超声波焊点检测技术应用
2016-05-30 04:36:22梅新朋石猛
中小企业管理与科技·上旬刊 2016年3期
关键词:工作原理
梅新朋 石猛
摘 要:随着汽车工业的发展,人们对汽车的安全性也越来越加重视。现如今制造的各种轿车,车身都是由数百块金属板材,用上千个焊点焊接而成,这些焊点成了维系乘客安全的重要保障。然而国内的很多主机厂, 点焊的过程控制和焊点质量判别仍是一个难点。以电阻点焊为例,焊接参数包括焊接电流、电压、电极压力、脉冲周期等多种参数,因此焊点受电、力、热等多种因素的影响,控制起来非常困难。另外由于焊点的封闭性,无法直观的判断焊点质量的好坏,只能采用破坏性和半破坏性的方式进行焊点质量的检验,这样的检测方法效率低,破坏性强,成本非常高。
关键词:工作原理;判定准则;波形分析
1 概述
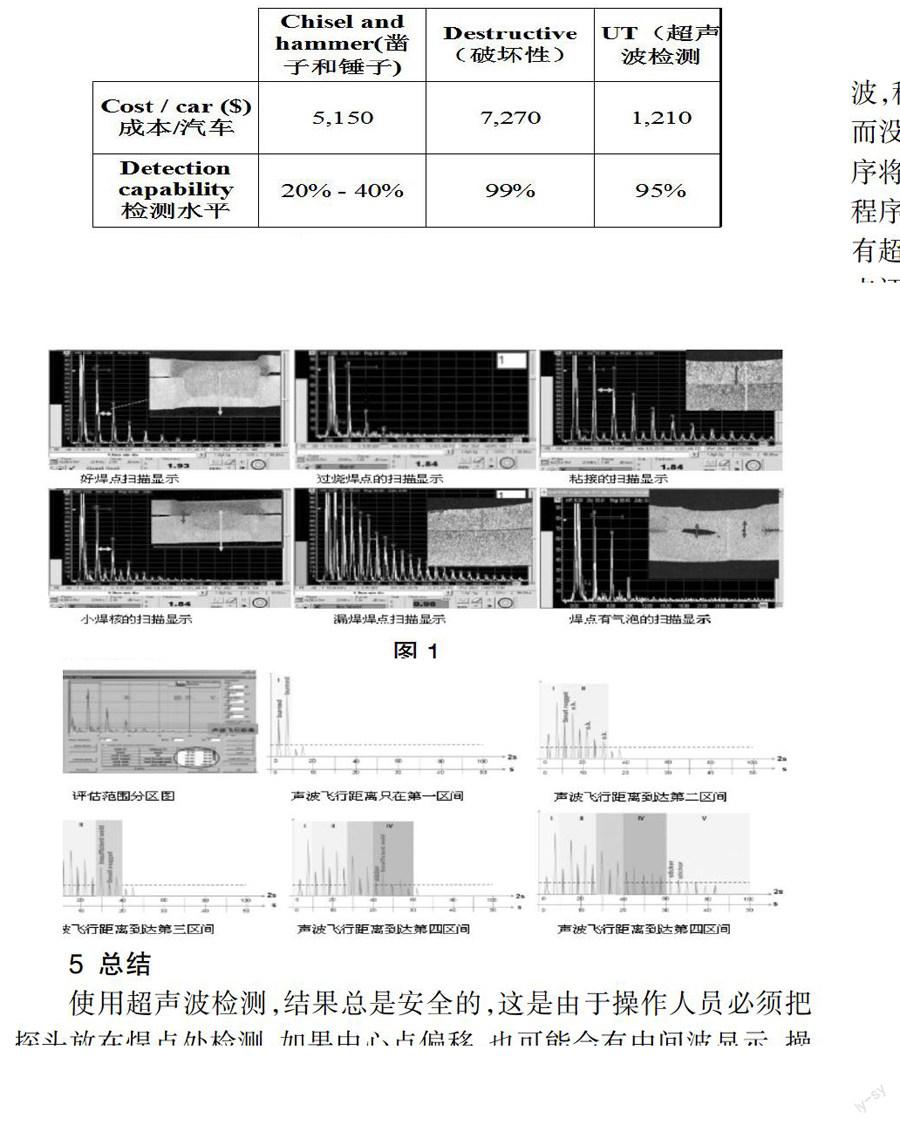
1998年,Mansour[1]提出了基于脉冲回波技术的点焊超声检测方法,这一方法已经在国外的一些知名主机厂及一些合资品牌中得到广泛的应用。如奔驰,通用、福特、上海大众等公司均已采用超声波检测技术进行焊点质量检测。通过对比,超声波检测技术在成本和检测覆盖率方面都存在明显的优势,避免了目前破坏性和半破坏性检查的滞后性和大量浪费,降低了生产成本。
2 超声波焊点检测仪工作原理
电阻点焊的超声波检测技术是利用发射一个极短的高频超音波从焊接结构的后墙多重反射,根据回波系列的长度,信号衰减,中间回波的幅值和位置来判断焊点质量的好坏,区分焊点的缺陷。
3 超声波焊点检测波形分析
超声波焊点检测仪中设定识别的焊点缺陷有以下几种:
①好焊点(OK):好的焊点没有明显的杂波信号,回波序列的波幅相应快速递减。这是因为焊核金属的晶粒较母材晶粒粗大,声波穿过时,能量衰减也大。回波的间隔反映焊点的厚度。②过烧(Burnt):回波序列显示只有极少回波。这是由于焊核区域过大,以及母材材质硬化造成声能衰减非常严重。③粘接(Stick weld):与好焊点相比粘接有较低的衰减,上层板底面(中间)回波很明显。④小焊核(Small Nugget):在正常的回波信号中间会出现中间波,它是由母材界面引起的反射波,信号与焊核大小和声束直径成比例,通过它操作人员能鉴别焊核直径是否小于声束直径,这就是为什么操作人员要非常慎重地选择探头直径与要求的最小焊核公称直径相一致的原因。⑤脱焊(Loose):脱声波未能进入第二层板,直接从第一层板的后墙反射回去,回波序列显示非常多的底波信号,波形飞行距离长,按单片厚度排列。⑥气孔(Gaspore):Gaspore是一种可视为良品的缺陷,是因为焊核在冷却过程中,由于热胀冷缩的原理,气孔会刚好停留在两层板的中间。在正常的回波信号中间会出现中间波,它跟小焊核的信号比较相似。(如图1)
4 超声波焊点评估方法
在仪器程序设定中,根据声波飞行距离将整个评估范围分为五部分(根据搭接板料的厚度,设定各部分的宽度),通过声波飞行距离最终落在的区间,以及波形形状,来评估焊点结果。
①当声波飞行距离只在第一区间时,程序认为声波飞行距离过短,声能衰减严重,焊点评估为过烧。②如果声波飞行距离到达第二区间,而没有超过第二区间,当正常的回波信号中间没有中间回波时,程序将焊点评估为好焊点; 当正常的回波信号中间出现中间回波,程序将焊点评估为小焊核。③如果声波飞行距离到达第三区间,而没有超过第三区间,当正常的回波信号中间没有中间回波时,程序将焊点评估为粘接不牢; 当正常的回波信号中间出现中间回波,程序将焊点评估为小焊核。④如果声波飞行距离到达第四区间,而没有超过第四区间,当正常的回波信号中间没有中间回波时,程序将焊点评估为焊点融入不足; 当正常的回波信号中间出现中间回波,程序将焊点评估为粘接。⑤如果声波飞行距离超过第四区间,程序将焊点评估为粘接。
猜你喜欢
科学与财富(2016年29期)2016-12-27 16:31:30
中国新技术新产品(2016年23期)2016-12-26 09:43:17
科学与财富(2016年18期)2016-12-22 19:31:13
科学与财富(2016年18期)2016-12-22 18:17:21
现代企业文化·理论版(2016年19期)2016-12-21 08:32:27
青年时代(2016年20期)2016-12-08 16:12:19
科技创新与应用(2016年31期)2016-12-03 05:04:18
科学与财富(2016年26期)2016-12-01 21:17:46
中小企业管理与科技·上旬刊(2016年11期)2016-11-28 21:21:49
科技视界(2016年18期)2016-11-03 22:36:30