
基于RSM和遗传算法的不锈钢切削参数优化
2016-05-18 07:55:12伍建川邱亚玲伊海洋詹大年
石油矿场机械 2016年4期
伍建川,邱亚玲,李 航,伊海洋,詹大年
(西南石油大学 机电工程学院,成都 610500)*
基于RSM和遗传算法的不锈钢切削参数优化
伍建川,邱亚玲,李航,伊海洋,詹大年
(西南石油大学 机电工程学院,成都 610500)*
摘要:为提高不锈钢的切削加工效率,运用正交回归设计方法设计了面向304不锈钢车削加工硬化层厚度的中心复合试验方案。以试验数据为基础,通过多项式响应面法(RSM)拟合得到其预测模型。采用多岛遗传算法进行面向已加工表面硬化层厚度的切削参数优化,在研究范围内得到约束条件下的最优切削参数组合。
关键词:不锈钢;硬化层厚度;响应面法;遗传算法;参数优化
不锈钢因强度高、刚度好、耐腐蚀性能良好而广泛应用于航空航天、石油化工、冶金和食品的几乎所有工业领域[1]。不锈钢的加工硬化程度关系到零件的使用性能、可靠性和疲劳寿命,表面硬化层厚度是表面硬化过程中的一个重要质量指标[2]。由此可见,对金属加工硬化层厚度进行研究非常重要。在保证表面加工质量的前提下,确定最优的切削参数组合对于提高加工质量和加工效率、降低生产成本都有着重要的意义。目前,基于遗传算法、BP神经网络等人工智能的方法是参数优化的发展新趋势[3-5]。本文以304不锈钢为例,通过多岛遗传算法进行面向已加工表面硬化层厚度的切削参数优化,获得在相应约束值下的最优切削参数组合,能有效指导实际加工工作。
1切削加工试验设计与预测模型的建立
1.1试验系统与试验装置
本试验系统由机床、试验工件、试验刀具组成。
1)工件材料。304奥氏体不锈钢,国内牌号为0Cr18Ni9,ø50 mm×150 mm,两端加工中心孔,表面预车。
2)刀具材料。硬质合金(YW2),刀具前角γ=5°,后角α=8°。
3)机床设备。CA6140A×1000型普通车床。
4)硬度测量装置。402MVD型显微维氏硬度计。
1.2多项式响应面方法基本理论
响应面法的基本思想是通过近似构造一个具有明确表达形式的多项式来表达隐式功能的函数。它通过最小二乘法使得假设函数与实际函数之间的误差平方和最小的原理,很好地解决了既耗时又非光滑的优化问题,是一种新的高效可靠的数学规划方法[6]。通常用这种方法来寻找输入变量值的变异或不确定性之后的最佳响应值。
1.3试验设计与建模
本文假设表面加工硬化层厚度与切削用量参数之间都存在含交叉项的二次项近似函数关系[7],设计试验方案寻求其存在的非线性关系。加工硬化层厚度的试验因素水平规划如表1。为了所得函数的准确性,设计采用3因素5水平,3因素为αp、f、v,每个因素5个水平共17组试验,试验结果分析如表2。
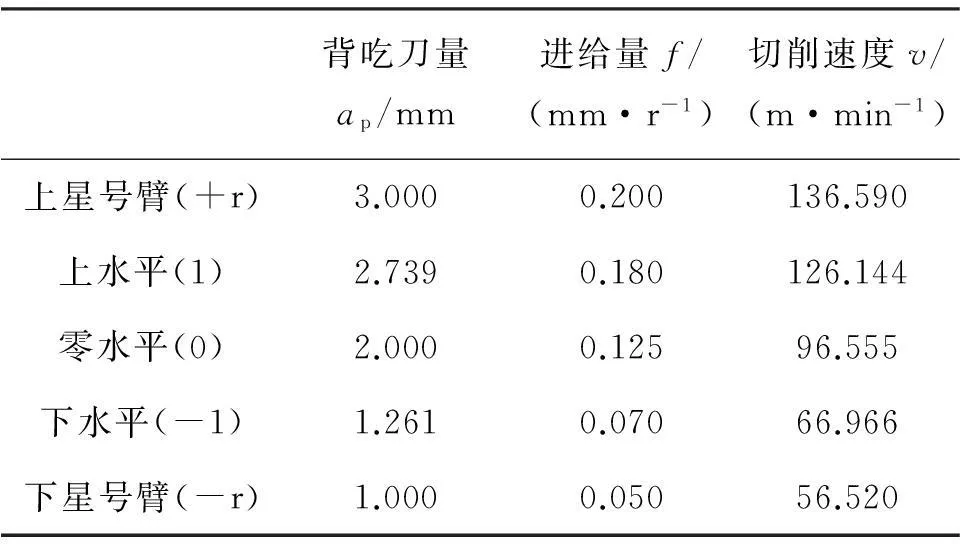
表1 加工硬化层厚度试验因素水平
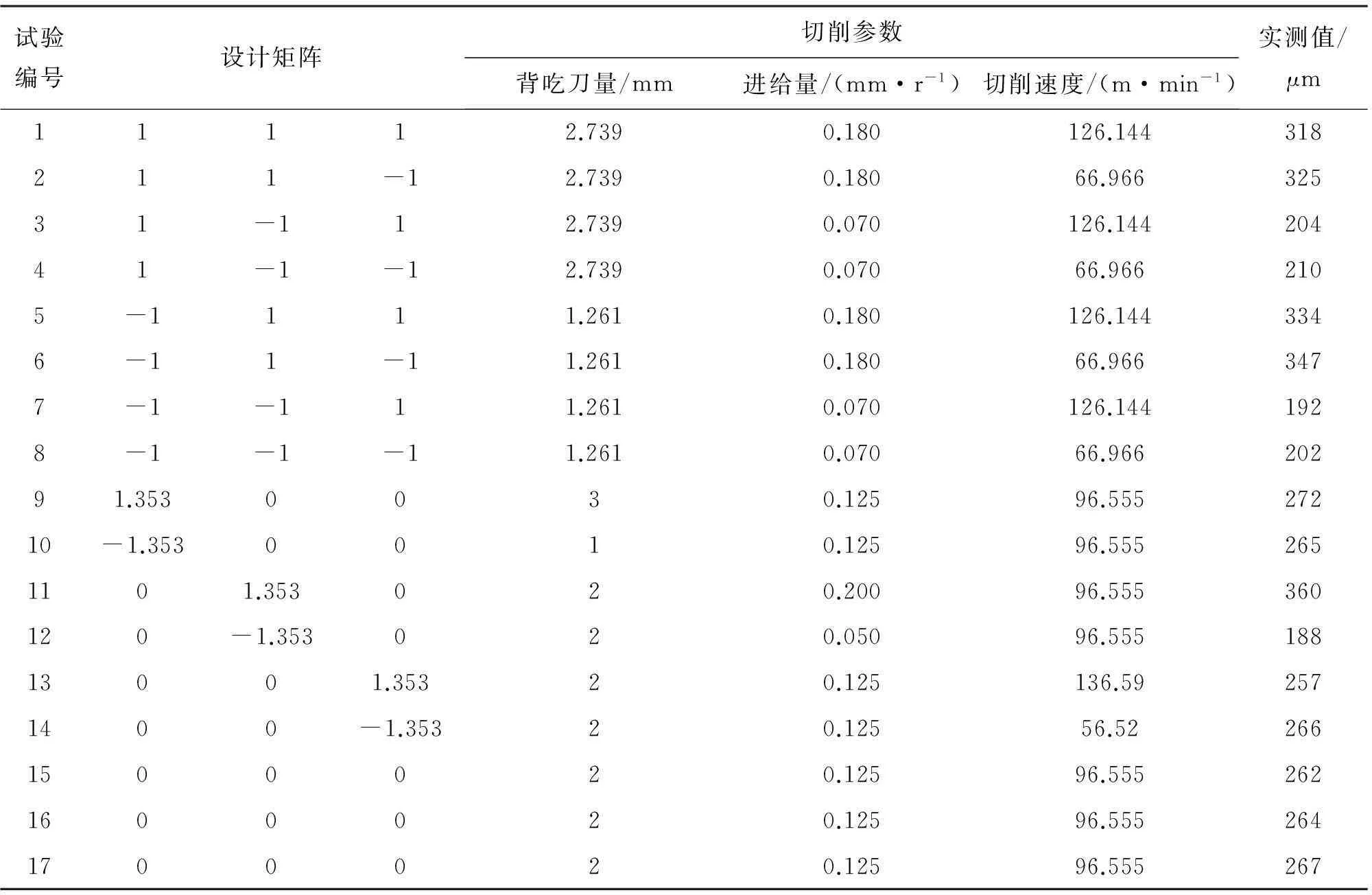
表2 加工硬化层厚度试验结果分析
由表2数据拟合出的加工硬化层厚度与背吃刀量、进给量、切削速度的回归方程为
H=925 338+9.495 9αp+1 235.522 5f+0.438 4v-
176.373 7αp×f+0.057 2αp×v-0.307 2f×v+
1.572 9αp+1 261.389 6αp×f2-0.034v2
(1)
为了保证预测模型能准确地反应响应与输入之间的函数关系,对该预测模型进行检验,检验结果为
(2)
(3)
(4)
(5)
(6)
式中:Qe1为剩余平方和;Qe为误差平方和;SST为总平方和;m0为重复试验次数;k为自变量个数。
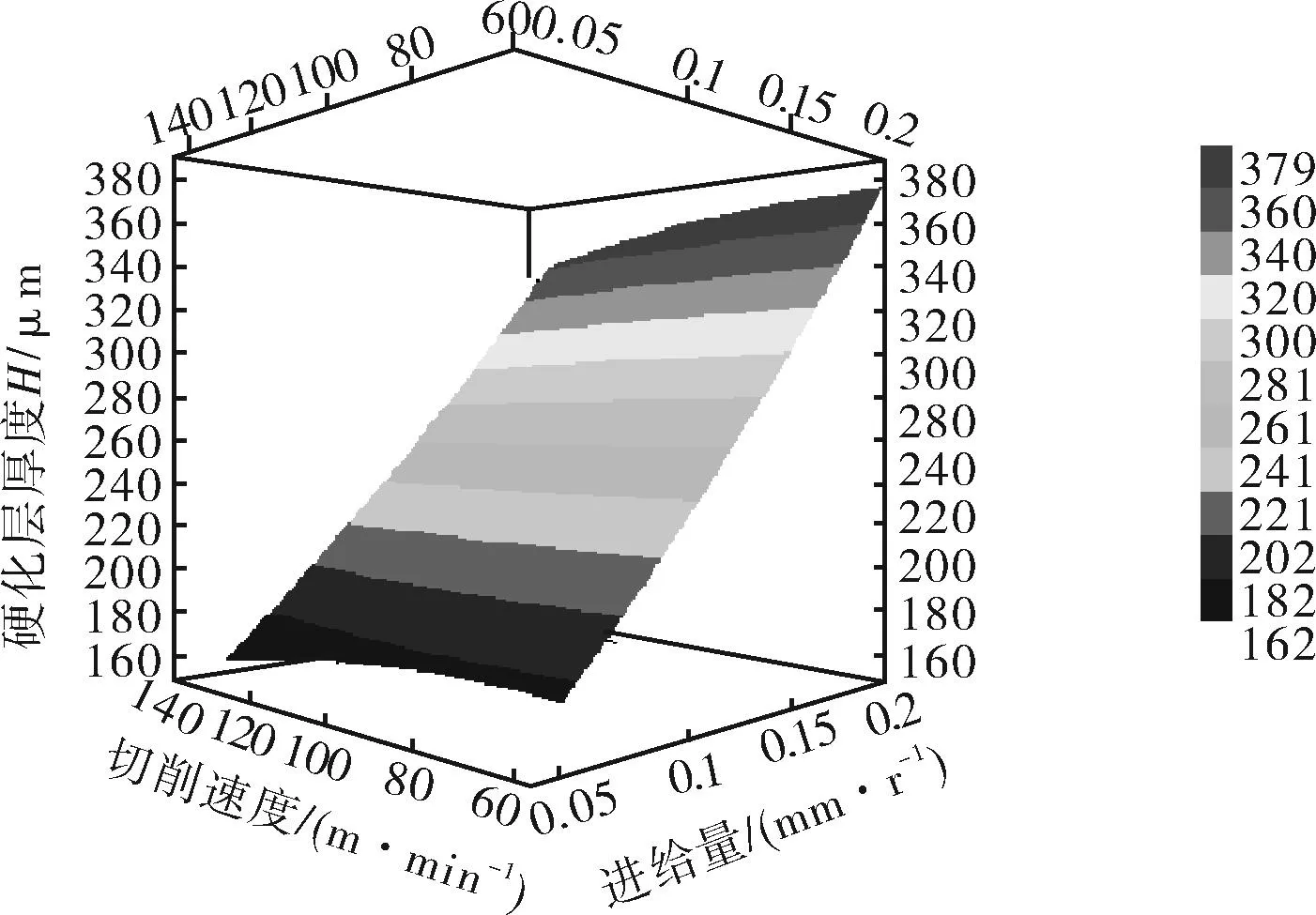
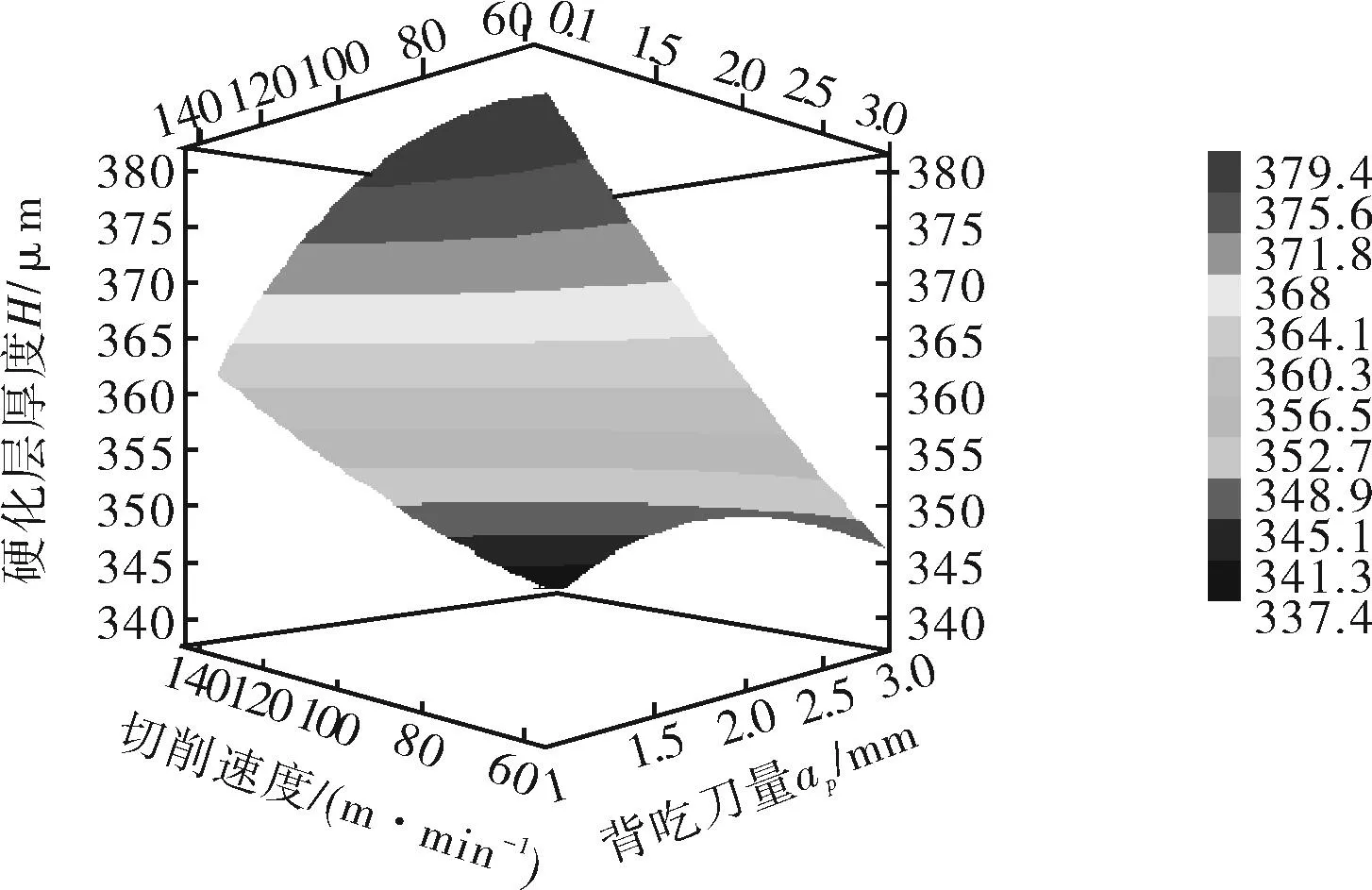
加工硬化层厚度回归方程的检验如表3所示,由表3可知:6.72<372.66,即,则F0.01 表3 加工硬化层厚度回归方程的检验 图1 进给量和背吃刀量对加工硬化层 图2 进给量和切削速度对硬化层厚 图3 背吃刀量和切削速度对硬化层 由图1可以看出:在拟合出的硬化层厚度预测模型中,当切削速度一定时,加工硬化层厚度随着进给量的增加而逐步增加,随着背吃刀量的增加而增加。通过对比图1~3可得出切削用量对加工硬化层厚度影响的主次关系为:进给量>切削速度>背吃刀量。 1.4试验验证 为了确保结果的准确性,本文通过设计相关性试验对模型进行计算精度验证,对比分析结果如表4所示。由表4可以看出:试验验证的平均精度为92.8%,可验证本文模型具有较高的计算精度。 表4 试验验证结果 2面向表面加工硬化层厚度的切削参数优化 多岛遗传算法是在传统遗传算法基础上发展而来的,作为一种伪并行遗传算法可以更好地在优化域中寻找全局最优解[8],提高了收敛速度[9]。 2.1切削参数优化的数学模型 金属切削加工过程中,当机床和刀具确定之后,金属切除率仅与切削用量相关,由此以金属切除率作为目标函数可表示为 f(x)=αp×f×v (7) 式中:x为设计变量(αp、f、v)。 切削过程中,在尽量提高加工效率的同时必须满足所要求的表面加工硬化层厚度,即 g(x)=S(αp,f,v)≤Hmax (8) 式中:Hmax为允许的最大加工硬化层厚度值;S(αp,f,v)为加工硬化层厚度关于切削参数的函数。 优化过程中,除了确定以金属切除率为指标的目标函数以及表面加工质量为指标的约束条件,考虑加工硬化层厚度对下一次走刀的影响而将面向加工硬化层厚度的参数优化设置在粗加工阶段,同时还要考虑刀具强度而适当缩小切削速度的取值范围,其可行解空间为 1≤ap≤3;0.05≤f≤0.2;56.52≤v≤136.59 (9) 至此,该数学模型可归纳为以下优化问题,即 (10) 本文以多岛遗传算法对切削参数进行优化,具体参数设置如表5。 表5 多岛遗传算法的参数设置 2.2切削参数优化结果 通过二阶响应面模型建立了表面加工硬化层厚度的预测模型,并以金属切除率为目标函数,以硬化层厚度值(200、250、350 μm)为约束条件,在自变量的取值范围内以多岛遗传算法为手段对切削参数进行了优化。表6是迭代1 000次之后得到的最优解,由表6数据可知:为保证金属切除率和硬化层厚度,就需要特别关注进给量的大小。 表6 面向加工硬化层厚度的参数优化结果 3结论 1)切削3要素对硬化层厚度的影响较大,其主次顺序为:进给量、切削速度、背吃刀量。 2)通过响应面模型拟合出了关于切削加工硬化层厚度的近似数学模型。通过试验验证了其正确性,可用于实际生产加工中的切削加工硬化层厚度预测,从而提高生产效率。 3)在满足不同的硬化层厚度的前提条件下,获得了几种最大金属切除率的优化参数组合,可对硬化层厚度进行预报,提高设备利用率。 参考文献: [1]阎光明,杨巧风.0Cr15Ni7Mo2Al不锈钢铣削加工硬化研究[J].石油矿场机械,2008,37(12),60-62. [2]刘又红,林信智.感应淬火零件硬化区和硬化层深度的设计[J].热处理,2013(4):49-53. [3]何晓群.应用回归分析[M].北京:中国人民大学出版社,2001. [4]Van Luttcrclt C A, Childs T H C, Jawahir I S, et al. Prescent situation and future trends in modelling of machining operations[J].Annals of the CIRP,1998,47(2):587-626. [5]Chi H M,Herbert M,Okan K,ctc..Machine learning and genetic algorithms in pharmaceutical development and manufacturing processes[J].Decision Support Systems,2009,48(1):69-80. [6]王永菲,王成国.响应面法的理论与应用[J].中央民族大学学报(自然科学版),2005(3):33-36. [7]石文天,王西彬,刘玉德,等.基于响应曲面法的微细铣削表面粗糙度预报模型与试验研究[J].中国机械工程,2009(20):2399-2402. [8]CHEN H,OOKA R,KATO S.Study on optimum design method for pleasant outdoor thermal environment using geneticalgorithms and coupled simulation of convection,radiation and conduction[J].Building and Environment,2008,43(1):18-31. [9]李小将,李新念.一种基于多岛遗传算法的火力优化分配方法[J].装备指挥技术学院学报,2011,22(3):126-129. Stainless Steel Cutting Parameters Optimization Based on RSM and Genetic Algorithm WU Jianchuan,QIU Yaling,LI Hang,YI Haiyang,ZHAN Danian (SchoolofMechatronicEngineering,SouthwestPetroleumUniversity,Chengdu610500,China) Abstract:In order to improve the difficult machining material of stainless steel machining efficiency,orthogonal regression method is applied to design the central composite experimental program for 304 stainless steel turning hardened layer thickness based on the experimental data,prediction model is obtained with polynomial fitting response surface model.By using multi-island genetic algorithm to optimize cutting parameters combination under corresponding constraint value is obtained within the scope of the study. Keywords:stainless steel;hardened layer thickness;prediction;response surface methodology;optimization 中图分类号:TE929 文献标识码:A doi:10.3969/j.issn.1001-3482.2016.04.003 作者简介:伍建川(1988-),男,四川宣汉人,硕士研究生,主要从事机械工程及自动化、机械设计制造及自动化研究,E-mail:215414205@qq.com。 基金项目:教育部重点实验室开放基金资助项目“基于再制造的废旧油管修复技术分析与研究”(OGE201403-17) 收稿日期:2015-10-23 文章编号:1001-3482(2016)04-0008-04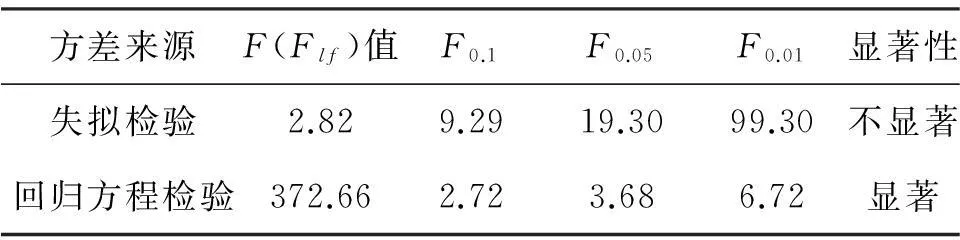




猜你喜欢
山东冶金(2019年1期)2019-03-30 01:35:32
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:04:00
制造技术与机床(2017年8期)2017-11-27 02:10:21
湖北农业科学(2016年20期)2017-02-15 17:55:41
湖北农业科学(2016年20期)2017-02-15 17:50:39
现代农业研究(2016年11期)2017-01-10 00:46:41
科教导刊·电子版(2016年30期)2016-12-26 16:43:00
电脑知识与技术(2016年24期)2016-11-14 02:03:09
科技视界(2016年23期)2016-11-04 08:17:36
科技视界(2016年21期)2016-10-17 17:22:54
