
油基钻屑处理及资源回收技术进展
2016-05-31 08:09:57孙静文许毓刘晓辉张明栋任雯谢水祥中国石油安全环保技术研究院
石油石化节能 2016年1期
孙静文 许毓 刘晓辉 张明栋 任雯 谢水祥(中国石油安全环保技术研究院)
油基钻屑处理及资源回收技术进展
孙静文许毓刘晓辉张明栋任雯谢水祥(中国石油安全环保技术研究院)
摘要:随着非常规油气的大规模开采,油基泥浆的使用规模大幅度增加,油基钻井废弃物处理处置已成亟待解决的环保难题。基于有关文献,综述了目前国内外油基钻屑的处理与资源化技术的进展,并对不同处理技术特点进行了对比。展望了未来油基钻屑处理与资源化技术的发展趋势,提出了发展建议。
关键词:油基泥浆;油基钻屑;固体废物;环境保护
随着页岩气、致密气等非常规油气开发过程,油基泥浆的使用规模逐渐增加。油基泥浆具有良好的流变性能、滤失控制性能及润滑性[1]等优点,但钻井过程中,固控循环系统产生的油基泥浆和岩屑混合物(简称油基钻屑)的处理成为了一个巨大的环保难题。在油基泥浆循环过程中,振筛机、除砂器、除泥器、离心机等设备会不断产生不同粒度的岩屑和泥浆的混合物,矿物油含量超过20%,属于特殊危险废物,进入自然环境中将导致严重的土壤和地下水污染事故,对生态环境造成严重的破坏,直接对人类健康产生危害[2],因此,开发对废弃油基泥浆合理的处理技术成为各大油田急需解决的问题。
1 油基钻屑处理技术
1.1甩干-离心分离技术
甩干-离心分离技术的主体设备为立式甩干机和卧螺离心机。立式甩干机利用0.3 mm的筛网,将大颗粒隔离在筛网内部,通过刀片将筛网内固体刮出,形成含油率低的干渣,小颗粒和钻井液从筛网穿过,再经过离心分离后,质量较好的钻井液回收,含粉尘和小颗粒较多的固相收集后进入离心机进一步固液分离处理。甩干机排出的干渣部分约占总体积的50%,回收钻井液约占10% ~15%,VERTI-G机型甩干机,最大处理量可达到40 t/h。目前在世界各地成功应用200口井以上[3]。
将甩干机和卧螺离心机相结合,能够将钻井废弃物含油率降至3%~5%。最大限度的回收泥浆。甩干机处理后残渣和高含油油泥依然是危险废弃物,无法处理,因此,目前开发的其他工艺大多以此技术作为前处理技术,以达到减量化和回收泥浆的目的。
1.2热解析技术
热解析技术也成为热脱附技术,是指在绝氧加热条件下将岩屑中的绝大部分液相分离冷凝后回收,从而实现钻屑与油分离的目的。脱附炉按照加热介质不同,加热方式有燃料加热、电加热、以及锤磨热解析技术。使用燃料加热的热解析技术可以直接利用燃料(如柴油、天然气、伴生气等)加热,或利用燃料加热蒸汽,再利用蒸汽加热解析设备。使用燃料加热的热解析设备体积一般较为庞大,适合于建设集中处理站。电加热的设备相对体积稍小,2014年11月杰瑞能服公司[4]开发电加热炉在西南油气田威远页岩气开发区块某平台开展了现场试验。试验结果表明:热解析残渣含油率低于1%。回收的油品性质满足回用配浆要求。中国石油安全环保技术研究院开发电磁加热脱附技术处理油基钻屑,具有热效率高(大于85%),占地面积小,可撬装化,设备安全可靠等优点。已在浙江油田昭通页岩气示范区某平台开展了工业化现场试验。经过处理后的钻屑含油率低于1%,脱附油配浆与5#白油配浆效果相近。
锤磨热解析技术(TCC,thermal- mechanic cutting clean)于其他热解析技术的区别在于热能由摩擦力产生:利用高速旋转的转臂带动固体颗粒高速运动产生摩擦,摩擦产生的温度达到油的沸点之上,油、水汽化后克服毛细管力脱附固体颗粒的孔隙实现固液分离。蒸汽经过冷凝分离后回收油、水。TCC技术于2006年首先应用UKCS的一个半潜式平台[5],处理温度在240~260℃,平均处理规模6 t/h。目前在美国、英国、荷兰、挪威等多个国家有应用。但国内尚未见应用案例。
除了目前开展应用和完成工程示范的热解析技术,研究人员尝试开发微波热解析技术,提高热解析的效率。陈晓琳等[6]利用微波处理油基泥浆钻屑,试样处理后含油量为0.436 4%,验证了微波热解析法处理含油钻屑的可行性。
热解析技术需要充分考虑随着热解析温度的升高而对脱附回收的油品质的影响(产生异味),目前杰瑞能服公司通过分析,认为低馏点(小于200℃)物质是异味的主要来源,并采用选择性官能团吸附技术对脱附油进行除臭,取得了较好的效果。已在大庆油田完成脱附油除臭试验,处理后的脱附油S/N含量远低于成品柴油,达到了脱臭效果。
1.3常温化学脱附技术
常温化学脱附技术一般利用化学药剂对油基钻屑进行处理,使油和钻屑分离,再利用加热等手段,回收脱附药剂循环使用。目前比较成熟的是LRET技术,对甩干-离心处理后油基钻井液进行浸取后固液分离,油基钻屑中的泥浆进入溶剂中,再通过蒸馏冷却手段,回收溶剂循环使用。分离的固相进行填埋处理或制备免烧陶粒等资源化产品。回收的油基钻井液性能满足钻井要求,并控制最终排放的残渣油含量小于1%。已在塔里木油田进行应用,塔里木油田应用LRET技术处理油基钻井液废弃物超2500 m3,回收油基钻井液近600 m3,创造经济效益560多万元。2015年,LRET技术在四川长宁页岩气示范某平台进行了现场试验,回收钻井液超过150 m3,经过检测,脱附残渣含油率低于1%。
LRET技术的缺点是设备投资较高,处理药剂价格昂贵。设备占地面积较大,不易实现随钻处理。其他各类脱附、回收药剂也开展了室内研究和现场试验,取得了较好的试验效果,并进行了初步应用。
田浩等[7]采用物理-化学相结合的方法对油基泥浆进行油、水及固相分离。DSC型破乳剂浓度为200 mg/L与频率25 kHz、功率40 W的超声波耦合作用下,除油率达到最高。在无机混凝剂Al2(SO4)3浓度为200 mg/L、有机混凝剂PAM浓度为7 mg/L时与频率20 kHz、功率80 W的磁场耦合作用下混凝效果达到最佳。确定了在实验温度为40℃、pH值为6~7的实验条件下最佳除油率能达到86%。
王智峰等[8]采用基于生物酶技术的清洗剂干粉,经清洗剂处理后油基钻屑含油质量分数低于1%;形成了一套油基钻屑随钻处理工艺,处理能力达到5 m3/h,满足油基钻屑随钻处理要求。在胜利油田渤页2HF井等3口页岩油井中应用,均取得较好的效果。
1.4微生物处理技术
微生物处理技术处理油基钻屑是利用微生物细菌对油基钻屑进行土壤可耕作式功能修复和改善,利用微生物分解油基钻屑中的石油烃类和其他有机物,经过处理后的油基钻屑达到现场绿化的标准。微生物处理技术需求的场地面积较大,处理周期约在30~60 d甚至更长,同时受到温度、湿度等环境条件的制约。
国外很多公司已经开始使用生物处理技术治理油基钻屑与岩屑,如壳牌、雪佛龙、哈里伯顿公司,同时在国内的部分油田环保施工中也进行了应用性试验[9]。李学庆等[10]利用该技术对新疆油田阜东081井白油包水钻井液和苏10-32-45CH井全油基钻井液中的钻屑进行了处理,取得了良好的效果,通过离心甩干和生物法处理后,钻屑的含油量降至了1.17%。
1.5固化资源化技术
主要是利用水泥、固化药剂对含有钻屑进行混拌处理,然后加工成各类资源化产品,如铺路路基材料、免烧陶粒、免烧砖等。由于含油率较高,含油钻屑直接固化较难达标,一般作为甩干-离心技术、热解析技术、常温脱附技术等技术的最终处置技术,实现废物再利用。
刘宇程等[11]针对废弃油基钻井液中柴油回收过程产生的泥渣、废水、废白土和酸碱废渣具有高色度、高pH、高COD和高石油类的特点,通过优化实验得出了一步法无害化处理废弃混合物的最佳固化配方:水泥和粉煤灰加量分别为12. 5%,激活剂SG加量1.5%,促凝剂LSL加量1. 5%,石灰加量1%。在最佳固化配方下,固化体浸出液的各主要污染指标都符合GB 8978—1996《污水综合排放标准》一级标准,固化成本约100元/m3,与分别处理废渣、废液相比,其处理成本可降低约20%。
中国石油集团海洋工程有限公司[12]采用粉煤灰复合材料固化剂技术进行废弃钻井液的固化和处理,固化物的浸出液毒性在GB 8978—1996控制指标内。用优化化学药剂处理钻井废水达到回注水水质指标。各种处理技术的优劣和使用条件,见表1。
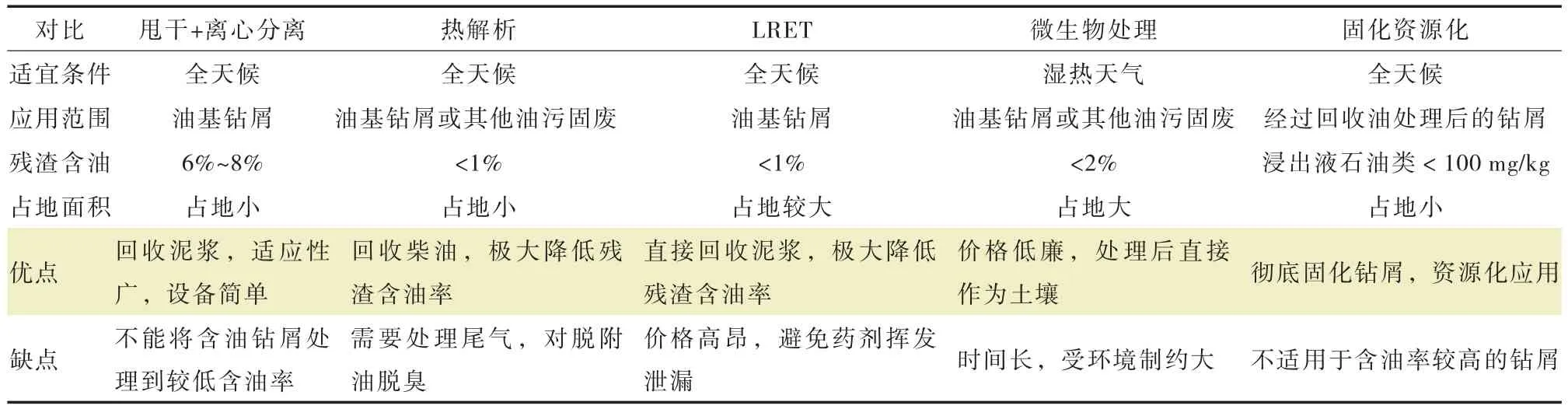
表1 各种处理技术对比
2 发展趋势
钻井废弃物的环境污染问题是油气田企业面临的主要环境风险,对钻井废弃物进行无害化处理和资源化利用,是油气生产企业必须承担的社会责任,也是积极应对国家和地方日益严格的环保要求的有效举措。结合现有技术和国内页岩气开发现状,对未来发展趋势有以下几点分析。
1)随钻处理,撬装化、标准化、小型化。钻井队往往作业地点偏远,含油钻屑处理工程集中建站,拉运钻屑到处理站需要较高成本,并且路途中具有抛洒、泄露等环境风险和安全风险。含油钻屑作为危险废物,办理转运手续过程复杂,办理的过程长时间堆放暂存,也容易发生对环境的污染。因此,随钻处置装置已逐渐成为生产单位的需求。设备向小型化、撬装化发展。力求达到不落地随钻处理。
2)多种技术组合和集成,完成钻井废弃物最终的处置。随着技术的发展和要求的不断提高,单纯依靠某一种装置来达到处理达标的目的很困难,即使能够达标,处理成本也很高。常温化学脱附要求含油率不得超过12%,热解析技术的成本也随着含油率的增加而不断增加。同时,固化资源化技术虽然难以直接将高含油率的油基钻屑处理达标,但是能够妥善解决热脱附等技术处理过后的残渣,变废为宝。因此,将多种技术组合集成,形成成套处理工艺,才能够真正的将含油钻屑处置完成。
3)处理过程应妥善解决可能产生的二次污染,如尾气、污水、废渣等。目前的含油钻屑处理技术均有可能产生其他污染物,处理不当,可能对环境造成二次污染。热脱附技术会产生少量的不凝气,常温化学脱附技术可能发生化学药剂的逸散、泄露、微生物处理技术可能会产生废水等,应全局考虑整套工艺的水、气、渣的处理与排放。
3 建议
1)甩干-离心工艺直接纳入泥浆固控系统。立式甩干机的使用能够有效回收振动筛出渣中的泥浆,将甩干机统一考虑,并入泥浆固控系统,有利于减少设备数量(可以和固控系统共用离心机),提高泥浆回收率,减少固体废弃物的排放。
2)积极开展热解析设备、常温化学脱附设备的小型化,降低设备制造成本。目前,热解析设备和常温化学脱附设备,特别是常温化学脱附设备大规模推广的主要制约条件之一,就是设备造价较高。
3)资源化产品应与现场应用条件相结合。资源化产品的种类尽量与生产单位和现场附近的居民进行沟通,尽量制备能够就地使用的产品,或使用量大、使用范围广的产品,如铺路路基材料,或路缘石等等,就地利用,节约运输成本。
参考文献:
[1]单海霞,何焕杰,袁华玉,等.油基钻屑处理技术研究进展[J].河南化工,2012,29(15):26-29.
[2]王冲敏,齐从温,刘晓瑜.废弃钻井液处理技术研究进展[J].内蒙古石油化工,2014(22):102-106.
[3]胡小刚,康涛,柴占文,等.国外钻井岩屑处理技术与国内应用研制分析[J].石油机械,2009,37(9):159-161.
[4]丛培超,秦宗伦,刘阳,等.页岩气钻井平台含油废弃物治理技术研讨[C]//环保钻井液技术及废弃钻井液处理技术研讨会论文集.成都:川庆钻探国际工程公司,2014:144-150.
[5]曲晓红.非水基钻井液污染钻屑的处理-提高环境和安全标准[J].国外油田工程,2010,26(6):60-62.
[6]陈晓琳,李悦钦,蔡成功.微波热解析处理油基泥浆钻屑的可行性研究[J].化学工程与装备,2015(10):86-87.
[7]田浩,赵会军.废弃油基泥浆处理工艺与研究[J].环境工程,2014(S1):310-313.
[8]王智锋,李作会,董怀荣.页岩油油基钻屑随钻处理装置的研制与应用[J].石油机械,2015,43(1):38-41.
[9]张博廉,操卫平,赵继伟,等.油基钻井岩屑处理技术展望[J].当代化工,2014,43(12):2603-2605.
[10]李学庆,杨金荣,尹志亮,等.油基钻井液含油钻屑无害化处理工艺技术[J].钻井液与完井液,2013,30(4):81-83.
[11]刘宇程,徐俊忠,张寅龙,等.废弃油基钻井液提取柴油剩余废弃物无害化处理研究[J].环境工程学报,2014,8(8):3417-3422.
[12]王眉山,郑毅.中国废弃钻井液处理技术发展趋势[J].钻井液与完井液,2009,26(6):77-79.
(编辑巩亚清)
DOI:10.3969/j.issn.2095-1493.2016.01.014
第一作者简介:孙静文,工程师,2011年毕业于哈尔滨工业大学,从事环保科研工作,E-mail:sunjingwen@cnpc.com.cn,地址:北京市昌平区沙河镇西沙桥西中石油科技园区A12地块A座,102206。
收稿日期2015-08-12
猜你喜欢
品牌研究(2022年29期)2022-10-15 08:01:00
中国资源综合利用(2017年4期)2018-01-22 02:46:38
环球人文地理·评论版(2016年8期)2017-01-19 00:52:35
建筑建材装饰(2016年13期)2017-01-04 11:33:01
中国科技纵横(2016年20期)2016-12-28 18:06:51
商场现代化(2016年23期)2016-11-17 20:34:43
中国环境监察(2016年10期)2016-10-24 05:27:22
中国环境监察(2016年10期)2016-10-24 05:27:22
教育教学论坛(2015年23期)2015-12-07 20:11:52
福建轻纺(2015年3期)2015-11-07 02:52:38
