
N18合金板材酸洗工艺试验研究
2016-05-27 09:34渠静雯李新意
新技术新工艺 2016年4期
渠静雯,李新意
(西部新锆核材料科技有限公司,陕西 西安 710000)
N18合金板材酸洗工艺试验研究
渠静雯,李新意
(西部新锆核材料科技有限公司,陕西 西安 710000)
摘要:在N18合金板材生产中,酸洗操作中易出现过酸洗以及在酸洗控厚中板材尺寸超差现象,对此进行了对比试验。研究了氢氟酸浓度、酸洗液温度以及硝酸浓度对N18板材酸洗效果的影响,并对酸洗后的板材取样进行了氢含量分析。试验结果表明,酸洗液中氢氟酸起主要腐蚀作用,当浓度约为8%时,酸洗反应较平缓,酸洗液温度上升较慢,板材酸洗效果好;酸洗液温度对酸洗速率有明显影响,为保证酸洗过程可控,酸洗液反应温度应控制在≤40 ℃;硝酸起控制反应速率和氢含量的作用,硝酸浓度增高,酸洗反应速率降低,40%~50%的硝酸适宜。
关键词:酸洗;浓度;酸洗温度;酸洗时间;对比试验
锆合金由于中子吸收截面小,且具有良好的力学性能以及耐腐蚀性能,因此常被用作核反应燃料元件包壳、结构件和堆芯材料,并在工业设备上得到了日益广泛的应用[1]。N18(NZ2)合金作为我国自主研发的用于高燃耗、长周期燃料元件的新型锆合金具有优良的耐腐蚀性能[2]。在生产N18锆合金板材的过程中,酸洗工序是生产过程中很重要的工序,其目的是:1)去除热处理后锆合金板材面的氧化皮及残留的润滑油[3-5];2)控制成品板材尺寸。锆合金的耐腐蚀性较好,但与氢氟酸的反应较剧烈,在实际生产过程中既要保证N18板酸洗后表面清洁、光亮,还要保证其尺寸精度;因此,研究N18板材酸洗液参数对酸洗效果的影响具有很大的工程应用意义。本试验针对N18板材,采用单因素试验方法探索合适的酸洗液参数范围,为满足N18板材在大规模生产中酸洗出合格的锆合金板材奠定了一定的理论基础。
1试验材料、试剂和设备
本次试验采用的材料为N18板材,名义化学成分见表1,状态为再结晶退火态,试验样品规格为δ(3.2~3.5) mm×30 mm×122 mm(见图1)。

表1 N18合金名义化学成分(质量分数) (%)
图1 N18合金板材酸洗试验样品
酸洗试剂为工业氢氟酸和工业硝酸。
检测器具与设备为温度计、板厚千分尺和Leco/RH600定氢仪。
2试验过程与方法
在酸洗过程中决定酸洗速率和酸洗表面质量的主要因素是氢氟酸和硝酸的浓度,本次试验是在保证板材酸洗去除量为(0.1±0.03) mm的条件下,通过对比酸洗用时、酸洗表面质量以及酸洗过程可操作性来分析酸洗参数对酸洗过程的影响,并得出适宜的工艺参数范围。共制定了3组单因素试验方案,分别为不同氢氟酸浓度、不同硝酸浓度以及不同酸洗液温度,具体试验方案见表2~表4。
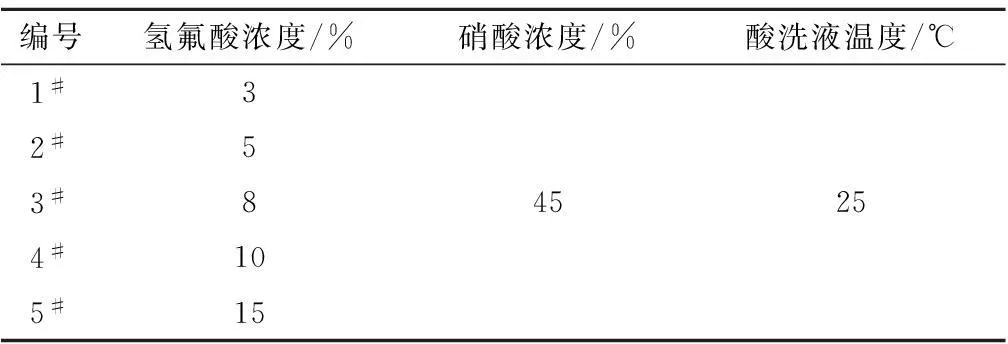
表2 方案1:不同氢氟酸浓度
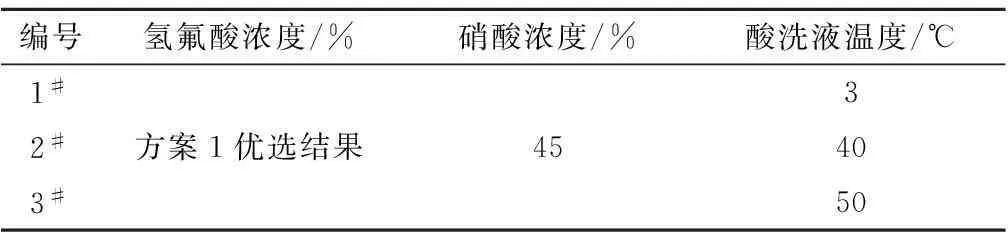
表3 方案2:不同酸洗液温度
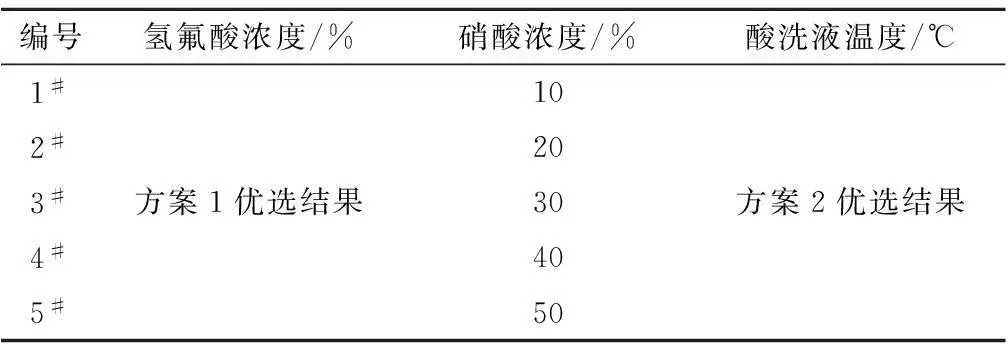
表4 方案3:不同硝酸浓度
3试验结果与分析
3.1不同氢氟酸浓度试验结果与分析
不同氢氟酸浓度酸洗试验结果见表5。
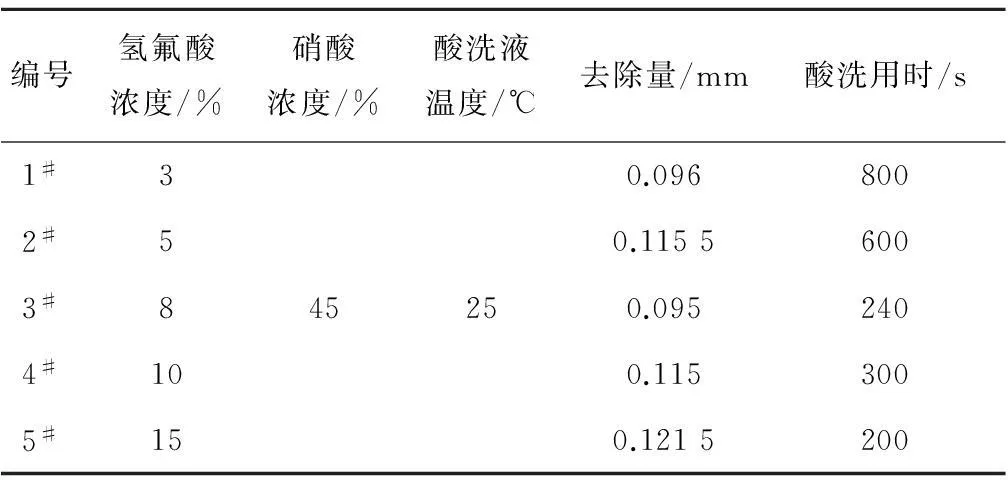
表5 不同氢氟酸浓度酸洗试验结果
由表5可以看出,在相同硝酸浓度和酸洗液温度下,氢氟酸浓度越高,去除(0.1±0.03) mm N18合金所用时间越短,酸洗速率越快。从酸洗板材表面质量来看,浓度为3%的氢氟酸酸洗液酸洗后的N18板材表面干净但不是很光亮,浓度为5%~15%的氢氟酸酸洗液酸洗后的N18板材表面干净光亮。从酸洗速率来看,浓度为3%~5%的氢氟酸酸洗液酸洗N18板材时,反应缓慢,试样表面附着密集的小气泡;浓度为8%的氢氟酸酸洗液酸洗N18板材时,反应平缓,小气泡增多,反应速率较低浓度时增快;浓度为10%的氢氟酸酸洗液酸洗N18板材时,反应速率较快,有大量气泡生成,酸洗液的温度也随酸洗过程升温较快;浓度为15%的氢氟酸酸洗液酸洗板材时,反应剧烈,酸洗液温度迅速升高,酸洗后期有大量黄烟生成,锆板尺寸精度难以控制,反应不可控。在实际酸洗过程中,酸洗液中酸的浓度会随酸洗反应的进行不断降低,故氢氟酸的浓度不是定值而是一个变量。
锆与氢氟酸会发生化学反应,化学反应方程式为:
过高浓度的氢氟酸易导致板材表面吸氢量增加,影响板材性能。综合上述因素考虑,浓度约为8%的氢氟酸酸洗液酸洗N18板材效果较好。
3.2不同酸洗液温度试验结果与分析
不同酸洗液温度酸洗试验结果见表6。
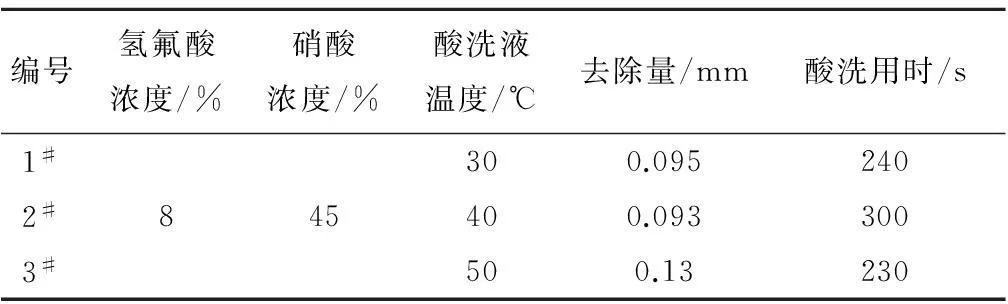
表6 不同酸洗液温度酸洗试验结果
由表6可以看出,使用8%的氢氟酸和45%的硝酸,酸洗液温度越高,去除(0.1±0.03) mm N18板材所用时间越短,酸洗速率越快。30 ℃的酸洗液酸洗N18板材时反应平缓,整个反应过程冒出大量的小气泡;40 ℃的酸洗液酸洗N18板材时,开始反应平缓,随着酸洗反应进行,酸洗液温度不断升高,酸洗速率加快,有大量气泡溢出;50 ℃的酸洗液酸洗N18板材时,反应一开始就较剧烈,有大量气泡溢出,酸洗液温度上升迅速,当酸洗液温度上升至约为55 ℃时,开始有大量黄烟生成,酸洗反应剧烈不可控,酸洗尺寸精度无法保证。由于酸洗过程本来就是一个放热过程,酸洗过程中控制酸洗液温度对酸洗板材质量至关重要。综合上述因素,N18板材酸洗液温度应≤40 ℃。
3.3不同硝酸浓度试验结果与分析
决定酸洗速率和酸洗效果的另一关键因素在于硝酸的浓度,硝酸在腐蚀液中起到控制反应速率和吸氢量的作用,其反应方程式为:
3Zr+4HNO3+12HF=3ZrF4+8H2O+4NO↑
使用浓度为8%的氢氟酸,在25 ℃酸洗液温度下,用5种不同浓度的硝酸酸洗液进行酸洗试验,试验结果见表7。
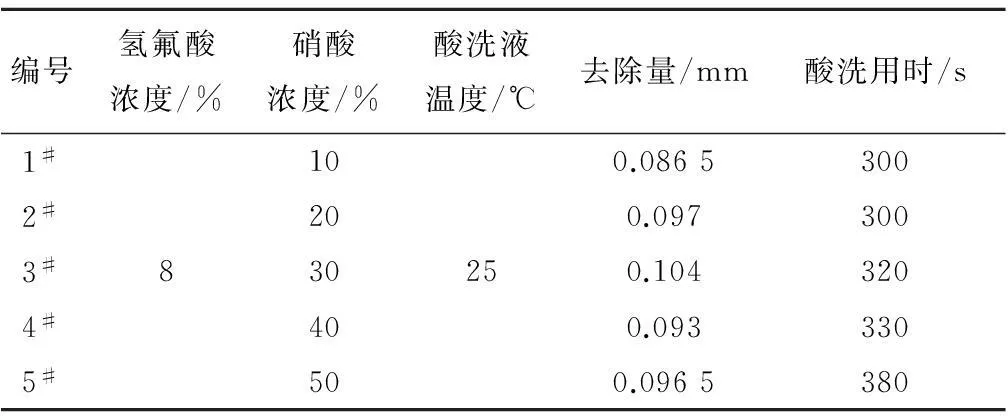
表7 不同硝酸浓度酸洗结果
使用5种浓度(10%、20%、30%、40%和50%)的硝酸酸洗液酸洗N18板材时,其表面均干净、光亮,酸洗反应随着硝酸浓度的增加,酸洗速率逐渐放缓。通过对不同浓度的硝酸酸洗液酸洗过的板材试样进行氧、氮和氢含量分析得出,5种试样的氢含量均为0.001%,分析结果见表8。
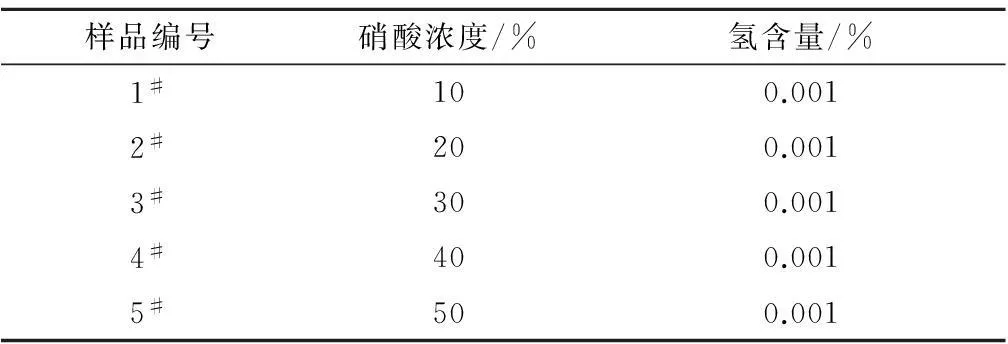
表8 氢元素含量分析
由于本次试验是以酸洗去除(0.1±0.03) mm N18板材为试验前提的,酸洗时间较短,而在实际生产中要靠酸洗控制厚度,可能需要酸洗的时间较长,且硝酸浓度低易使板材吸氢,故为控制板材尺度且防止板材吸氢,硝酸浓度不宜太低,最佳浓度为40%~50%。
4结语
综上所述,可以得出如下结论。
1)在酸洗过程中氢氟酸起腐蚀作用,氢氟酸浓度低时,酸洗板材表面不光亮,氢氟酸浓度过高时,酸洗反应剧烈不可控,无法保证酸洗板材尺寸精度;硝酸起控制反应速率和吸氢量的作用,酸洗反应随硝酸浓度的增加而降低;酸洗液温度控制反应速率,酸洗液温度过高会导致硝酸挥发,产生大量黄烟,反应剧烈而不可控制。
2)考虑到N18板材在实际生产中,既要防止过酸洗,又要控制板材尺寸精度,故酸洗N18板材的氢氟酸、硝酸和水的最佳配比约为8%∶(40%~50%)∶其余水,酸洗液温度应≤40 ℃。
3)实际生产会和实验室研究存在一定差异,实际生产过程中需要酸洗大量板材,酸洗液浓度会不断降低,要及时补充酸并控制酸洗液温度。
参考文献
[1] 赵文金,周邦新,苗志,等.我国高性能锆合金的发展,原子能科学技术[J].2003,39(增刊):2-8.
[2] 李中奎,刘建章,周廉,等.新锆合金耐腐蚀性能研究[J].原子能科学技术,2003,37(增刊):84-87.
[3] 任新鹏,罗登超,韦佩,等.Zr-4锆合金管酸洗工艺研究[J].特钢技术,2014(2):35-36.
[4] 郑锋,程挺宇,张巧云.钛及钛合金的酸洗技术[J].稀有金属与硬质合金,2009(3):26-28.
[5] 罗登超,南莉,杨亚社,等.锆管酸洗工艺研究[J].钛工业进展,2011(3):36-37.
责任编辑郑练
Study on Pickling Process of N18 Zirconium Alloy Plate
QU Jingwen, LI Xinyi
(Western Energy Material Technologies Co., Ltd., Xi’an 710016, China)
Abstract:When producting N18 zirconium alloy plate, it is easy to find the phenomenon of over pickling and size out-of-tolerance after pickling. According to this situation, the contrast tests is devised by selecting different concentration of HNO3and HF with different temperature of the pickling is solution. The results of the study show that when concentration of HF is about eight percent, pickling more gentle, the and the acid liquid temperature rises slowly, acid cleaning effect is good. The acid temperature has obvious influence on the rate of acid pickling and the acid temperature should be controlled in no more than 40 ℃, the reaction rate and hydrogen content is controlled by HNO3.Then the reaction rate of pickling reduced with the concentration of HNO3increases, and the 40%-50% HNO3 is appropriate.
Key words:pickling, concentration, pickling temperature, pickling time, contrast test
中图分类号:TG 146.4+14
文献标志码:A
收稿日期:2015-11-05
作者简介:渠静雯(1988-),女,助理工程师,硕士,主要从事锆合金及其生产加工等方面的研究。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
趣味(数学)(2021年9期)2022-01-19
中学生数理化(高中版.高二数学)(2020年2期)2020-04-21
世界有色金属(2018年18期)2018-12-10
中成药(2017年4期)2017-05-17
现代园艺(2016年7期)2017-01-09
现代园艺(2016年13期)2016-09-02
考试周刊(2016年11期)2016-03-17
中国洗涤用品工业(2016年2期)2016-02-28
