箱体类零件加工的卧式多主轴加工中心的一般需要有独立的基本回转轴B,因此,即使是4轴机床,CNC也需要有5轴控制和一对伺服轴的同步控制功能。卧式多主轴加工中心的五轴加工一般通过图4所示的A轴摆动、B轴360°回转的三轴数控转台实现,B轴独立控制、A轴共用,CNC同样要有6轴控制和一对伺服轴的同步控制功能。但是,如果采用B轴摆动、A轴360°回转的结构,则A、B轴都需要独立控制,CNC需要具备7轴控制和2对伺服轴的同步控制功能,因此,这种结构的机床非常少见。
5 立柱交换
多主轴加工中心利用多零件同时加工成倍提高了机床效率,但对于工序较多、刀具交换频繁的复杂零件加工,机床对换刀速度的要求就较高,但由于结构的限制,多主轴加工中心通常无法采用可预选刀具的机械手换刀方式,因此,如何提高换刀速度同样是多主轴加工中心必须考虑的重要问题。
目前,提高无机械手换刀速度的主要方法有如下两种:一是,利用换刀缓冲装置调整刀库上的刀具位置,换刀前先将紧靠需更换刀具的邻位取空,用来安装主轴卸下的刀具,以保证每次换刀时刀库只回转一个刀位,减少回转选刀时间。这种结构的一次切削到另一次切削时间一般可达到2~3s,换刀速度接近机械手换刀。二是,直接交换立柱,使得一次切削到另一次切削时间为0,这是截至目前换刀速度最快的机床。
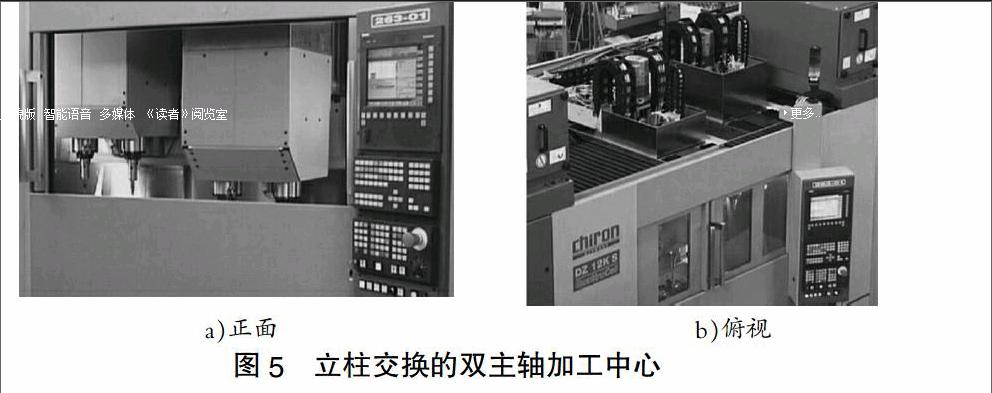
立柱交换的加工中心(图5)实质上就是两台共用工作台的立柱移动式加工中心,两侧立柱都有独立的X/Y/Z轴和刀库、主轴,并安装有完全相同的刀具,机床工作台固定,用于工件回转和摆动的C轴和A轴可共用。当机床的一个立柱(工作立柱)加工工件时,另一立柱(准备立柱)进行换刀,一旦工作立柱加工完成,准备立柱就立即进入加工;而原工作立柱则成为准备立柱,进行换刀,如此循环,机床换刀和加工同步,加工效率极高。
a)正面 b)俯视
图5 立柱交换的双主轴加工中心
立柱交换加工中心的结构和控制复杂,对CNC的功能要求甚高,其生产、制造成本和两台机床区别不大,因此,多用于大批量复杂零件的高效加工以减小占地面积。
6 结语
最大限度地利用资源、不断提高劳动生产率是制造业永恒的追求,今天,随着资源、环境等社会问题的进一步显现,人们已越来越关心生产制造过程的自动化和提高资源利用率等深层次问题。当代科学技术的进步,为机械制造的高速、高效和加工集成提供了可能,不断研发各种高效加工数控机床,是当前机床制造业的重要方向之一,相信不久的将来还会有更多的高效加工数控机床出现。
[责任编辑:杨玉洁]
猜你喜欢
哲学评论(2021年2期)2021-08-22
防爆电机(2020年3期)2020-11-06
汉字汉语研究(2020年2期)2020-08-13
模具制造(2019年3期)2019-06-06
影视与戏剧评论(2016年0期)2016-11-23
人间(2015年21期)2015-03-11
无机化学学报(2014年9期)2014-02-28
土木建筑工程信息技术(2013年2期)2013-10-17
