齿轮加工技术发展动态
2016-05-30 10:48丁国龙赵大兴钟瑞龄
时代汽车 2016年4期
关键词:齿轮
丁国龙 赵大兴 钟瑞龄
摘要:齿轮的设计、加工制造以及应用水平代表着一个国家的工业水平。本文介绍了齿轮渐开线齿形的形成历史对比了圆柱、圆锥齿轮的各种加工技术特点,总结了齿轮加工的四个发展趋势。
关键词:齿轮;现代工业;技术对比
1.前言
齿轮是中华人民共和国国徽的组成部分,代表工业的基础,齿轮的设计、加工制造以及应用水平代表着一个国家的工业水平。
齿轮的设计制造应用技术可以追溯到公元前400年的磨粉机、水车上使用的圆周有规律排列的木棒,以此传递动力。后来,代表古代科学技术成就的指南车就是以齿轮机构为核心的机械装置,其齿轮采用青铜铸造。欧洲最早的机械钟里面也有齿轮、摆轮和擒纵机构,这些机构也是欧洲最早的一种依靠擒纵装置进行守时的计时器。然而古代的齿轮是用木料制造或用金属铸成的,只能传递轴间的回转运动,不能保证传动的平稳性和准确性。
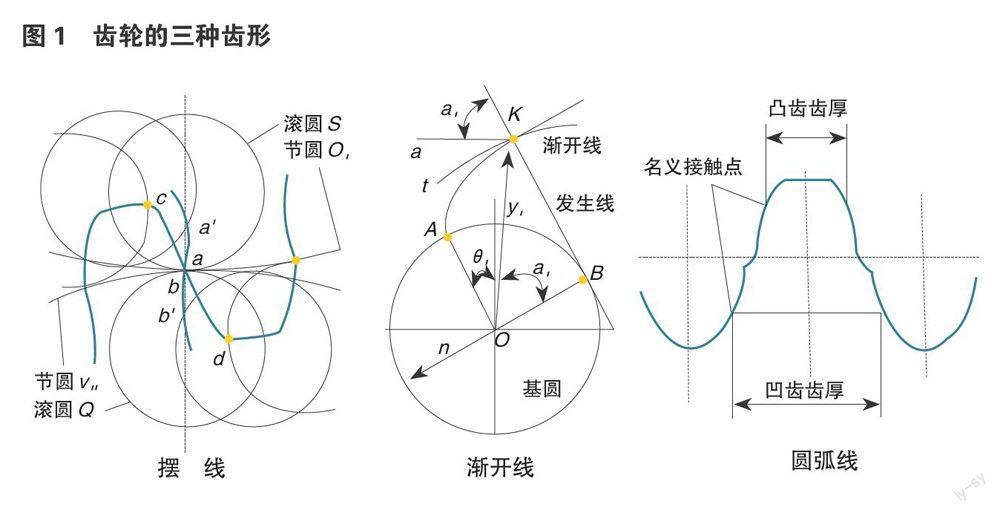
到17世纪末,人们才开始研究能正确传递运动的齿轮齿廓形状,众多的学者在这一领域展开了潜心研究,付出了大量的的心血,逐步形成了3种齿形,即摆线、渐开线、圆弧。如图1所示。
1674年丹麦天文学家罗默首次提出用外摆线作齿廓曲线,以得到运转平稳的齿轮。外摆线齿形优点是滑动率极低,接近纯滚动,接触应力小,无根切现象;缺点是中心距要求精确,平稳性和互换性较差。
1765年,瑞士的L.Euler(欧拉)提出渐开线齿形解析研究的数学基础,阐明了相啮合的一对齿轮,其齿形曲线的曲率半径和曲率中心位置的关系并建议采用渐开线作齿廓曲线。
19世纪末,展成切齿法的原理及利用此原理切齿的专用机床与刀具的相继出现,齿轮加工有了较完备的手段后,渐开线齿形才显示出优越性,渐开线齿轮渐渐在应用中占了优势。渐开线齿形优点是渐开线齿廓具有中心距敏感性小,可进行各种变位和修形设计,易于进行精密加工、互换性好。其缺点是接触应力高,承载能力不够大,线接触,磨损严重且不均匀,根切。
为了提高齿轮传动的承载能力、使用寿命并减小其尺寸,人们开始研究圆弧齿形的齿轮。1907年,英国Frank Humphris(弗兰克福瑞斯)最早提出了圆弧齿形;1970年,英国工程师R.M.Studer(斯蒂德)取得了双圆弧齿轮的美国专利。双圆弧齿轮现已日益为人们所重视,在生产中发挥了显著效益。圆弧齿轮的承载能力和效率都较高,但不及渐开线齿轮那样易于制造,现代使用的齿轮中,渐开线齿轮仍占绝对多数,而摆线齿轮和圆弧齿轮应用相对较少。
2.齿轮传动在现代工业中的地位
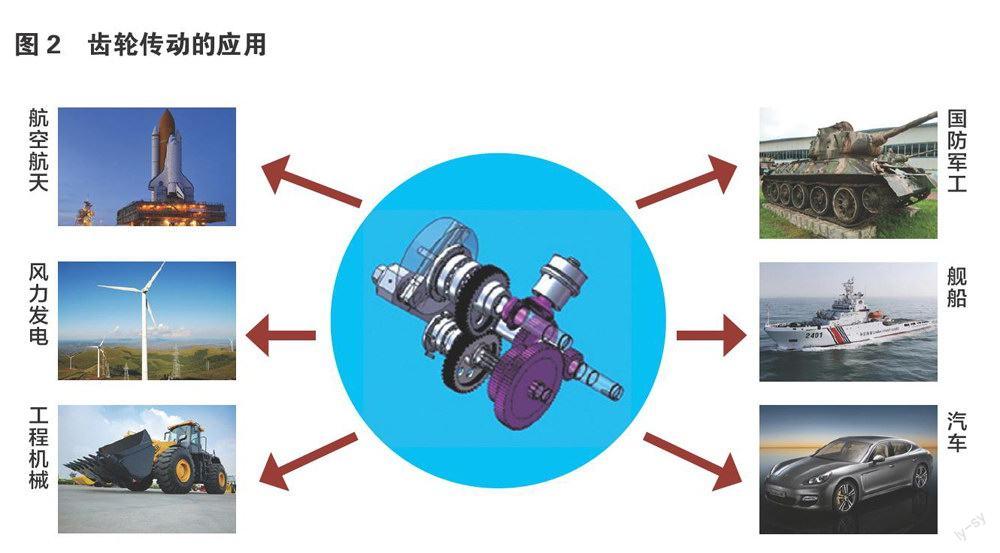
齿轮传动的应用十分广泛,如汽车、工程机械、矿山机械、港口机械、风力发电、舰船和国防军工等机械装备制造领域。几乎涵盖了现代工业经济的主要行业,齿轮传动已成为工业机器或装备上不可或缺的基础装置或关键部件。如图2所示。
前不久结束的“两会”确定了未来五年中国计划(十三五规划)实施的100个重大工程及项目,其中涉及装备制造,如航空发动机及燃气轮机,大型飞机研制,研发新一代高速、重载轨道交通装备系统,研制高档数控机床,大力发展工业机器人、服务机器人、手术机器人和军用机器人,开发适应各种耕作条件的先进农机产品,研制核医学影像设备、超导磁共振成像系统、无创呼吸机等高性能医疗,研制先进化工成套装备等达10余项之多。这与中国制造2025确定的10大重點发展领域高度一致,足见国家大政方针对装备制造的高度重视。装备制造业离不开齿轮传动,高精度、高效齿轮传动是提高我国装备制造业水平的基础保障。
3.齿轮加工技术对比分析
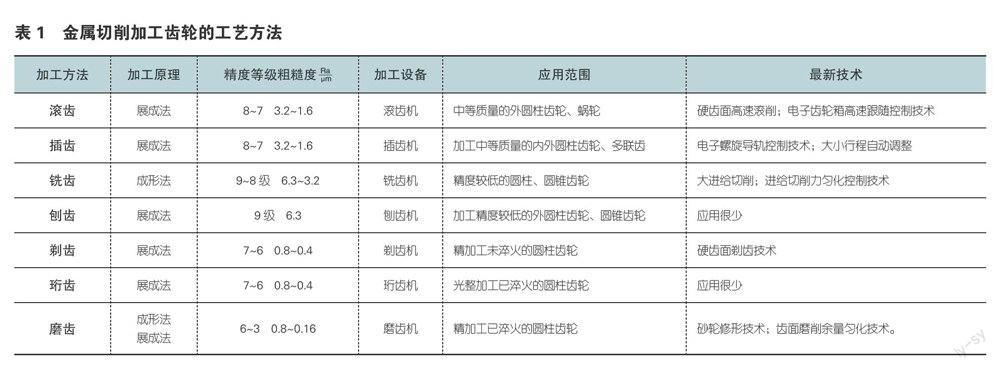
根据齿轮的不同,齿轮加工主要分为圆柱和锥齿轮加工两大类。圆柱齿轮加工主要加工各种圆柱齿轮、齿条、蜗轮。常用的方法有滚齿、插齿、铣齿、剃齿、挤齿、拉齿等;锥齿轮加工又分为直线齿锥齿轮加工和曲线齿锥齿轮加工,主要用于加工直齿、斜齿、弧齿和延长外摆线齿等锥齿轮。常用的有锥齿轮刨齿、锥齿轮拉齿、锥齿轮铣齿等。
齿轮加工方法有很多,但各有特点,不可或缺。将各种加工工艺所能达到的质量以及应用范围进行对比,如表1所示。
4.齿轮加工技术新动态
(1)高速、高精、高效
高速切削加工不仅可以提高生产效率,而且可以改善加工质量。Gleason-Pfauter集团的P60滚一磨齿复合机床的刀具主轴转速高达12000 r/min,工作台转速达到了3000 r/min;100S型插齿机每分钟最大冲数可达3000;随着CNC水平的快速提高及电子齿轮箱、滚动导轨、高速陶瓷轴承、高速电主轴、力矩电机伺服系统的飞速发展,磨齿机工作精度已可达DIN3962标准的2级到3级。最具代表性的供应商与设备如图3所示。
(2)功能复合化
带柔性化的自动上下料机构,工件一次装夹,完成多种工序复合加工,大大提高生产效率和加工精度。“一台机床就是一个加工厂”“一次装卡,完全加工”等理念正在被更多人接受,复合加工机床正呈现多样化的态势。
国外最具代表性的有:Reishauer公司的RZF磨一珩复合磨齿机、Kapp公司的KX300磨齿中心及Samputensili公司的S400GT。Liebhe~公司的LCS280蜗杆一成形磨齿机可先用CBN蜗杆大砂轮进行粗磨,再用CBN小成形砂轮精磨齿轮。
Gleason-Pfauter集团的P60滚一磨齿复合机床(见图4),先用铣刀加工双头蜗杆,再用CBN砂轮磨削蜗杆,并具有去除蜗杆端面毛刺的功能。另外机床还配备由自动对刀机构和工件自动上下料、料仓。
国内最具代表性的是宜昌长机科技有限公司生产的滚一铣齿复合机床(见图5),配置双刀架,铣齿刀和滚刀。针对大模数、大直径内外齿轮加工,先用铣刀进行高效粗加工,再用滚刀进行精加工,提高精度。
(3)开放化、网络化和智能化
开放化就是数控系统的开发可以在统一的运行平台上,面向机床厂家和最终用户,具有更好的通用性、柔性、适应性和扩展性,可方便地将用户的特殊应用和技术诀窍集成到控制系统中,快速实现不同品种;网络化将极大地满足生产线、制造系统、制造企业对信息集成的需求,也是实现新的制造模式如敏捷制造、虚拟企业、全球制造的基础单元。
数字化控制技术、传感器技术、信息技术和网络技术的集成,实现大数据制造,智能化程度更高。如图6所示。
(4)绿色环保化
随着人们环境保护意识的加强,对环保的要求越来越高。不仅要求在机床制造过程中不产生对环境的污染,也要求在机床的使用过程中不产生二次污染。在这种形势下,装备制造领域对机床提出了:
①无冷却液、无润滑液、无气味机床的排屑、除尘等,图7为日本卡希富基高速干切硬滚齿机床,图8为重庆机床(集团)有限公司生产的数控高速干切滚齿机;
②绿色设计(绿色材料设计、可拆卸性设计、节能性设计、可回收性设计);
③模块化设计,系统考虑产品开发、制造及其活动对环境的影响。
5.结论
本文介绍了齿轮渐开线齿形的形成历史,对比了圆柱、圆锥齿轮的各种加工技术特点,总结了齿轮加工的四个发展趋势。齿轮加工是金属切削加工中最复杂的,高速高精高效是永恒的主题,随着科学技术的发展,相信未来的齿轮加工技术将为用户提供越来越完备的解决方案。
猜你喜欢
山东冶金(2022年4期)2022-09-14
内燃机工程(2021年6期)2021-12-10
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
疯狂英语·读写版(2019年5期)2019-09-10
陶瓷学报(2019年5期)2019-01-12
橡塑技术与装备(2018年20期)2018-10-20
制造技术与机床(2017年3期)2017-06-23
发明与创新(2016年5期)2016-08-21
风能(2016年12期)2016-02-25