铝合金空间热辅助搅拌摩擦焊技术
2016-06-04 05:57封小松
载人航天 2016年3期
关键词:激光
许 辉,封小松,徐 奎
(上海航天设备制造总厂,上海 200245)
铝合金空间热辅助搅拌摩擦焊技术
许辉,封小松,徐奎
(上海航天设备制造总厂,上海 200245)
摘要:焊接作为一种重要的制造技术,对于大型空间结构与机构的在轨组装、维修具有重要意义。在总结国外空间焊接技术发展现状的基础上,提出了基于光源同轴加热辅助的空间搅拌摩擦焊技术,并利用激光进行了地面焊接装置研究与工艺试验。结果表明,采用无倾角光源同轴加热辅助搅拌摩擦焊技术,可实现铝合金的可靠焊接;辅助加热可提高焊接速度,降低缺陷发生率。该方法为我国空间焊接技术发展提供了一种新的思路和有益探索。
关键词:空间焊接;搅拌摩擦焊;激光;辅助加热
1引言
随着我国航天技术的进步,航天器飞行时间逐步增加、规模不断扩大、结构日趋复杂,对在轨维护和在轨组装的技术提出了迫切需求。焊接是形成永久性接头的关键技术,也是获得良好的结构力学性能并能有效减重的一种关键制造和组装手段,空间焊接技术也成为了在轨维修和组装必不可少的工艺技术。而太空环境(微重力、大幅度温度交变以及高真空等)给传统熔焊焊接设备和焊缝成形都带来了极大的困难,一般焊接方法难以用于空间环境[1]。电子束焊接被认为是空间焊接技术的首选方法,但飞行器的大部分结构材料为铝合金,电子束在空间环境下焊接铝合金时会出现焊缝成形差、焊接气孔等问题[2]。
搅拌摩擦焊(friction stir welding, FSW)是一种新型焊接工艺,其固相成形特点能够有效规避太空环境给熔焊带来的不利因素,是太空铝合金焊接的理想工艺。但是,常规FSW焊接过程中需要很大的压力使焊缝发生塑性变形和挤压成形,在空间环境中较难加载,需要降低FSW对焊接作用力的要求,加入辅助热源是解决上述问题的方法之一,利用辅助热源为FSW提供辅助的热输入,提高焊缝温度可以有效降低焊接过程中的作用力[3-5],从而实现在空间环境下的固相焊接制造。
辅助热源一般加载在搅拌工具前方的工件上,提前预热待焊材料[6-8],这种复合方式的加热效果影响因素多,且加热的范围无法控制在焊缝周围,往往会扩大热影响区[9],从而影响焊缝质量。激光同轴辅助FSW技术是利用激光加热焊接工具,通过热传导将激光热量传递至焊缝。该复合方法实现了辅助热源与FSW的原位耦合,热输入更加精确,能够提高焊接热输入,且复合方式更加安全,结构更加简化,为太空环境下的飞行器修补与焊接提供了更可靠的方案选择[10]。目前,尚未有关于热源同轴辅助搅拌摩擦焊技术的研究报道,本文主要对该新型焊接方法的工艺可行性及焊接效果进行了研究。
2国外空间焊接技术研究现状
1969年,苏联在空间飞船上进行了空间焊接试验,比较了传统电弧焊和电子束焊在空间环境下的工艺适应性,结果认为电子束焊是最有前途的空间焊接工艺,但在空间环境下,难以解决电子束焊接铝合金引起大量气孔的问题[2]。美国宇航局利用飞机的抛物飞行,实现了微重力环境下进行的激光焊接试验。日本大阪大学利用710 m深的落井进行了微重力条件下铝合金钨极气体保护焊试验,日本还对空心钨阴极真空电弧现象和焊接行为进行了研究[1]。传统焊接方法对空间环境的适应性不足以及工艺复杂性使得目前为止尚没有实现大型航天器组件的空间焊接,直至1991年,新的焊接工艺——搅拌摩擦焊的发明,为空间焊接技术提供了新的可能。
以搅拌摩擦焊为代表的固相焊接技术规避了熔池成形过程中的复杂反应,也避免了对微重力条件的地面模拟,在空间环境下与熔化焊手段相比极具优势[11-12]。NASA所属马歇尔空间飞行中心(MSFC)认为搅拌摩擦焊是非常适用于空间焊接和维修的一种固相焊接工艺,并开发了用于薄壁焊接的便携式设备,为了降低搅拌摩擦焊过程中所需的作用力,简化搅拌摩擦焊设备,并实现更高的焊接速度,MSFC提出了三种用于太空焊接的搅拌摩擦焊工艺,分别是高转速搅拌摩擦焊、超声搅拌焊以及热搅拌焊[13]。
我国的空间焊接试验研究工作起步较晚,尚处于跟踪、模仿与探索阶段,以搅拌摩擦焊为代表的新型固相焊接技术的出现,为空间焊接技术提供了新的可能,也为我国缩短与国外在该领域的差距提供了新的途径。
3热源同轴辅助搅拌摩擦焊方案
3.1无倾角焊接方案
无倾角搅拌摩擦焊技术可以将搅拌摩擦焊设备从五轴联动降低为三轴联动,从而降低设备的复杂性,易于使设备实现小型化、便携化,是实现便携式搅拌摩擦焊的关键技术。另外无倾角搅拌摩擦焊在焊接空间三维曲线焊缝时具有明显的优势,避免了传统搅拌摩擦焊在拐角处主轴的旋转随动及运动速度波动对焊缝产生的影响。为了保证空间搅拌摩擦焊过程的稳定性,采用无倾角式搅拌摩擦焊。
3.2空间太阳光源同轴加热辅助焊接方案
传统的施加额外热源方式包括超声振动、激光热源、电弧热、电阻热等。考虑到空间环境能量来源的特殊性,拟采用太阳光致热能辅助加热。通过对空间太阳光能的收集、光纤耦合与传输、聚焦等过程,将太阳光能直接投放至搅拌摩擦焊区域。采用的辅助加热方式是通过加热搅拌工具间接为焊缝提供辅助的焊接热输入,即如图1所示的同轴加热方式。这种利用空间太阳能进行辅助加热的方式,极大降低了空间焊接所需能耗,是一种极有前途的焊接工艺手段。
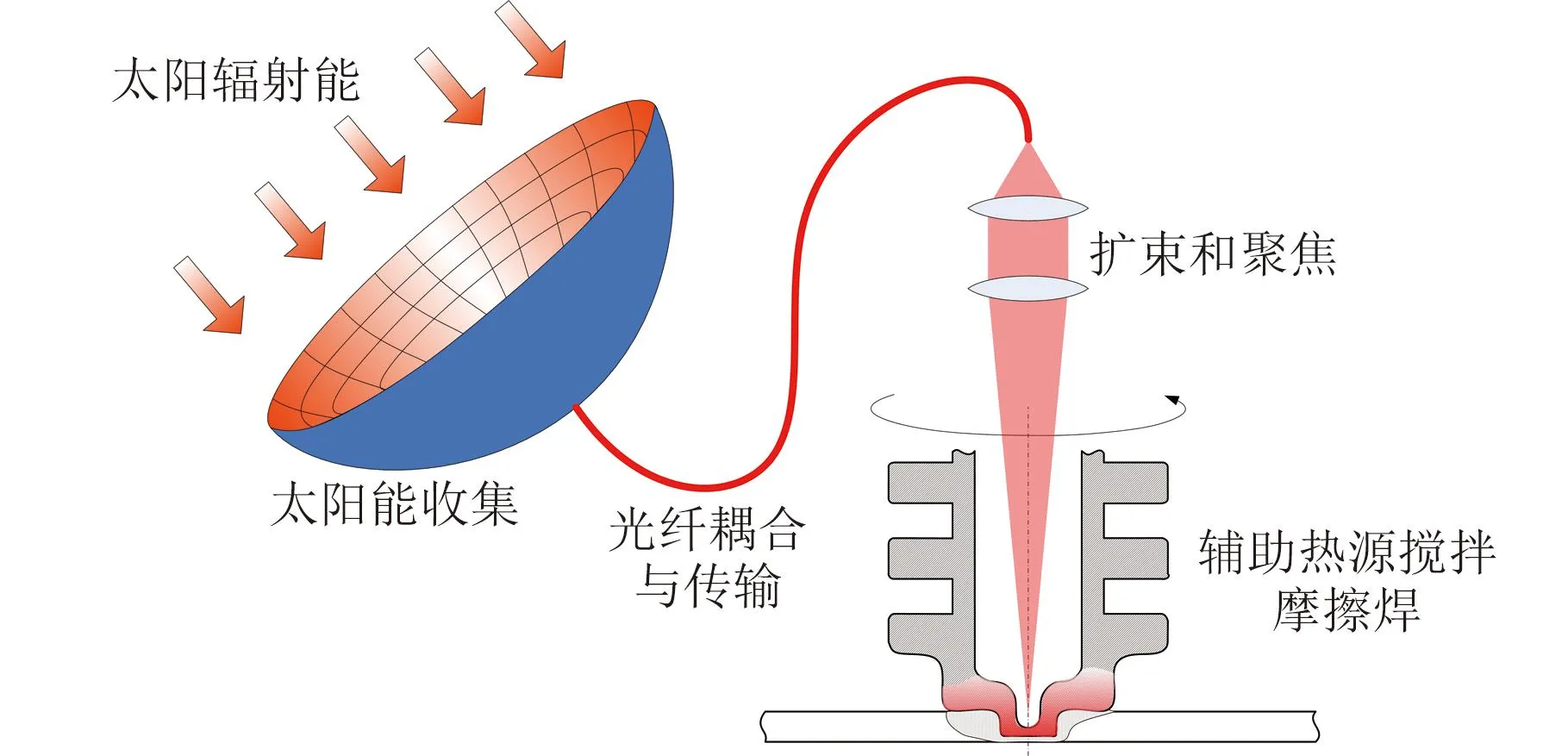
图1 太阳光致热能辅助搅拌摩擦焊示意图Fig.1 Diagram of solar auxiliary heating FSW process
早在上世纪80年代,人们就已经开始考虑采用空间太阳能来进行空间焊接。巴顿焊接研究所在1980年即提出直接采用太阳能实施空间焊接的概念,通过氙灯来模拟空间太阳光的方式,实施了钎焊试验,验证了光能直接焊接的可行性[14-15]。
辅助热能将搅拌工具加热到一定温度,通过热传递便能够为焊缝提供辅助热输入,且热量集中在搅拌工具,热量的分布差异对加热效果影响较小,为了主要研究热能辅助搅拌摩擦焊的可行性与焊接效果,本课题采用激光替代空间太阳光能,评价热能辅助搅拌摩擦焊的可行性。
4激光同轴加热辅助FSW工艺试验
4.1装备搭建
激光辅助搅拌摩擦焊系统由搅拌摩擦焊设备和4 kW光纤激光器两部分组成,采用中空焊接主轴,通过光纤和激光加工头将激光集成到搅拌摩擦焊中,图2为设备结构示意图。
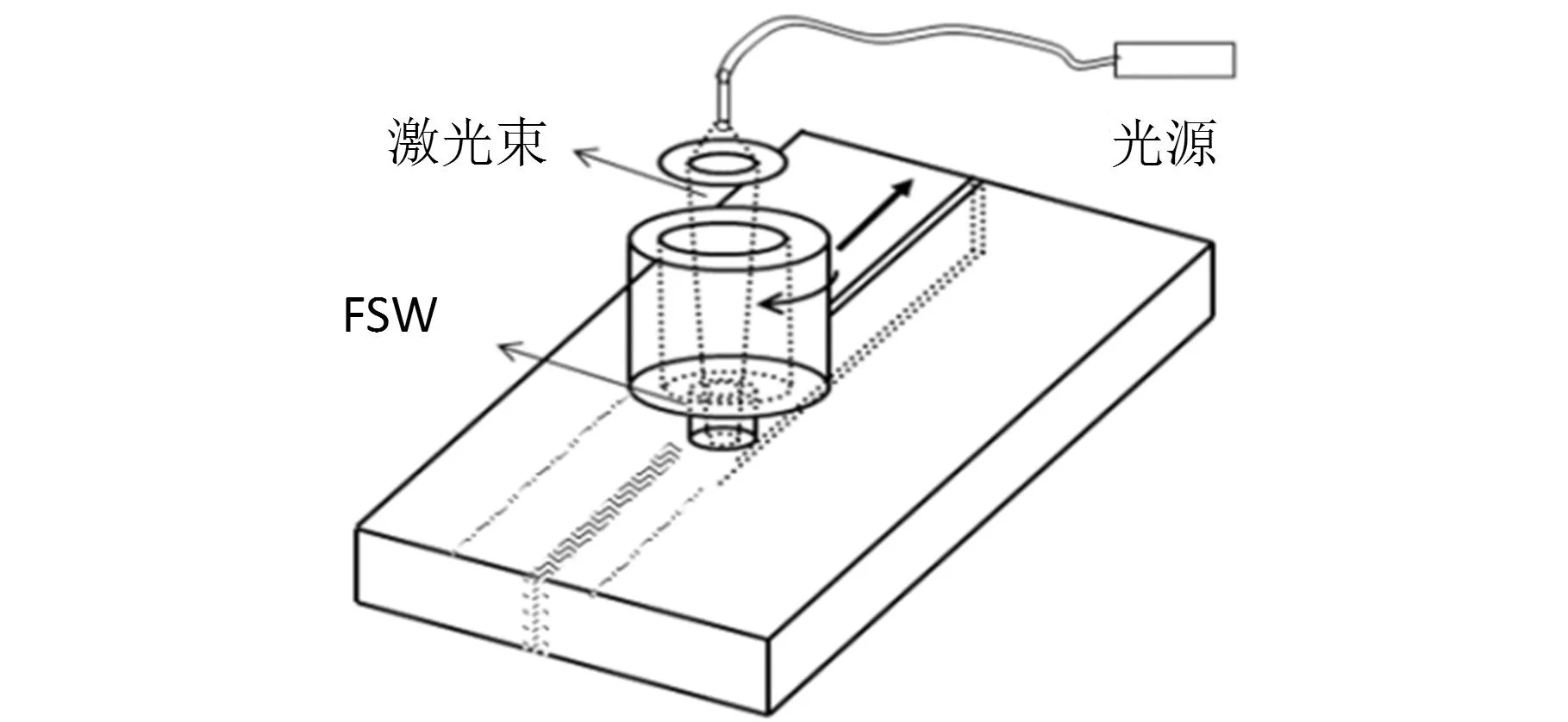
图2 激光辅助搅拌摩擦焊系统Fig.2 Sketch of laser assisted FSW
焊接过程中,聚焦后的激光通过焊接主轴中空孔,同轴加热搅拌工具,搅拌工具采用中空形式,如图3所示,由搅拌工具的热传导作用为焊缝间接提供辅助焊接热输入。

图3 搅拌工具形状Fig.3 Shape of stir tool
4.2工艺试验
试验采用了3 mm厚的6061-T6铝合金,焊接试板采用对接接头,对比有没有加入激光对焊缝成形的影响,并对焊接得到的焊缝进行力学性能分析。
4.2.1焊缝成形
采用不同的焊接参数,对有没有加入激光辅助热源得到的焊缝进行了对比,焊缝成形如图4所示。
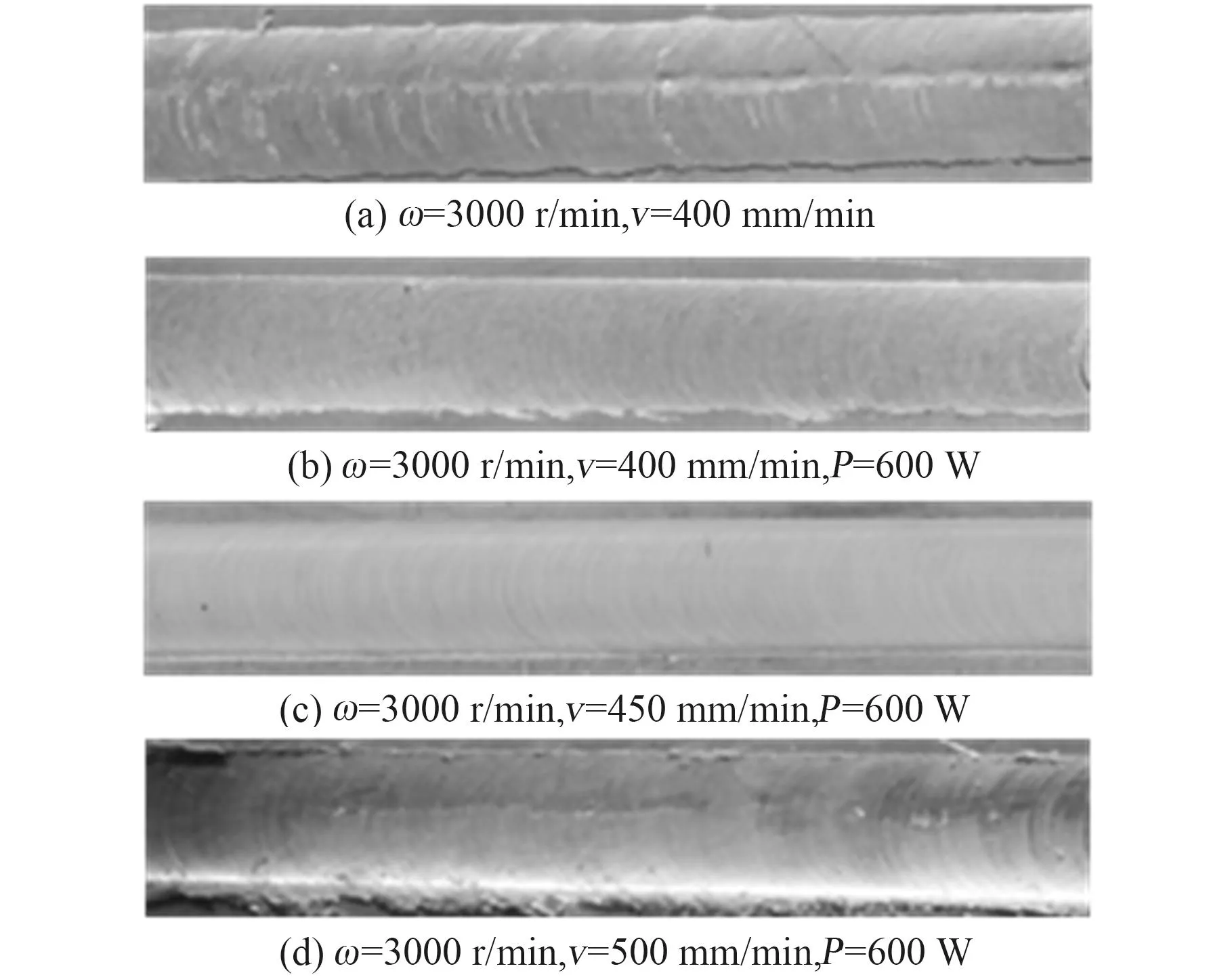
图4 不同焊接速度下接头的宏观形貌Fig.4 Macrostructure characteristics of weld in different speed
图中可以看出常规FSW在焊接速度达到400 mm/min时,焊缝表面出现了犁沟缺陷,如图4(a)所示,加入600 W的激光后,焊缝表面的犁沟消失,但焊缝表面纹路粗糙不清晰,出现毛刺,如图4(b)所示。将焊接速度提高到450 mm/min时,焊缝表面纹路均匀美观,如图4(c),成形良好。当焊接速度达到500 mm/min后,焊缝表面又出现犁沟,如图4(d)所示。
以上现象说明提高焊接速度会降低焊接热输入,过快的焊接速度会导致焊接热输入不足,焊缝金属塑性降低,材料流动不充分,从而使焊缝成形变差,出现表面犁沟等材料缺失型缺陷。引入激光辅助热源后,为焊缝提供了辅助的热输入,焊缝成形得到改善,同时可将FSW的焊接速度提高到450 mm/min。焊接速度得到提高也说明了搅拌工具前进过程中,焊缝金属软化程度得到提高,搅拌工具的前进抗力也相应下降。
4.2.2接头抗拉强度
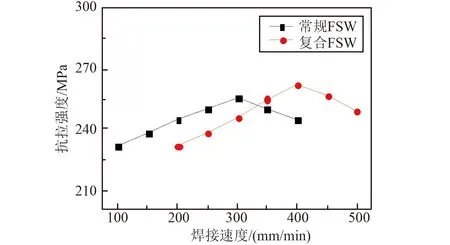
图5 焊接速度与接头拉伸性能的关系Fig.5 Curve of tensile properties vs. welding speed
焊接速度对接头抗拉强度的影响如图5所示,搅拌工具旋转速度为3000 r/min,复合FSW采用的激光功率为600 W。图中可以看出,常规FSW在焊接速度为300 mm/min时,接头获得峰值抗拉强度为255 MPa,加入激光辅助热源后,在焊接速度为400 mm/min时,获得的接头峰值抗拉强度为262 MPa,当常规FSW焊接速度达到300 mm/min,或复合FSW焊接速度增加到400 mm/min后,抗拉强度下降。在焊接速度小于350 mm/min范围内,采用相同的焊接速度,引入激光辅助热源进行焊接,接头的抗拉强度略小于常规搅拌摩擦焊接接头;当焊接速度在350~400 mm/min范围内时,则相反,采用激光辅助焊接所获得接头的抗拉强度较高。由前述分析可知,采用两种方式焊接,可以获得接头抗拉强度接近的焊缝,不同之处在于,采用激光热源辅助可以显著提高焊接速度,从常规的300 mm/min提高至450 mm/min,因此焊接效率较高。
4.2.3接头显微硬度
图6是不同焊接参数下获得接头横截面的显微硬度分布,从图中可以看出焊缝横截面的硬度分布大致呈“W”状,焊核区硬度较高,热影响区硬度较低,在靠近母材的区域硬度又恢复高值,焊缝两侧的硬度分布不对称,后退侧热影响区硬度比前进侧低,软化程度更高,说明了焊缝后退侧热影响区是接头的薄弱环节。激光功率的加入或旋转速度和焊接速度的改变都没有改变接头的硬度分布,在一定程度上验证了接头断裂特性对焊接参数的不敏感性。在旋转速度为3000 r/min,焊接速度为300 mm/min的基础上加入600 W的激光辅助热源后,接头各区的硬度下降,适当降低旋转速度或提高焊接速度后,接头硬度有所提高。
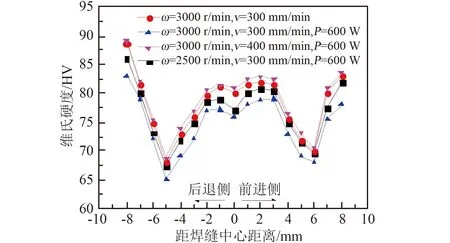
图6 不同焊接参数对应的接头显微硬度分布Fig.6 Hardness profiles of different welding joints
加入激光辅助热源后,接头硬度下降是由于焊接热输入提高,焊缝中更多的强化相溶解,导致接头的硬度下降,提高焊接速度或降低旋转速度后,焊接总热输入下降,强化相溶解减少,接头的硬度有所上升。焊接速度提高后,大应变速率及足够的温度促进了动态再结晶,同时相对冷却速度得到提高,从而细化晶粒,有利于接头硬度的提高。
4.2.4接头断口分析
图7是接头拉伸后的宏观形貌,接头的断裂全部发生在后退侧的热影响区,说明焊缝的后退侧是接头的薄弱环节。从图6的硬度分布图还可以看出,后退侧热影响区出现明显的软化,导致断裂发生在后退侧的热影响区。
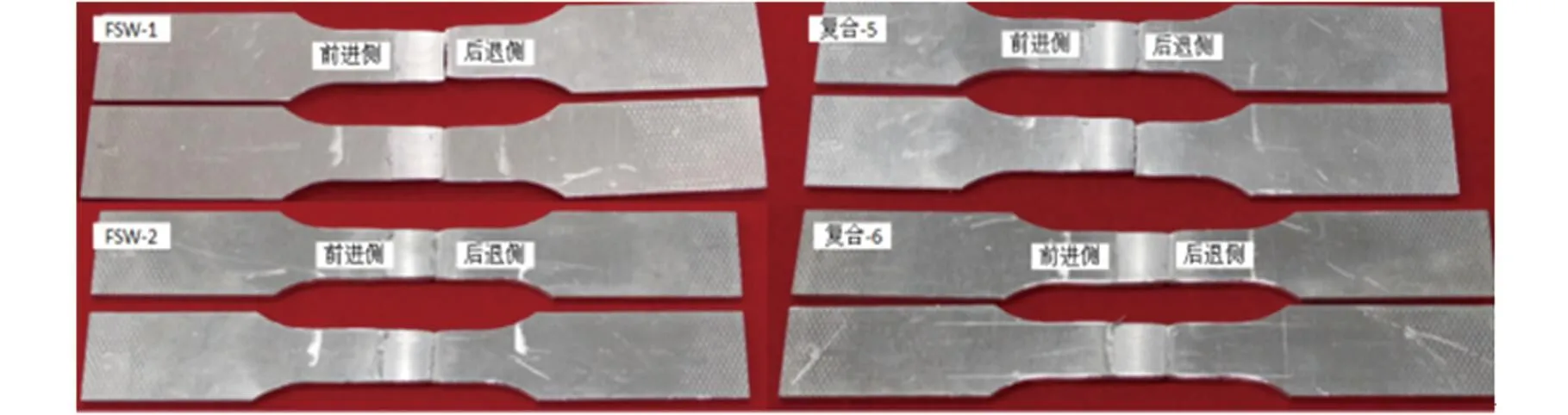
图7 部分接头拉伸后的宏观形貌Fig.7 Fracture locations of welding joints
图8是拉伸试样断口扫描照片。图中可以看出,两个试样的断口由大量的等轴韧窝构成,韧窝尺寸相近,大小相对均匀,激光辅助热源的加入对接头的断口形貌没有明显改变,说明激光的引入对搅拌摩擦焊接头的断裂特性影响不大。
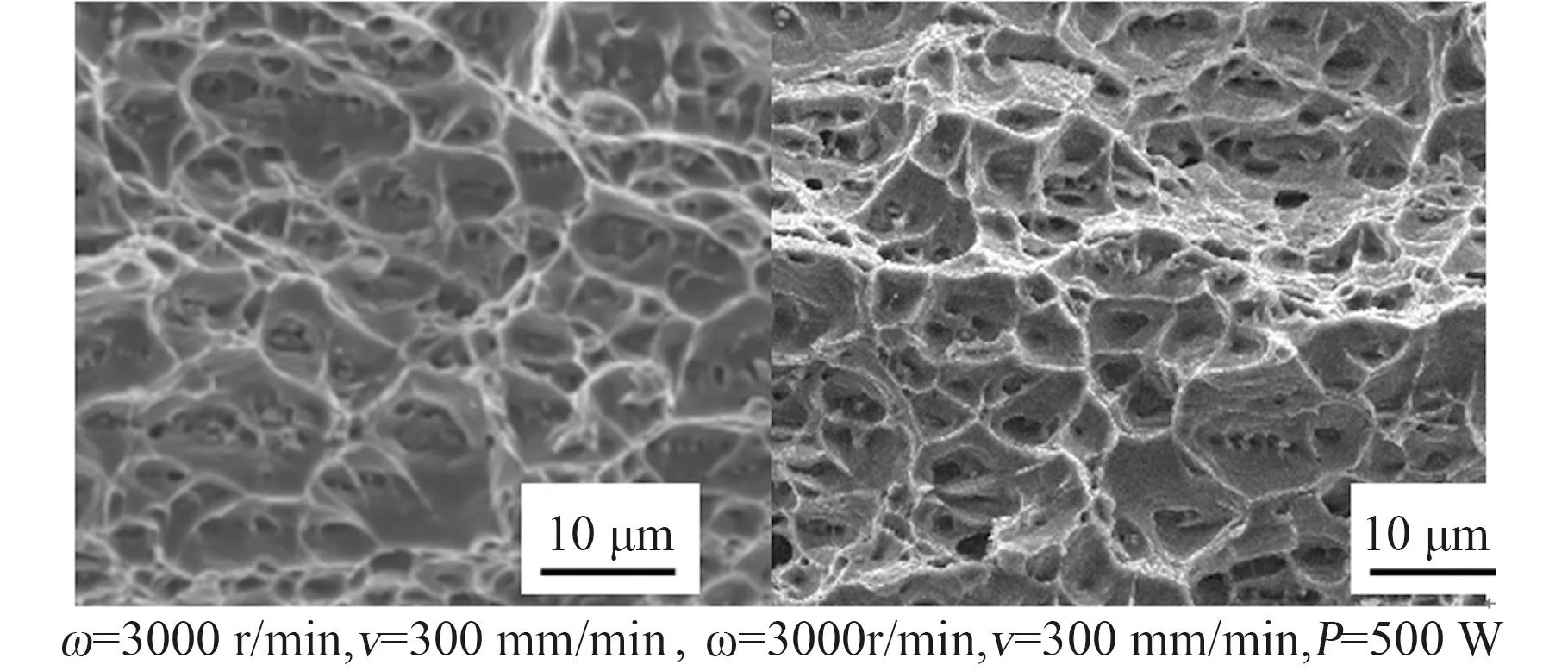
图8 试样拉伸断口SEM微观照片Fig.8 Microstructure characteristics of joint fracture
5结论
本文讨论了空间焊接技术的发展现状,介绍了现有空间焊接技术的发展历程及优缺点。根据空间环境对焊接过程的特殊影响,提出了利用空间太阳光能同轴加热辅助搅拌摩擦焊技术概念。通过在地面搭建激光同轴加热辅助搅拌摩擦焊装备,实施了焊接工艺试验,得到如下结论:
1)固态焊接能够有效规避铝合金熔焊过程中出现的气孔问题,焊接过程没有液态熔池,高真空以及微重力等空间环境因素对焊接过程影响较小;
2) 辅助热源能够实现更多的热输入,为降低固态焊接所需的作用力提供了条件,使固态焊接有望用于空间结构的连接;
3) 地面激光热源同轴辅助搅拌摩擦焊工艺试验表明,该技术可实现对铝合金焊缝的无缺陷焊接,接头强度系数与传统搅拌摩擦焊相近,焊接速度可提高50%以上,明显提高了焊接工艺适应性。
参考文献(References)
[1]吴林, 冯吉才, 高洪明, 等. 空间焊接技术[J]. 航空制造技术, 2005(5): 32-35.
Wu Lin, Feng Jicai, Gao Hongming,et al. Welding technology in space[J]. Aeronautical Manufacturing Gechnology, 2005(5): 32-35.(in Chinese)
[2]Paton B E, Lapchinskii V F. Welding in Space and Related Technology[M]. England: Cambridge International Science Publishing, 1997: 8-20.
[3]Nandan R, DebRoy T, Bhadeshia H. Recent advances in friction-stir welding-Process, weldment structure and properties[J]. Progress in Materials Science, 2008, 53(6): 980-1023.
[4]张华, 林三宝, 吴林, 等. 搅拌摩擦焊研究进展及前景展望[J]. 焊接学报, 2003, 24(3): 91-95.
Zhang Hua, Lin Sanbao, Wu Lin, et al. Current progress and prospect of friction stir welding[J]. Transactions of The China Welding Institution, 2003, 24(3): 91-95.(in Chinese)
[5]刘会杰, 李金全, 段卫军.静止轴肩搅拌摩擦焊的研究进展[J]. 焊接学报, 2012, 33(5), 108-111.
LIU Huijie, LI Jinquan,DUAN Weijun.Progress in the stationary shoulder friction stir welding[J]. Transactions of the China Welding Institution, 2003, 24(3): 108-111.(in Chinese)
[6]Liu H J. Friction stir welding assisted by micro-plasma arc[J]. Science and Technology of Welding and Joining, 2009, 3(14): 193-195.
[7]Sun Y F, Konishi Y, Kamai M, et al. Microstructure and mechanical properties of S45C steel prepared by laser-assisted friction stir welding[J]. Materials and Design, 2013 (47): 842-849.
[8]Merklein M, Giera A. Laser assisted friction stir welding of drawable steel-aluminum tailored hybrids[J]. International Journal of Mater Form, 2008(1): 1299-1302.
[9]Mishra R S, Ma Z Y. Friction stir welding and processing[J]. Materials Science and Engineering: R: Reports, 2005, 50(1): 1-78.
[10]许辉, 封小松, 尹玉环, 等. 热源同轴辅助搅拌摩擦焊热过程数值分析[J]. 载人航天, 2015, 3(21): 243-248.
XU Hui, FENG Xiaosong, YIN Yuhuan, et al. Analysis of thermal behavior in heat coaxially assisted friction stir welding[J]. Manned Spaceflight, 2015, 3(21): 243-248.(in Chinese)
[11]封小松, 徐萌, 钱纪红. 载人航天器结构件FSW制造工艺及应用[J]. 载人航天, 2011, 17(1):58-63.
Feng Xiaosong, Xu Meng, Qian Jihong. FSW technics and corresponding applications for manned spaceflight welding structure[J]. Manned Spaceflight, 2011, 17(1): 58-63.(in Chinese)
[12]Hammond M, Good J, Gilley S, et al. Developing fabrication technologies to provide on demand manufacturing for exploration of the moon and mars[C]//44th AIAA Aerospace Sciences Meeting and Exhibit. 2006:1106-13.
[13]Ding J, Caner B, Lawless K, et al. A decade of friction stir welding R and D at NASA′s Marshall Space Flight Center and a glance into the future[R]. NASA20080009619,2006.
[14]Bondarev A A, Dvernyakov V S, Korol A A, et. Al. Welding aluminum alloy 1201 by radiant energy of sun[J]. Space research in Ukraine, 1981(15): 34-37.
[15]Paton B E. Space: Technologies, Materials, Structures[M]. London: Taylor &Francis, 2003: 10-15.
Heat Assisted Friction Stir Welding of Aluminum in Space
XU Hui, FENG Xiaosong , XU Kui
(Shanghai Aerospace Equipments Manufacturer,Shanghai 200245, China)
Abstract:Welding as an important manufacturing technology, is of great significance for on-orbit assembly of large space structures and institutions. On the basis of summarizing the development status quo of foreign welding technology used in space, a space friction stir welding technology based on the coaxial heating auxiliary of the light source was proposed and the research of the ground welding equipment and process test were carried out with laser. The results showed that the friction stir welding with zero tilt angle assisted by coaxial heating of light source could achieve reliable welding of aluminum alloy. Auxiliary heating could improve the welding speed, and reduce the incidence of defects. This method provides a new insight and useful exploration for the development of space welding technology in China.
Key words:welding in space; friction stir welding(FSW); laser; auxiliary heating
收稿日期:2015-08-29;修回日期:2016-03-19
基金项目:国家自然科学基金(51305272);载人航天预先研究项目(050201)
作者简介:许辉(1989-),男,硕士,研究方向为搅拌摩擦焊技术。E-mail:ixuhui@sina.com
中图分类号:TG456.9
文献标识码:A
文章编号:1674-5825(2016)03-0308-05
猜你喜欢
昆明医科大学学报(2021年6期)2021-07-31
昆明医科大学学报(2021年6期)2021-07-31
表面工程与再制造(2019年6期)2019-08-24
表面工程与再制造(2019年1期)2019-05-11
家庭影院技术(2018年11期)2019-01-21
电子制作(2018年12期)2018-08-01
家庭影院技术(2018年2期)2018-04-18
制导与引信(2017年3期)2017-11-02
电子制作(2017年19期)2017-02-02
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24