
汽车保险杠油漆耐水性研究
2016-05-30 10:48:04闫晓娜
企业科技与发展 2016年10期
闫晓娜
【摘 要】文章通过分析某出口车保险杠油漆起泡故障率,发现不同供应商生产工艺、基材、油漆的不同导致产品对高湿、高热的环境下会出现不同程度起泡的规律,通过改进措施提高产品耐水性,解决保险杠起泡问题。
【关键词】起泡;生产工艺;基材;油漆;耐水性
【中图分类号】U463.326 【文献标识码】A 【文章编号】1674-0688(2016)10-0029-04
0 前言
随着合成化学工业的发展,塑料品种增多,性能不断地提高,采用工程塑料代替各种金属材料是一种技术进步的表现和趋势。塑料的耐蚀性能好,密度小,有些工程塑料的力学性能不亚于金属材料,现代汽车上有很多的部件都是塑料制品。汽车要省油,就要轻量化,因此塑料在汽车上的应用在全球呈增长的趋势[1]。
汽车塑料件喷涂的目的是提高其外表装饰性和耐候性,车身外观装饰塑料件涂层,要求与车身的相同,能消除表面缺陷和改善表面性能(提高耐候性、耐药品试剂性、耐水性等)。
出口车由于在海运过程中需要对前后保险杠做贴膜保护,在粘贴过程中存在局部不贴合、膜与保险杠之间会存在气泡的情况,阴雨高湿天气会导致气泡中充满水及水汽,在高温、长时间浸泡下给漆膜起泡埋下了隐患,因此出口车保险杠对油漆的耐水性要求更高。
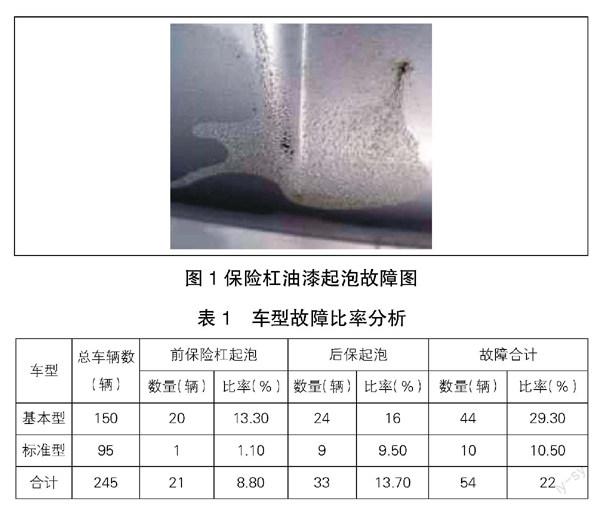
出口哥伦比亚和厄瓜多尔的N300车型反馈存在前后保险杠油漆起泡的问题(如图1所示),基本型和标准型的车都存在此问题,涉及“方鑫”“双林”和“恒佳”3家前、后保险杠油漆生产供应商。对售后反馈的故障车的数据进行详细分析,具体的故障比率见表1。
前、后保险杠油漆起泡的故障率达到22%,严整影响售后的IPTV值(千台车故障率),从而会使售后的CPV值(单台维修成本)变高。
2 油漆耐水性影响因素的研究
2.1 表面处理
前处理是涂装作业的基礎,是不可缺少的重要工序,是提高保险杠涂膜附着力、耐蚀力的关键环节,因此前处理质量高低,直接关系到保险杠喷涂质量的优劣。表面处理能够提高涂膜的防腐防锈性能,延长涂膜的使用寿命,提高涂膜对保险杠的附着力,并能使保险杠得到均一的涂膜性能[2]。从塑料件表面去除各种污垢,如除油(也称脱脂),以保证涂膜的理化性能和产品的质量,常见的污垢有灰尘、油污、旧涂膜等。
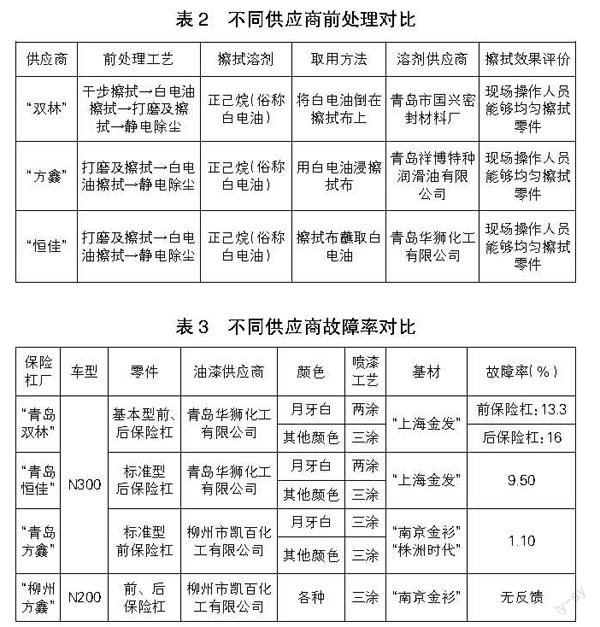
对“双林”(基本型前、后保险杠)、“方鑫”(标准型前保险杠)、“恒佳”(后保险杠)进行喷涂前处理现场审核,3家供应商的情况对比见表2。
虽然3家供应商的前处理都存在差异,但从现场察看确认,3种前处理方式都可以保证零件表面全覆盖,对油漆耐水性没有很大的区别。
2.2 油漆与基材的研究
塑料件的喷涂工艺一般分为底漆、色漆及面漆,涂底漆的目的在于提高涂层抗渗透能力,增强对基材的保护,掩饰零件表面细微缺陷,加强色漆与零件表面的附着力,保证面漆涂层的颜色的均匀性。
保险杠经涂底漆、底漆流平后涂装色漆,这是完成涂装工艺过程中的关键阶段。涂色漆的作用是提供所需的装饰颜色,使外观达到设计的要求,并且保护零件表面不受外界环境大气、酸雨污染的侵蚀,防止紫外光线穿透,大大增加抗老化能力[3]。
涂清漆的作用是增强面漆涂层抗外界侵蚀能力,保护色漆涂层不被氧化,增加面漆色彩的光泽,使产品外观更加鲜艳。
从对3家供应商的油漆喷涂的现场操作来看,未发现存在问题,员工按照喷涂作业指导书进行,无露底等质量缺陷,员工的喷涂手法固定,操作工喷涂的走枪顺序明确。为快速有效地解决此问题,对故障车进一步细化,找出不同车型、不同保险杠供应商的问题故障率(见表3)。
通过上述的细化发现,“青岛双林”和“青岛恒佳”所喷涂的零件故障率很高,而“青岛方鑫”和“柳州方鑫”所做零件的故障率底,同时“方鑫”的N300标准型前保险杠和N200的保险杠在零件材料及油漆、生产工艺方面是一致的。
2.3 油漆烘烤固化的研究
喷涂好的保险杠经流平后,需进入固化炉进行固化处理。涂料的烘烤固化是油漆的一个熔融、化学反应过程,它使涂膜变硬、耐摩擦,是涂装工艺中重要的一个环节。完全的烘烤包括烘烤时间和温度,它将决定涂膜的性能和特性,烘烤不足可导致涂膜厚度不均匀、附着力差、耐候性差、强度和硬度下降,烘烤过度轻则涂膜失色,重则涂膜焦化,机械强度严重下降[4]。烘干温度不宜过高,本文中塑料件的烘烤温度一般控制在70~80 ℃,时间控制根据不同的油漆要求设定,但其附着力、硬度及厚度等性能都能满足要求,烤漆房具有自动控温装置,并保持烘烤监控记录,符合工艺要求。
从上面的分析中发现,3家供应商在前处理、喷涂工艺及烘烤工艺方面并无明显差别,唯一存在差异的就是油漆及基材的选择方面。下面将对不同基材和油漆的耐水性试验进行研究,从而解决实际生产中塑料喷涂件耐水性差易起泡的问题。
3 耐水性试验过程
3.1 油漆耐水性试验标准的选择
查看的图纸上对前、后保险杠油漆的要求是参考《漆膜耐水性测定法》(GB/T 1733—93),此标准推荐甲、乙2种试验方法,甲法是(23±2)℃/240 h,乙法是沸水浸泡,而且试样底板要求是马口铁。我们图纸上仅要求是采用甲法在(23±2)℃水浸泡240 h,目前不清楚是否适用于塑料外饰件。
汽车行业油漆标准《汽车油漆涂层》(QC/T 484—1999),其中对于塑料件的只能查到TQ10内饰件涂层,其耐水标准为50 ℃10个循环无变化[耐水性:将样板浸在(50±1)℃的恒温水浴中,观察漆膜变化情况,加温在(50±1)℃保持8 h,然后停止加热,在保温的设备中自然冷却16 h为一个周期],如采用车身标准TQ2,则耐水性为50 ℃ 20个循环无变化。
“江淮”的保险杠油漆是按照厂家技术要求在40 ℃热水浸泡240 h。文中的所有试验均是按照此标准对油漆进行水浴实验。
3.2 试验样品与方法
(1)用“双林”的基材和油漆喷涂不同厚度的油漆膜厚来确认膜厚对油漆耐水性的影响。
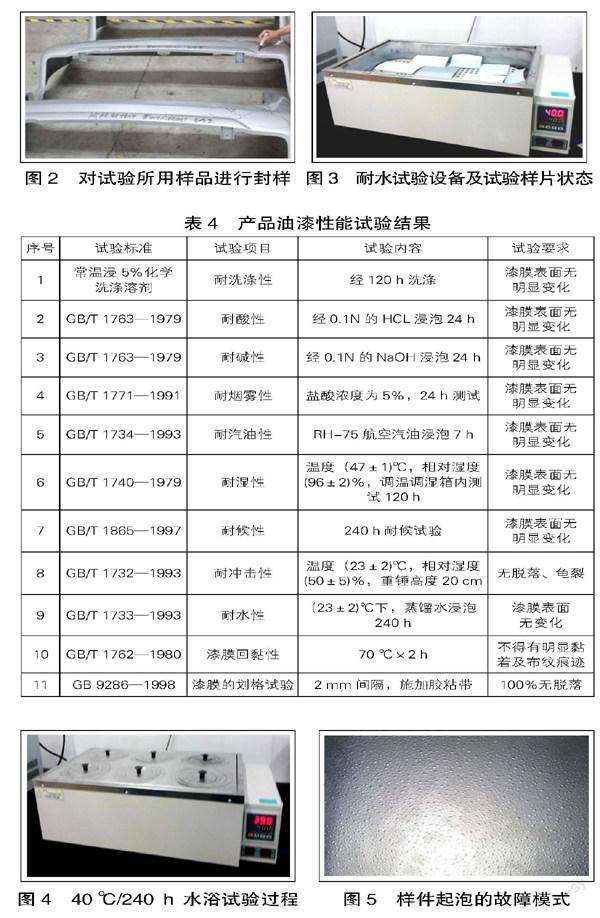
(2)分别用3家供应商不同的基材和油漆做耐水性试验(如图2、图3所示)。
所有做40 ℃耐水性试验样品都符合产品试验大纲的其他要求。表4为产品的试验结果,均符合要求。
3.3 漆膜厚度对耐水性影响
双林油漆供应商曾进行过底漆膜厚只有5 μm的耐冷水性试验(23 ℃/240 h),耐水性大大降低,24 h就起泡(如图4所示)。与SQ一起对“双林”前后保险杠底漆膜厚只有8 μm的耐水性试验40 ℃/240 h,仅做了约36 h就已明显起泡,漆膜有水浸变色的痕迹(如图5所示)。从水浴试验看,底漆膜厚是油漆起泡的一个影响因素。
对此采取的措施是底漆喷涂由2遍改为3遍(膜厚要求由≥8μm改为≥15μm),并目视检查颜色均匀、无露底材后再进行色漆喷涂。
3.4 油漆及基材对其耐水性的影响
对不同保险杠基材和油漆的匹配耐水性试验主要经过2轮验证,具体结果见表5和表6,表格中样品编号1、2、3、7、8、9、12耐水实验合格,样品编号4、5、6、10、11耐水试验不合格。
从2轮试验结果看,“双林”和“恒佳”的油漆无法满足40 ℃/240 h的耐水性试验。“方鑫”的保险杠可以满足40 ℃/240 h的耐水性标准。从反馈的故障车比例看,“双林”和“恒佳”的保险杠故障比例明显高于“方鑫”的零件,而“方鑫”保险杠的油漆和基材与N200相同,N200的出口车并没有反馈此问题。由此可以推论,“方鑫”所使用的油漆和基材的耐水性标准可以满足出口车的要求。针对此结论,最终确认对“双林”“恒佳”及“青岛方鑫”参考N200的材料、油漆、生产工艺组织生产。
4 实验结果在实际生产中的应用
为确定供应商的过程控制情况和零件质量,对措施执行后的保险杠进行耐水性试验。
审核供应商及零件为“青岛双林”基本型前保险杠、后保险杠和“青岛恒佳”标准型后保险杠。实验结果见表7。从实验结果看,“双林”和“恒佳”更改基材和油漆后符合标准的要求。措施执行后,出口车在海外的码头质量检查时此问题的故障消除,出口车保险杠起泡問题得到解决。
5 结语
本文从现场经验出发,对出口车保险杠的油漆耐水性进行了一些探讨,并利用探讨的结果对生产中存在的问题进行改进,提高车辆保险杠的油漆耐水性,减少顾客抱怨,节约返修成本。
参 考 文 献
[1]刘波.谈现代汽车车身塑料件及其涂装[J].上海塑料2007(4).
[2]陈振发.粉末涂料涂装工艺学[M].上海:上海科学技术文献出版社,1997.
[3]王锡春.最新汽车涂装技术[M].北京:机械工业出版社,1998.
[4]佚名.涂装设备与技术[M].武汉:武汉工业大学教材,2012.
[责任编辑:钟声贤]
猜你喜欢
今日农业(2022年16期)2022-11-09 23:18:44
涂料工业(2022年2期)2022-04-01 07:26:30
科技创新导报(2021年14期)2021-09-16 02:46:17
建材发展导向(2021年14期)2021-08-23 00:56:24
决策探索(2019年17期)2019-09-20 02:56:46
上海包装(2019年2期)2019-05-20 09:10:52
科技创新与品牌(2016年9期)2016-11-03 09:03:30
中国建筑防水·悦居(2016年6期)2016-07-05 08:45:54
科技创新导报(2016年5期)2016-05-14 11:34:34
建筑与预算(2015年8期)2015-12-02 01:49:42
