正时齿轮精冲成形工艺及模具优化设计
2016-06-13 07:27文琍,吕琳
重庆理工大学学报(自然科学) 2016年5期
关键词:间隙
文 琍,吕 琳
(重庆理工大学 a.机械工程学院; b.重庆市模具重点实验室,重庆 400054)
正时齿轮精冲成形工艺及模具优化设计
文琍a,吕琳b
(重庆理工大学a.机械工程学院; b.重庆市模具重点实验室,重庆400054)
摘要:提出采用精冲工艺进行正时齿轮生产的方法。针对正时齿轮零件结构特点进行了精冲工艺分析,制定了正时齿轮精冲工艺方案,介绍了正时齿轮精冲复合模具结构、工作原理,阐述了精冲复合模具设计的关键点。生产实践结果表明:正时齿轮精冲复合模具结构合理,能制造出符合质量要求的精冲件,生产效率高,产品质量好。
关键词:正时齿轮;精冲;剪切面;间隙
精密冲裁与成形技术相结合,能创造出一种能制造复杂形状精密冲件的加工方法。随着汽车、摩托车行业的大力发展,传统机械加工已无法满足其所需的正时齿轮生产的要求[1-2]。采用冲压-精冲复合成形的方法将零件的三维形状冲压成形,再将内孔及外齿一次精冲成形,无需再进行机械加工,就可直接用于安装,同时还能提高材料利用率及生产效率,互换性好[3-10]。
1正时齿轮的精冲成形关键技术
1.1零件结构特点及成形分析
图1所示为正时齿轮结构。该零件参数如下:齿数为30;齿形符合GB1244—85;材料为45钢,σs=600 MPa,δs=355 MPa,伸长率为16%,硬度为225HBW。
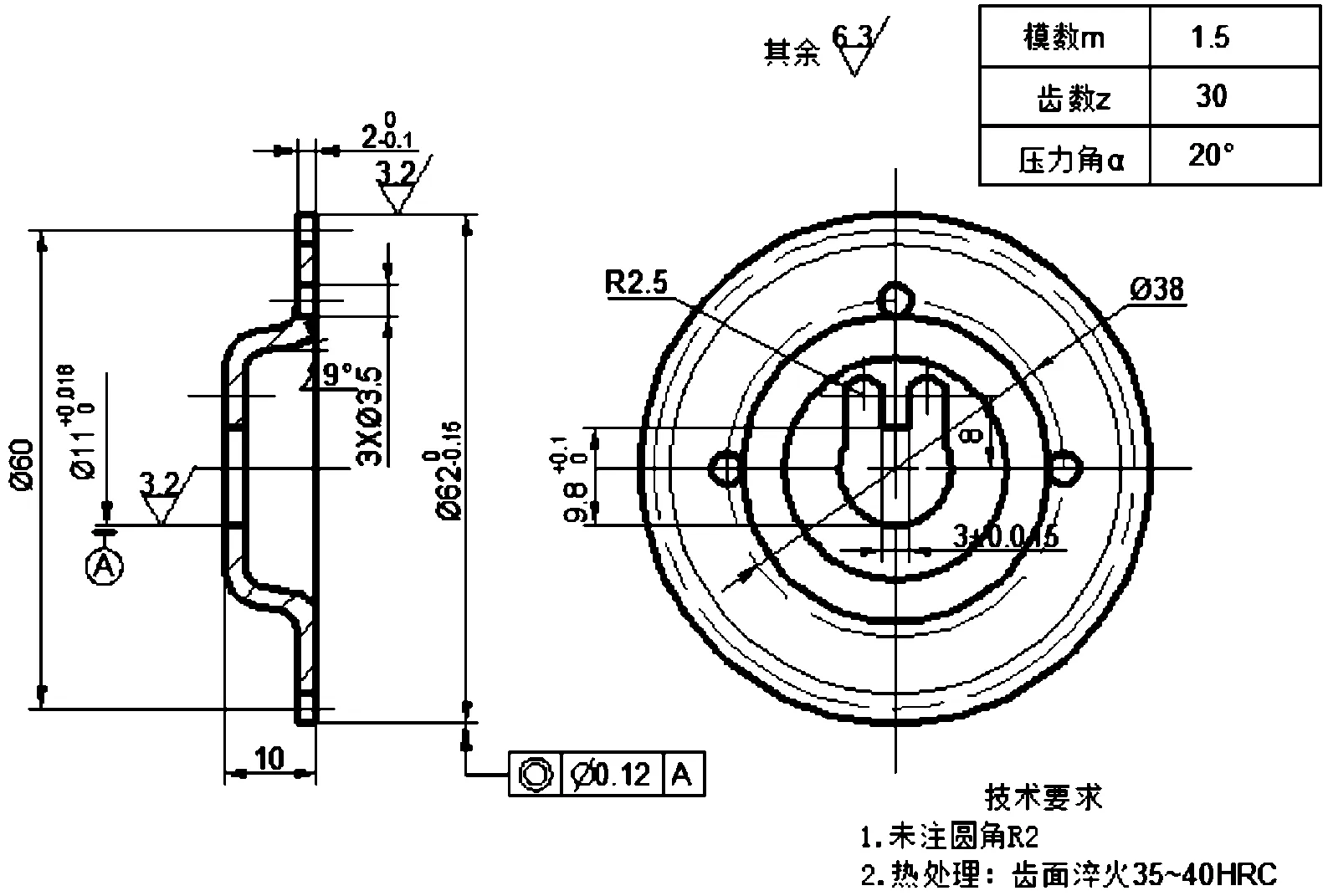
图1 正时齿轮结构
从图1可以看出:齿面尺寸精度要求高,内孔尺寸精度也较高,齿形与内孔有相对位置精度要求。如采用传统工艺:落料拉深—冲孔—精车外圆—滚齿加工,不但生产效率低、生产成本高,而且难以保证零件的尺寸精度和位置精度。为此,确定采用精冲工艺加工该零件,分为两道工序进行:第1道工序用普通冲压进行落料拉深成形;第2道工序对内孔及齿形进行精冲成形。在第2道工序中通过精冲模具的设计制造来保证齿的尺寸精度及剪切面质量,以及内孔及齿顶圆的同轴度要求。
1.2精冲模具工作原理及结构优化设计
1.2.1精冲模具工作原理
图2为在专用精冲压力机上使用的正时齿轮精冲复合模具装配图。
工作原理:下模随工作台整体向上运动,反压板与压边圈座将材料压紧,下模继续上行,凹模、冲孔凸模Ⅰ、冲孔凸模Ⅱ进入凸凹模完成精冲成形。在整个冲裁过程中,V型压边圈座接触材料将其压紧在凹模上,V型齿的内面产生横向侧压力,以阻止材料在剪切区内撕裂及金属的横向流动。同时上顶杆Ⅰ、上顶杆Ⅱ通过上活塞提供的压力压紧材料,反压板通过下活塞提供的顶件力始终顶住材料,使剪切区内的金属处于三向压应力状态,金属材料在纯塑剪下进行分离,从而完成孔Ⅰ、孔Ⅱ的精密冲裁以及齿形轮廓的精密落料成形。冲裁结束后,反压板顶出工件,上顶杆Ⅰ、上顶杆Ⅱ和齿圈压板推出废料。

1.上模板; 2.上传力杆Ⅰ;3.上垫板; 4.凸凹模; 5.上传力杆Ⅱ; 6.上顶杆Ⅰ;7.上传力杆Ⅲ;8.上顶杆Ⅱ ;9.压边圈座; 10.闭锁销 ;11.凹模 ;12.冲孔凸模Ⅰ;13.冲孔凸模Ⅱ;14.反压板;15.下传力杆; 16.下垫板; 17.隔板;18.凸模固定板; 19.下模板; 20.齿圈压板
图2正时齿轮精冲复合模具装配图
1.2.2模具结构优化设计
为保证精冲间隙小、均匀性好、模具要求高的精度及刚度,在结构设计上,采用滚动导向方式,保证凸、凹模间隙精度及对中性要求;采用闭锁销结构承受冲裁过程出现的横向力,保证凸、凹模之间的相对位置精度;在冲裁过程中采用V形齿圈压板对凸模进行导向。
在结构设计时,尽可能使结构简单,加工制造容易,凸、凹模安装及拆换方便。图3是传统固定凸模式模具典型结构上模部分,本研究对其做了改进,去掉图3结构中的上垫板,直接将凸凹模4固定在上模板1上,齿圈压板20平装在压边圈座9上,用闭锁销10定位,去掉图3中的圆锥凹槽面定位,以期便于加工和装配。此外,由于间隙很小,在制造时常常需要采用慢走丝线切割配作加工。

图3 传统固定凸模式模具典型结构上模
2模具主要工艺参数的设计
2.1冲裁间隙
间隙的大小及其均匀性是影响精冲件质量的主要因素。保持间隙小且均匀是实现精冲技术的关键。因此,合理选择间隙、保证刃口周围间隙均匀,使精冲模有足够的刚度及导向精度,不仅可提高精冲件质量,同时还可延长模具寿命。精冲模间隙主要取决于材料厚度,也与工件结构形状、尺寸、以及力学性能等因素有关。精冲间隙一般取料厚的0.5%~1%,本研究间隙取0.02 mm。为延长模具寿命,间隙值可稍大。
2.2凸、凹模刃口圆角设计
在精冲模间隙正常的情况下,凸、凹模设计圆角半径可使裂纹产生时间延迟,在成形过程中使材料始终保持塑性流动状态,直到工件与材料分离。根据材料厚度和工件形状,齿形落料凹模刃口设计成微小圆角,落料凸模设计成锋利刃口,冲孔凸模设计成微小圆角,冲孔凹模为锋利刃口。刃口圆角半径越大,冲裁面斜度越大,对零件尺寸精度的影响也越大,因此刃口圆角在不发生二次断裂的情况下应尽量取小值。本模具刃口圆角半径R=0.1 mm。
2.3齿圈压板设计
在精冲过程中,齿圈压板上凸起的V形齿部先压入材料,阻止非剪切区材料在剪切过程中随凸模流动,同时齿圈的压边力与冲裁力、反压力结合,形成三向压应力,提高了金属材料的塑性。此外,齿圈压板在冲裁过程中对凸模进行导向定位,冲裁结束后又起卸料作用。
齿轮精冲V形齿的高度与一般精冲又有区别。图4为齿圈压板结构。从图4中可以看出[6]:V形齿α=45°,a=1.5 mm(0.66~0.75 t),h=0.6 mm(一般h=0.2~0.3 t)。一般取其上限值,主要是为了限制金属材料的流动。由于齿形模数小,齿圈上齿的分布设计成圆周分布。

图4 齿圈压板结构
3结束语
采用上述设计制造出正时齿轮精冲复合模具,并进行生产试制。生产试件实物见图5。可见试件质量良好,剪切面光洁,垂直度好,无翘曲,表面无撕裂等缺陷。通过生产实践验证了所设计的精冲模具结构合理,能制造出符合质量要求的正时齿轮精冲件。

图5 生产试件
参考文献:
[1]汤建云,黄尚宇,胡建华,等.摩擦片精冲成形实验研究 [J].锻压技术,2006(3):44-45.
[2]彭群,李荣洪,郑鹏飞,等.厚板精冲技术的工艺研究[J].材料科学与工艺,2004 (4):342-344.
[3]邓明,马一龙,刘潞周,等.基于正交方案的闭挤式精冲直齿轮工艺参数优化[J].重庆理工大学学报(自然科学),2014(10):46 -49.
[4]谈正光,邹政耀,张雨. 汽车排气系统精冲不锈钢厚法兰的关键技术分析[J]. 重庆理工大学学报(自然科学),2014(9):31 -34.
[5]邓明,彭成允,陈康.半凹陷内齿轮的精冲成形[J].锻压技术,2002(2):10-12.
[6]王孝文,刘浩,巩玉伟.精冲技术在中国的发展和应用[J].四川兵工学报,2014(12):1-9.
[7]夏琴香,胡玄通,陈登,等.精冲技术的研究现状与发展趋势 [J].锻压技术,2015(7):1-6.
[8]邓明,王若璜,刘潞周.闭挤式精冲直齿轮模具结构优化设计[J].锻压技术,2015(5):114-118.
[9]吕琳,刘亚琦,刘潞周.邓明闭挤式精冲成形直齿轮的齿顶撕裂问题 [J].锻压技术,2015(4):20-23.
[10]华林,胡亚明,宋燕利,等.精冲技术与装备[M].武汉:武汉理工大学出版社,2015.
(责任编辑刘舸)
Timing Gear of Fine Blanking Process and Optimization Design of Die Forming
WEN Lia, LYU Linb
(a.College of Mechanical Engineering; b. Chongqing Key Laboratory of Mold,Chongqing University of Technology, Chongqing 400054, China)
Abstract:Fine blanking technology was adopted for the timing gear production. According to the characteristics of gear structure, the fine blanking process was analyzed, and the fine blanking process of timing gear was formulated, and the structure of fine blanking compound die, working principle of fine blanking compound die and the key points of fine blanking compound die design were introduced. Through production practice, we verified that the timing gear of fine blanking compound die structure is reasonable, and manufacture parts meet the quality requirements of precision, high production efficiency and good product quality.
Key words:timing gear; fine blanking; shear plane; clearance
收稿日期:2016-01-18
基金项目:重庆市教委科学技术研究项目(KJ1400927);重庆市教委高校优秀成果转化资助项目(KJZH14107)
作者简介:文琍(1964—),女,硕士,副教授,主要从事材料加工工程研究。
doi:10.3969/j.issn.1674-8425(z).2016.05.007
中图分类号:TG38
文献标识码:A
文章编号:1674-8425(2016)05-0037-04
引用格式:文琍,吕琳.正时齿轮精冲成形工艺及模具优化设计[J].重庆理工大学学报(自然科学),2016(5):37-40.
Citation format:WEN Li, LYU Lin.Timing Gear of Fine Blanking Process and Optimization Design of Die Forming[J].Journal of Chongqing University of Technology(Natural Science),2016(5):37-40.
猜你喜欢
大电机技术(2022年5期)2022-11-17
汽车实用技术(2022年16期)2022-08-31
小资CHIC!ELEGANCE(2022年2期)2022-01-11
湖南电力(2021年4期)2021-11-05
哈尔滨轴承(2020年3期)2021-01-26
北京航空航天大学学报(2020年10期)2020-11-14
航空发动机(2020年3期)2020-07-24
数学物理学报(2020年2期)2020-06-02
延河(2017年7期)2017-07-19
阳光(2017年7期)2017-07-18