
锦纶∕莱卡弹力布的设计与开发
2016-06-05 15:09秦春英吴佳林郑少琼
山东纺织科技 2016年3期
秦春英,鲍 纬,吴佳林,郑少琼
(1.广东职业技术学院,广东 佛山 528041;2.无锡出入境检验检疫局,江苏 无锡 214100)
锦纶∕莱卡弹力布的设计与开发
秦春英1,鲍 纬2,吴佳林1,郑少琼1
(1.广东职业技术学院,广东 佛山 528041;2.无锡出入境检验检疫局,江苏 无锡 214100)
文章介绍了锦纶/莱卡弹力布的设计与开发过程,以及生产中存在的难题及解决方法,对锦纶/莱卡弹力布的生产具有一定的参考意义。
锦纶/莱卡弹力布;设计;生产工艺
锦纶/莱卡弹力布的开发,进一步拓宽了锦纶纺织品的发展方向,莱卡具有良好的弹性、回复性能,因此能较好地改善锦纶面料的服用性能。锦纶/莱卡弹力布具有弹性好、紧身的特点,已广泛用于内衣、泳衣、长筒袜、滑雪服、休闲服等产品中,成为服饰消费和未来发展的方向[1]。
1 锦纶/莱卡弹力布的设计
锦纶/莱卡弹力布的设计要求面料手感柔软,不折不皱,给人以舒适、贴身的感觉。故在规格设计时,经、纬纱采用细号氨纶、锦纶丝纱线,地组织以斜纹组织为主、边组织以纬重平为主,主要规格参数见表1所示。
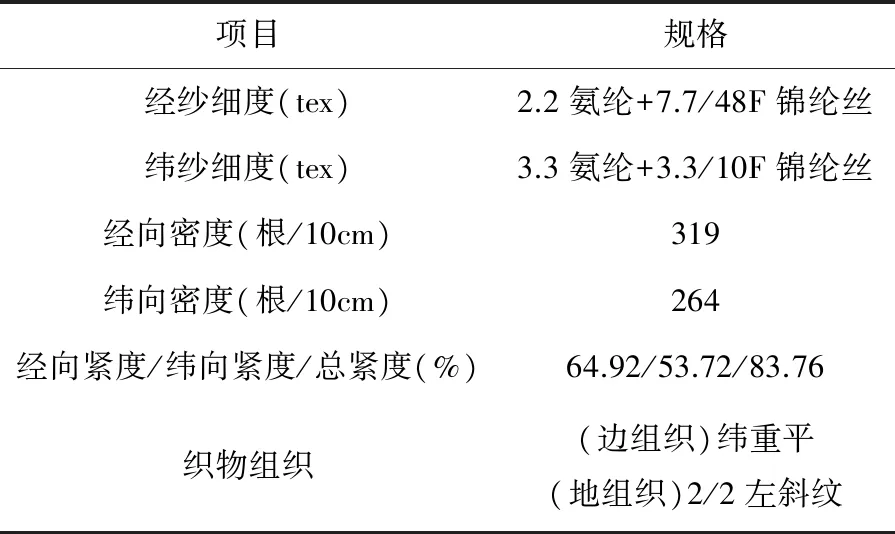
表1 锦纶∕莱卡包覆纱弹力布的主要规格
2 锦纶/莱卡弹力布的主要生产工艺
2.1 络筒
锦纶/莱卡弹力纱络筒时应该适当均匀地调小卷绕张力。
2.2 整经
在锦纶/莱卡包覆纱弹力布整经工序中,采用WS-1型松式整经机(喂纱式分批整经),其工艺路线以“低速,中张力,小伸长,保弹性”为原则,控制整经张力,力求达到片纱张力、排列、卷绕三均匀,主要工艺参数见表2。
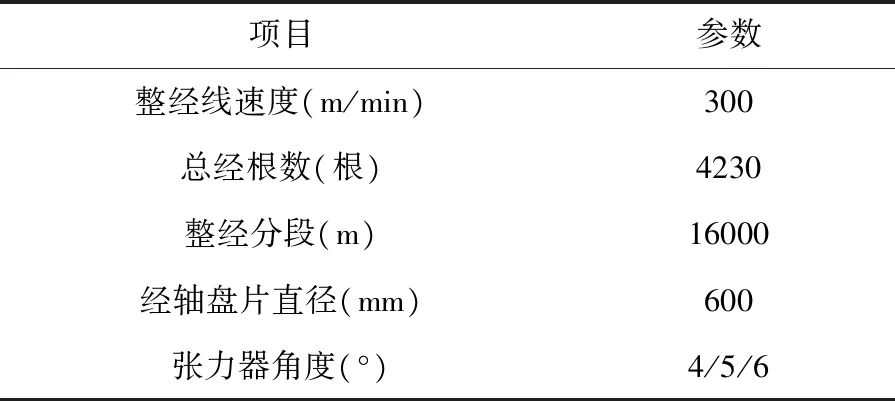
表2 锦纶∕莱卡包覆纱的整经工艺参数
2.3 浆纱
对锦纶/莱卡包覆纱弹力布来说,由于纱号细,单纱断裂强力低,耐磨性能差,织物经纬密略高,因此,选择浆料应重点考虑纱线的耐磨、毛羽的贴伏及浆膜的完整度[2]。
PVA-1799成膜性非常好,且浆膜坚韧耐磨,但由于聚合度和醇解度较高,浆液流动性和渗透性差,干分绞区浆膜断裂产生的二次毛羽较多;JS-2因聚合度低,颗粒较小,粘度低,与PVA-1799混合,可降低混合浆液粘度,有利于浆液流动,让浆液渗透到纱线内部,提高纱线的内在强力;ZXW-1是丙烯酸类浆料,不仅可以起到PVA与淀粉混溶作用,而且可以软化浆膜,增加浆膜的柔韧性,以提高纱线的耐屈曲性,减少布机断头。
经实践,为降低并纱、倒断头,提高织轴质量,上浆率宜控制在12%左右,采用“高浓度,低粘度,高压浆力,先轻压,后重压,中速,小伸长,紧密绕,湿分绞,保浆膜,后上蜡,增平滑”的工艺路线,最终达到伏毛羽,增耐磨,改善开口清晰度,提高可织性目的,主要工艺参数见表3。
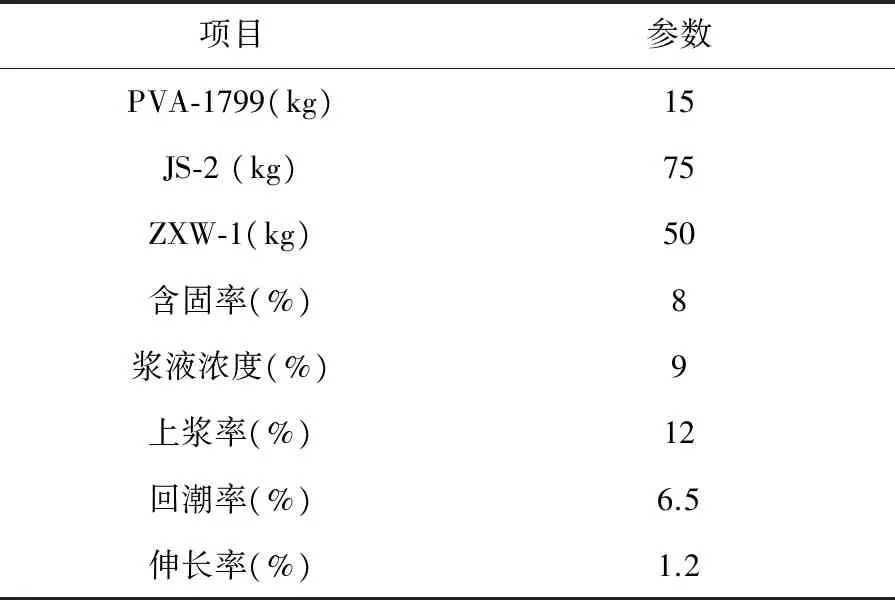
表3 锦纶∕莱卡包覆纱的浆纱工艺参数
2.4 穿筘
由于纬纱具有弹性,易产生断边。为了防止断边产生,采用了布边较松弛的纬重平组织。
2.5 织造
由于纬纱当中含有的氨纶弹力丝易收缩,使得纬纱在运行过程中不易拉直,为减少纬缩,就要使纬纱在运行过程中尽量拉直。针对此问题,采取了以下几条工艺及技术措施,可以解决这一问题,主要工艺参数见表4。
2.5.1 采用“双踏盘二次开口,早开口,晚投梭,高后梁”的工艺路线,增大上下层经纱的张力差异,有利于打紧纬纱的同时减少梭子进出梭口与经纱的摩擦机会,减少纬缩并可降低经纱断头,提高布机效率。
2.5.2 投梭机构作用必须良好,制梭铁弹簧压力要适中,做到单指可拨动梭子到梭箱尽头,相应投梭要适中,保证梭子定位准确,避免产生回跳。
2.5.3 当断经或机械出现停车时,梭子不在梭箱或定位不正确,挡车工处理完停台开车后,应该先将梭子塞进引纬侧梭箱,再通过打梭棒投入对侧梭箱,使纬纱拉直后才开车,可减少因操作不当引起的纬缩。
2.5.4 另外,由于纬纱采用弹力纱,纬向收缩性较大,刚开始上车时,铜制环握持力不够,布面易抖动,最里面两环处所受张力太大,此处易将纬纱拉断,产生边撑疵点,改用加长的铜刺环边撑,减少每个刺环所受张力,增强握持力,使布面抖动减少,杜绝边撑疵产生。
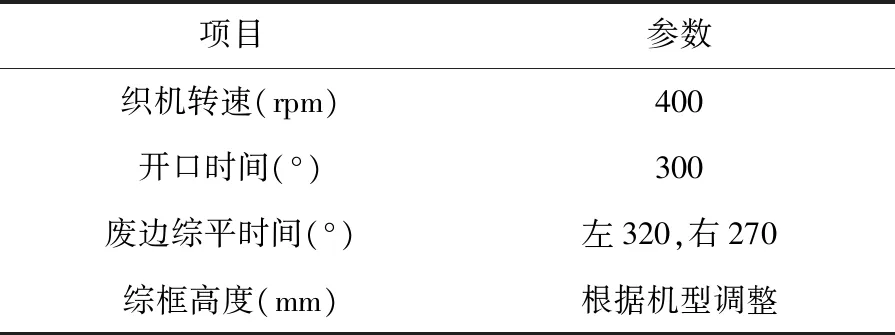
表4 锦纶∕莱卡包覆纱弹力布织造的上机工艺参数
2.6 前处理
前处理可以按以下工艺流程进行:坯布检验→酶退浆(平幅松弛处理)→水洗烘干→预定型→冷轧堆(煮漂)→水洗烘干→烧毛→水洗烘干→丝光。
2.6.1 松弛处理是一道关键工序,可保证含氨纶弹性织物形态稳定,染整加工均匀,防止产生皱条、卷边,使幅宽、面密度等指标易于控制。松弛处理主要有热水处理、汽蒸处理和溶剂煮练三种方式。
2.6.2 预定型是含氨纶弹性织物在染整加工中控制幅宽、稳定尺寸、防止织物起皱和卷边的一个十分重要的关键工序。预定型的工艺条件一般为:温度185~195℃,时间20~40s。
2.6.3 烧毛安排在退煮后进行。退煮后织物上的浆料已基本去除,纤维上的毛羽能完全冲出纱线,可以保证烧毛质量。烧毛用气体烧毛机,采取高温快速的工艺,车速在100m/min以上,烧毛次数由织物的具体情况确定。
2.6.4 冷轧堆(煮漂)工艺条件一般为:烧碱(100%)30~35g/L,双氧水15~18g/L,冷堆20~24h。
2.7 后整理
由于锦纶/莱卡包覆纱弹力布的风格主要是由氨纶包芯纱决定,若用常规牛仔布生产的后整理技术对氨纶牛仔布进行后整理处理,会出现一系列的生产问题,质量不能得到保障。锦纶/莱卡包覆纱弹力布的后整理工艺着眼于退浆、控制热定型、谨慎做防缩[3,4]三方面。
2.7.1 退浆
退浆工艺对锦纶/莱卡包覆纱弹力布的落布
门幅、缩水率、外观手感等性能有很大的影响,而且退浆效果一定程度上决定热定型、防缩整理的效果。因此在加工弹力布时要充分考虑退浆的工艺。锦纶/莱卡包覆纱弹力布最宜采用酶退浆,具体工艺见表5:
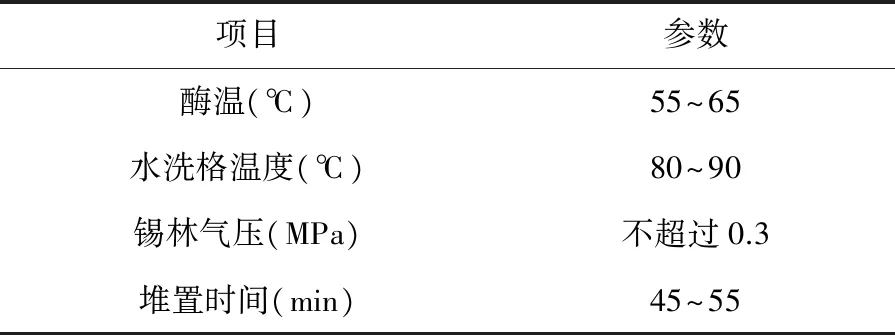
表5 锦纶∕莱卡包覆纱弹力布织造的退浆工艺
2.7.2 热定型
为了使锦纶/莱卡弹力布获得稳定的弹性及适当的织物幅宽,热定型整理是高档牛仔布生产非常重要的后整理工艺。热定型的主要目的是控制氨纶丝的收缩能力,并使弹力布织物达到所需要的弹性和幅宽[5]。
2.7.3 防缩整理
锦纶/莱卡弹力布在预缩机上进行防缩整理时容易产生卷边,为了解决这个问题,可以在预缩整理机上安装专门的剥边装置,适当的时候可以加装开幅辊,适当加大机器的张力。
3 结论
3.1 锦纶∕莱卡弹力布的浆纱工艺设计采用两高一低的上浆工艺。浆料配方要保证纱线最终毛羽贴伏,耐磨好,同时改善开口清晰度,提高可织性。
3.2 由于纬纱当中含有的氨纶弹力丝易收缩,使得纬纱在运行过程中不易拉直,为减少纬缩,就要使纬纱在织造过程中尽量拉直。
3.3 锦纶/莱卡包覆纱弹力布的后整理注意着眼于退浆、控制热定型、谨慎做防缩。控制氨纶丝的收缩能力,使弹力布织物达到所需要的弹性和幅宽。
[1] 王相伟,张玉清,王志辉.锦纶/莱卡弹力复合纱的开发[J].现代纺织技术,2007,15(3):22—25.
[2] 谢卫洲. 高密麻棉斜纹弹力布的设计与开发[J].四川纺织科技,2003,(5):41—42.
[3] 汪润波,李清华,赵才.亚麻弹力布的工艺设计及应用研究[J].科技致富向导,2013,(24):14—15.
[4] 姚继明,贾佳.牛仔布的几种退浆方法比较[J].印染,2009,35(19):21—22.
[5] 李永锋.牛仔布生产技术研究与产品开发[D].苏州:苏州大学,2004.
The Design and Development of Nylon /Lycra Elastic Fabric
QinChunying1,BaoWei2,WuJialin1,ZhengShaoqiong1
(1.Guangdong Vocational Technical Institute, Foshan 528041, China;2.Wuxi Entry-Exit Inspection and Quarantine Bureau, Wuxi 214100, China)
The process of designing and developing nylon/Lycra fabric, and problems existed in the production and solutions were introduced. It had certain reference significance for the production of nylon/lycra elastic fabric.
nylon / lycra elastic fabric; design; production process
2016-04-15
秦春英(1983—),女,湖北枝江人,实验师。
TS105.1
B
1009-3028(2016)03-0017-03
猜你喜欢
棉纺织技术(2022年3期)2022-11-21
纺织报告(2022年8期)2022-08-25
纺织科技进展(2021年3期)2021-06-09
纺织科学研究(2020年11期)2020-03-22
伙伴(2019年6期)2019-07-19
质量技术监督研究(2017年4期)2017-05-07
现代纺织技术(2015年3期)2015-06-15
合成纤维工业(2014年3期)2014-04-03
丝绸(2014年4期)2014-02-28
东华大学学报(自然科学版)(2013年5期)2013-09-16
