
小螺旋角β=0°5′渐开线花键的加工
2016-05-30 17:06:33尤伟诚
科技尚品 2016年8期
尤伟诚
摘 要:花键联接多用于传递扭矩,其中渐开线花键应用日趋广泛。这是由于渐开线花键有许多优点,如齿数多、齿端,齿根部厚,承载能力强,易自动定心,安装精度高。带有螺旋角的渐开线花键在使用过程中可以产生一定的轴向力,主要用于汽车行业,螺旋角一般在花键铣或滚齿机通过差动进行加工。但螺旋角极小的外花键加工超出了机床差动挂轮选取,只能另辟蹊径。
关键词:渐开线花键;小螺旋角;差动挂轮比值;渐开线花键加工
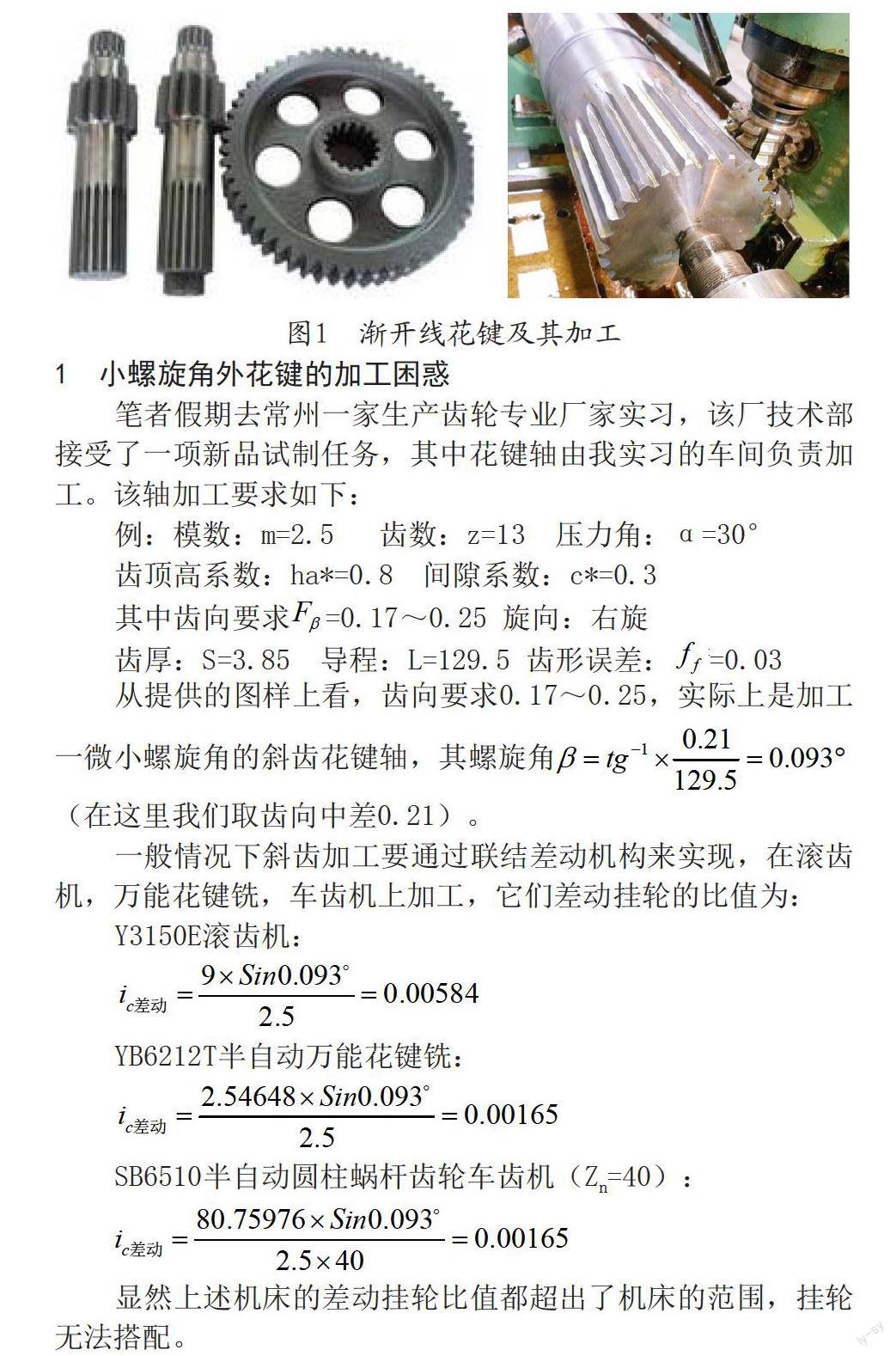
渐开线花键应用日趋广泛。这是由于渐开线花键有许多优点,如齿数多、齿端,齿根部厚,承载能力强,易自动定心,安装精度高。相同外形尺寸下花键小径大,有利于增加轴的刚度。目前外花键主要采用花键铣削加工,精度较高或有螺旋角要求的键齿也采用滚齿机加工,如汽车变速器输入轴花键和重型卡车后桥减速器主动锥齿轮花键(见图1)
1 小螺旋角外花键的加工困惑
笔者假期去常州一家生产齿轮专业厂家实习,该厂技术部接受了一项新品试制任务,其中花键轴由我实习的车间负责加工。该轴加工要求如下:
例:模数:m=2.5 齿数:z=13 压力角:α=30°
齿顶高系数:ha*=0.8 间隙系数:c*=0.3
其中齿向要求=0.17~0.25 旋向:右旋
齿厚:S=3.85 导程:L=129.5 齿形误差:=0.03
从提供的图样上看,齿向要求0.17~0.25,实际上是加工一微小螺旋角的斜齿花键轴,其螺旋角
(在这里我们取齿向中差0.21)。
一般情况下斜齿加工要通过联结差动机构来实现,在滚齿机,万能花键铣,车齿机上加工,它们差动挂轮的比值为:
显然上述机床的差动挂轮比值都超出了机床的范围,挂轮无法搭配。
2 小螺旋角外花键的加工解决思路
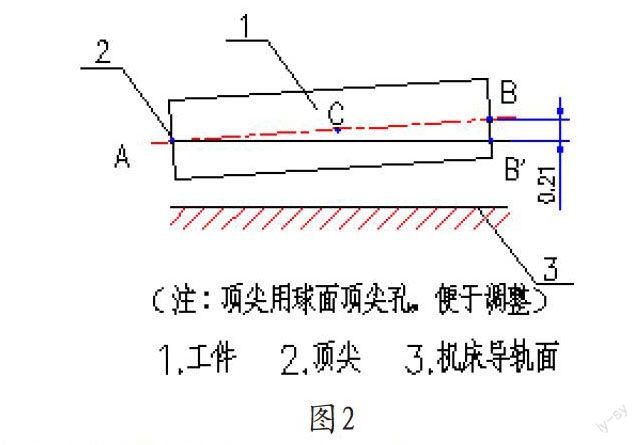
这时车间技术部门大胆创新,我也有幸加入其中,方案就是在y631k普通花键铣床加工,在加工过程中,使工件的轴心线与刀具切削刃中心线始终成一角度,则工件上得到的轨迹为斜齿(见图2)。
3 小螺旋角外花键的加工具体步骤
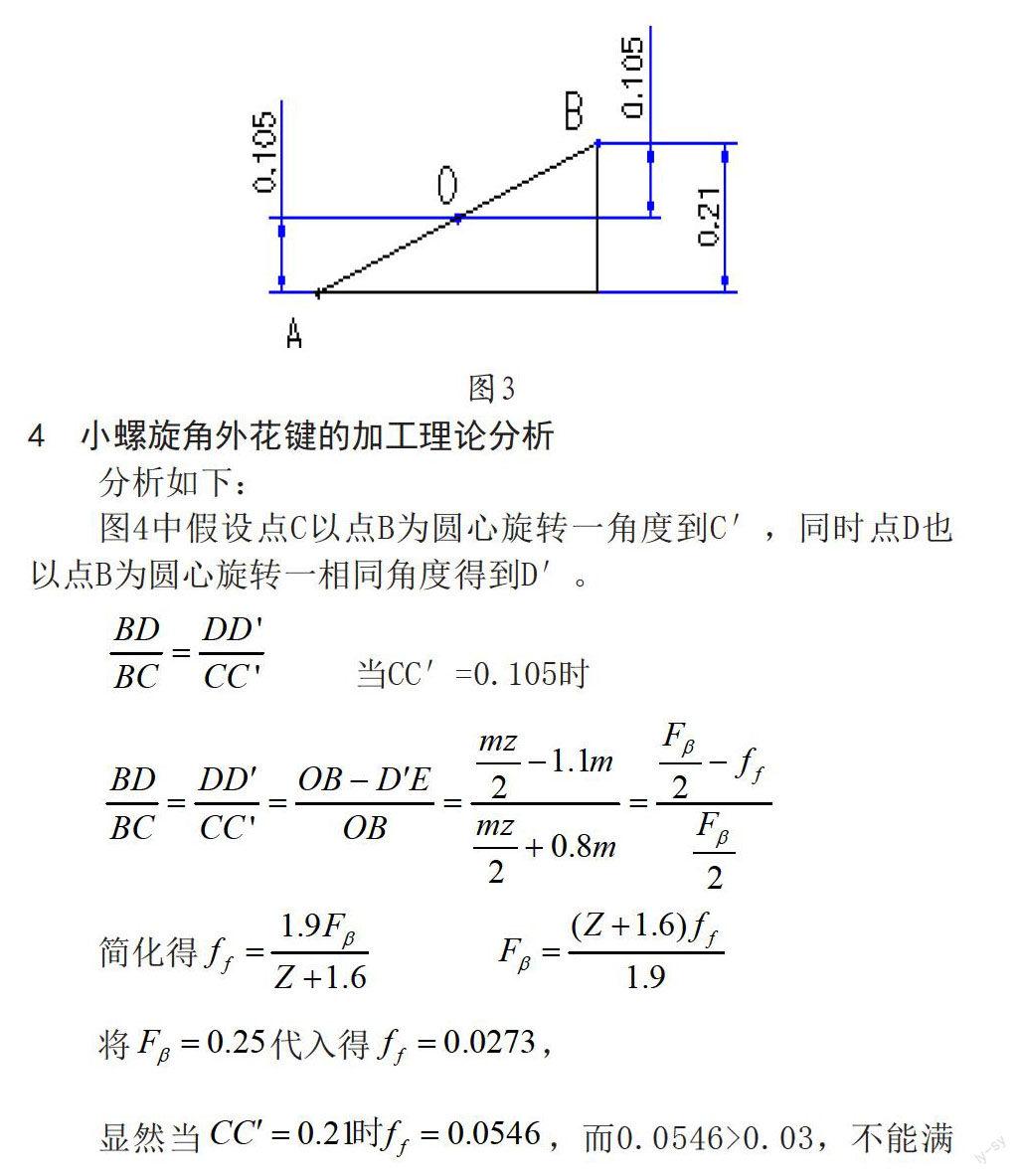
但是,事情的进展总是在曲折中前进的,经过反复加工及检测,发现在实际加工过程中铣齿刀刀刃中心线相对工件轴心线产生位移,向上偏移了0.21,如果在A处的齿形是标准的(即A处刀对中)其余各处随工件轴心线的偏差增大,齿形不对称度增大,即齿形误差增大;同理在B处的齿形是标准的(即B处刀对中)其余各处随工件轴心线的偏差增大,齿形不对称度增大,即齿形误差增大;所以我们选择O处对中,工件轴心A点下移0.105,B点上移0.105(见图3)。
4 小螺旋角外花键的加工理论分析
分析如下:
图4中假设点C以点B为圆心旋转一角度到C′,同时点D也以点B为圆心旋转一相同角度得到D′。
足要求,由公式将代入得,也就是说O处刀对中,在满足齿形误差要求0.03的前提下,齿向误差必须控制在0.17~0.23范围内,在进刀量一定的情况下M值(跨棒距)从O点(见图5)到B点也是不断变化增大趋势,如果O处为标准跨棒距
通过上述计算可知渐开线花键滚刀必须从O点对中,齿向,齿形,M值才能都满足技术要求,实践是检验真理的唯一标准,对加工后的产品进行了检测,完全满足图纸要求,得到了用户的好评同时也为为企业赢得了声誉。
5 结论
渐开线花键的参数形式多样,加工方法也具有多样性,但为了节约成本,提高工效,应该因地制宜,虽然有时会碰到困难,但只要用于创新,细致分析,困难就会迎刃而解,本例中,虽然小螺旋角的渐开线花键,差动机构已不能满足加工要求,但通过技术人员的大胆创新及精密的理论计算进行技术支撑,使原本不可能的工作变成了可能,所以在机械加工中,提倡创新,降本增效,使传统的行业焕发活力!
参考文献
[1]王先逵.机械制造工艺学[M].机械工业出版社,2013.
[2]中国国家标准化管理委员会.渐开线花键标准应用手册[M].中国标准出版社,1997.
[3]成大先.机械设计手册[M].化学工业出版社,2008.
(作者单位:常州开放大学)
