
提高汽车冲压件材料利用率方法探究
2016-05-30 10:48董思春吕贻旬
科技尚品 2016年8期
董思春 吕贻旬


摘 要:汽车冲压件材料利用率的高低直接影响到整车的成本,本文以我司K车型为基础,介绍了汽车冲压件降本方法和具体案例,探究了提升汽车冲压件材料利用率的方法,以降低汽车生产成本,提高市场竞争力。
关键词:汽车冲压件;材料利用率;冲压工艺
1 前言
随着人们对汽车需求的日益加剧,怎样有效的控制车身成本增加市场竞争力已成为汽车行业现阶段着重关注的项目,而材料利用率的提升则是车身成本控制的重要途径之一。通常一台白车身的重量一般在350~450kg之间,材料利用率在50%~55%之间;一辆白车身需要大约700~900kg的板料,利用率提升1%,则可节省钢板15Kg左右,54%以上的材料利用率提升空间已非常有限。目前我司K车型的整体材料利用率未达到50%,远低于我司其他车型,现就该车型为基础介绍汽车冲压件降本思路、方法和相关案例,以探究提高汽车冲压件材料利用率的方法。
2 冲压降本方法和具体案例
2.1 工艺
2.1.1 排样优化
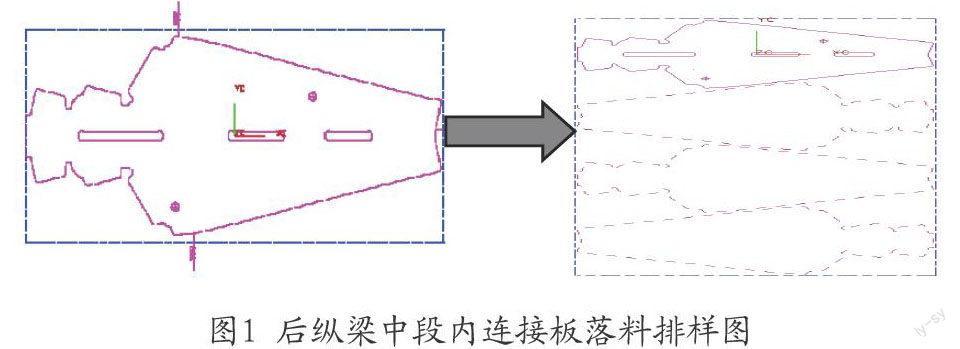
对形状不规则的制件,为节省板料,一般经过优先排布,在满足制件质量要求的前提下,以最小的开料步距来提升材料利用率。排样优化正排、混排和互排3种方式。图1为K项目后纵梁中段内连接板由单个落料变更为排样落料后示意图,更改后材料利用率提升6.3个百分点。
2.1.2 成型优化
K车型A柱下内板门槛(图2(a))处初始设计时成型工艺为闭口拉延(图2(b)),需要的工艺补充料较多,后序修边整形将工艺补充料裁剪形成废料,使材料利用率受到限制。经分析,该件拉延深度较浅,修边幅度较大,且拉延时板料基本不流动,尝试将该件的拉延方式改为开口拉延。经验证,改成开口拉延后(图2(b)),制件质量满足装车要求,落料方式亦变更为互补的落料方式(图2(c)),单件材料利用率提升约2个百分点。
2.2 产品设计
汽车车身冲压件分为外观件、结构件和加强件等,不同类型的制件形状和尺寸多变,制件造型结构不同,材料利用率不同。不规则件成型复杂、材料利用率低、质量不易控制。K车型四门内外板的成型均为整体式结构,材料利用率低,制件回弹等质量问题频发。对K项目后门外板的成型工艺进行讨论,如图3所示,进行分体后门内板下部采用合并的成型工艺后材料利用率可提升10个百分点,在压机工作台尺寸允许的情况下,甚至将四门内板下部本体合并,利用率可提升将近17个百分点(49.4%提升至66.3%)。
2.3 新工艺
2.3.1 月牙刀
在普通板料的基础上,通过“月牙刀”的形式减少落料步距,将规则的矩形板料或其他特殊板料形成不同R值的锯齿状结构(图4(a)),从而减少工艺补充料的面积达到提高材料利用率的目的。K车型流水槽本体工艺方式由开平板更改为月牙刀板料规格示意图见图4(b),月牙刀半径为25mm时,单件材料利用率提升1.68个百分点,单车成本降低0.85元。
2.3.2 辊压成型
该技术通过利用材料的塑性移动滚压加工成各种形状复杂的产品,不仅生产效率、材料利用率高,而且产品强度高、质量稳定,多用于具有复杂成型截面的部件,如用于窗框总成、导轨总成、门槛总成等零部件的成型,相对于冲压或其他成型技术,材料利用率可高达100%,大幅度降低工装费用及工装准备的时间。前门窗框总成辊压成型与常规成型见图5,前者材料利用率100%,后者材料利用率仅29.3%。
3 结语
本文以实践经验出发,探讨了提高冲压件材料利用率的方法。通过上述降本思路及方法的开展和实施,我司K车型整车材料利用率从49.6%提升至52.5%,单车节省钢板39.1kg,节省钢板费用165元,对批量车型车身降本做出较大贡献,也为后期新项目设计开发积累经验及技术沉淀。
参考文献
[1]徐国庆,段宝娟.材料利用率控制方法的探讨[J].模具技术,2014,(6):32-36.
[2]曹力丰,李正其.汽车车身冲压件材料利用率提高研究[J].工艺材料,2010,(5):47-50.
(作者单位:奇瑞商用车(安徽)有限公司河南分公司)
