农机测量工具
2016-05-30 17:00张丽娟
吉林农业 2016年2期
关键词:农机
摘要:千分尺是比较精密的长度测量器具,在农机检测、维修中广泛使用。为了使维修人员能够用好这种工具,本文详细介绍了该器具的使用方法和使用时应该注意的事项。
关键词:农机;测量工具;千分尺
中图分类号: S232.8 文献标识码: A DOI编号: 10.14025/j.cnki.jlny.2016.03.010
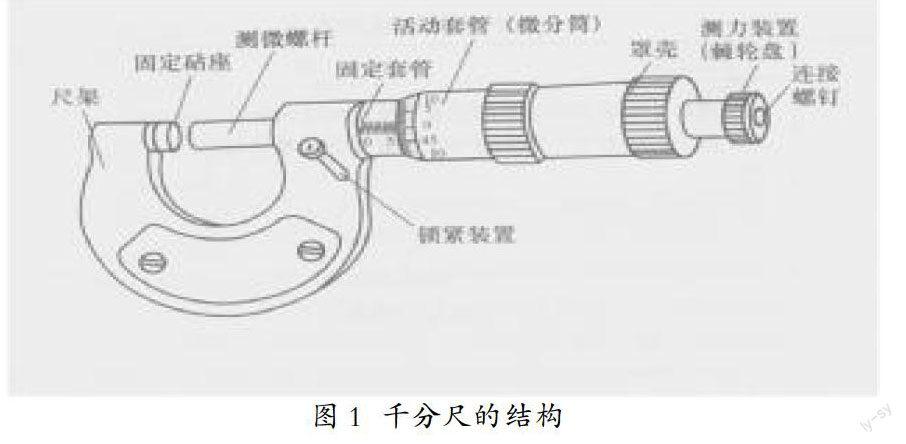
千分尺又称螺旋测微器,是一种比游标卡尺更精密的长度测量仪器,在农机检测、维修中广泛使用。千分尺是由尺架、测微装置、测力装置和锁紧装置等组成(如图1所示)。其规格是按其测量范围来表示的,常用0~25毫米、25~50毫米、50~75毫米、5~100毫米、100~125毫米、125~150毫米等6种,其分度值一般为0.01毫米。一般千分尺均附有调零的专用小扳手,测量下限不为零的千分尺还附有用于调整零位的标准棒。
1 读数方法
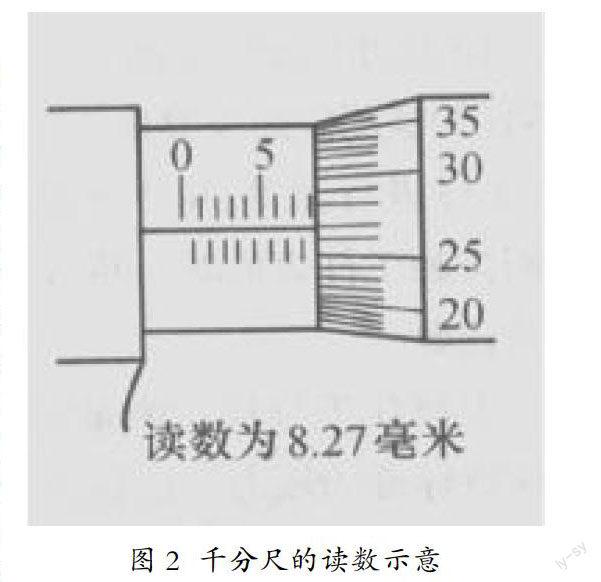
读出活动套管边缘在固定套管主尺的毫米数和半毫米数,如图2所示,由于活动套管边缘在主轴上处于8和8.5之间,所以主轴刻度是8;找出活动套管上哪一格与固定套管上基准线(横线)对齐,读出不足半毫米的数,主轴刻度基线对齐到活动套管上是27位置(即0.27毫米);将两个读数加起来就是所测零件的尺寸,为8.27毫米。
2 正确操作
测量前应检查千分尺零位的准确性。先松开锁紧装置,清除油污,特别是测砧与测微螺杆间接触面要清洗干净。检查时以标准杆作为标准尺寸(0~25毫米的除外),将标准杆放在砧座与测微螺杆之间,旋转测力装置(棘轮盘),使活塞套管前移,当砧座、测微杆与标准杆靠拢时,测力装置发出“咔吧”的响声,此时活动套管的前端面应与固定套管的0线对齐,活动套管的0线应与固定套管的轴向中心线(横线)对齐,即表明千分尺准确。如两零线仍不重合,可将固定套管上的小螺丝松动,用专用扳手调节套管的位置,使两零线对齐,再把小螺丝拧紧。不同厂家生产的千分尺的调零方法不一样。检查千分尺零位是否校准时,要使螺杆和测砧接触,偶而会发生向后旋转测力装置两者不分离的情形。这时可用左手手心用力顶住尺架上测砧的左侧,右手手心顶住测力装置,再用手指沿逆时针方向旋转旋钮,可以使螺杆和测砧分开。
测量时,千分尺的测量面和零件的被测表面应擦拭干净,以保证测量准确。将工件被测表面擦拭干净,并置于千分尺两砧端之间,使千分尺螺杆轴线与工件中心线垂直或平行,若歪斜着测量,则直接影响到测量的准确性。
可单手或双手握持千分尺对工件进行测量。单手握测时,旋转力要适当,一般应先转动活动套管,当测量面刚接触工件表面时,再改用测力装置,以控制一定的测量力,这样才能得到正确的读数。
测量较大的工件时,最好用双手握住千分尺。测量时用左手拿住千分尺架,右手转动测力装置,使测微螺杆保持标准的压力,以免因测量压力不等而产生测量误差。
使用后的处理。在使用后,不要使固定砧座与测微螺杆接触,要留出0.5~1毫米的间隙,以免损坏测量表面;如果长期不使用,须清洁测量表面并涂敷低粘度的高级矿物油或防锈剂。存放时,不可与工具、刀具、零件等混放,应放入专用的保管盒内。
3 注意事项
测量时,先转动微分筒。当千分尺两测量面将与工件接触时,不再转动微分筒,改用测力装置,直至棘轮发出“咔咔”声音为止,表示已接触。
用千分尺测量工件时,应当手握测力装置的转帽来旋转测微螺杆,使测量表面保持标准的测量压力,避免因测量压力不等而产生测量误差。千分尺测量杆的中心线要与工件被测长度方向平行(测量长度时)或垂直(测量直径时),不要歪斜。千分尺测量面与被测工件相接触时,要考虑工件表面几何形状。
不要用力旋转微分筒来增加测量压力,使测微螺杆过分压紧工件表面,否则将造成以下结果:一是损伤测微螺杆,测微螺杆和微分筒的精密螺纹因受力过大而发生变形;二是使测微螺杆变形,而影响测量精度;三是使千分尺的尺架由于强力而向外弹开,影响测量的精度;四是得不到固定标准的测量压力,影响到各次测量读数的不一致;五是破坏工件的精确表面。
旋转微分筒不要很快,以防测量面与被测件发生猛撞,挤坏千分尺的测微螺杆和螺母,更不能用手掌握着微分筒使劲地拧。旋转棘轮时用力要均匀,转动要平稳,不要猛力旋转,这样会使测力不稳,也容易发生撞击。
不可以剧烈地和很快地转动测微螺杆,否则将使测微螺杆和工件发生碰击,而使测微螺杆咬死和损伤。
在测量时要使微分筒旋转的方向一致,避免由于测微螺杆和螺母间存在间隙而产生误差。
为了消除测量误差,可在同一位置测量几次,取其平均值,如测量曲轴轴颈的圆柱度,应在轴颈的不同位置及不同方向反复测量。
作者简介: 张丽娟,大专学历,长春市九台区苇子沟镇农机推广站,工程师,研究方向:农业机械化管理和农机新技术推广。
猜你喜欢
四川农业与农机(2022年5期)2022-10-28
四川农业与农机(2022年4期)2022-08-31
河北农机(2022年4期)2022-04-26
今日农业(2021年4期)2021-11-27
河北农机(2021年10期)2021-11-03
河北农机(2021年8期)2021-08-24
河北农机(2020年10期)2020-12-14
四川农业与农机(2019年4期)2019-08-29
四川农业与农机(2019年4期)2019-08-29
中国化肥信息(2019年5期)2019-06-25