
大导程滚珠螺母滚道电解加工机床
2016-05-18 11:32刘桂贤张永俊罗红平王亚南张传运
电加工与模具 2016年1期
刘桂贤,张永俊,罗红平,周 超,王亚南,张传运
(广东工业大学机电工程学院,广东广州510006)
大导程滚珠螺母滚道电解加工机床
刘桂贤,张永俊,罗红平,周超,王亚南,张传运
(广东工业大学机电工程学院,广东广州510006)
摘要:为了实现电解加工大导程滚珠螺母滚道,研制了专用的数控电解加工机床。基于LabVIEW与状态图工具箱设计开发了机床的控制系统软件,具有运动控制功能、电解液供给功能、电源参数设定与监控功能,提高了电解加工系统的灵活性与可拓性。通过对电解加工机床结构、控制系统的设计及工艺试验的介绍,证明该机床可实现任意导程滚珠螺母滚道的电解加工。
关键词:大导程滚珠螺母;滚道;电解加工机床;LabVIEW
大导程滚珠螺母是丝杠副的关键零部件,广泛应用于数控机床、工业机器人等领域。滚珠螺母滚道的常用加工方法有车削-磨削工艺[1-2]。由于加工过程中存在磨杆与螺母内壁的干涉问题,使滚珠螺母的螺旋升角受到限制,对于螺旋升角>17°的螺母滚道加工非常困难。
电解加工是利用金属在外电源作用下,在电解液中发生阳极溶解的原理,将零件加工成形的一种特种加工技术。电解加工以工具电极无损耗、无加工残余应力、不受材料硬度及切削性能的影响、加工表面质量好等优点,广泛应用于国防工业领域,成为制造发动机叶片等零部件的主要方法之一。基于PLC或虚拟仪器技术Labview开发的电解加工控制系统,其开放性与可拓性在电解加工工艺实验中得到了验证[3-5]。刘海拥等对球头阴极电解加工做了深入的研究,其工艺特点在于加工灵活性强,对于加工复杂三维曲面具有很好的实用价值[6]。
针对机械加工滚珠螺母滚道的技术难点,本文提出了电解展成加工大导程滚珠螺母滚道的新技术,并可实现任意导程滚珠螺母滚道的加工。
1 机床结构及控制系统的设计
图1是数控电解展成加工大导程滚珠螺母滚道的示意图。球头阴极固定在阴极导杆上,阴极导杆与滚珠螺母的轴心线平行;滚珠螺母装夹在三爪卡盘上,卡盘由伺服电机驱动。脉冲电解电源的正、负极分别与工件、工具电极连接。一定压力的电解液经过球头阴极的斜喷嘴进入加工间隙。通过调节阴极导杆进给速度与卡盘旋转速度,可实现不同螺旋升角的滚珠螺母滚道的电解加工。
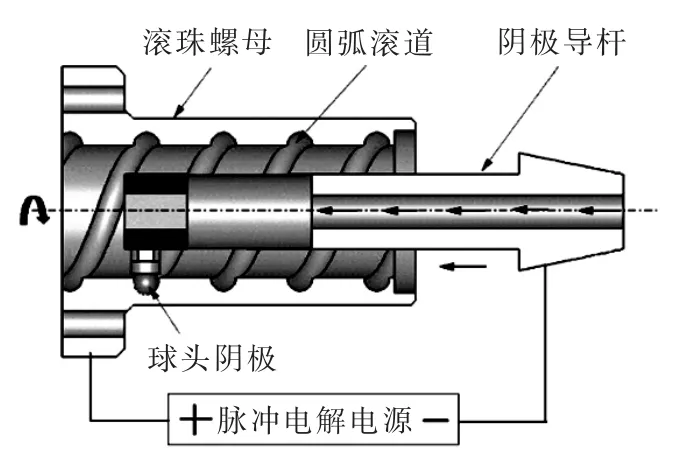
图1 电解展成加工滚珠螺母滚道示意图
1.1总体结构
滚珠螺母滚道电解加工系统总体结构见图2。主要由电解加工机床、恒温控制的电解液循环过滤系统、高频脉冲电解加工电源和电解加工集成控制系统四部分组成。在集成控制系统下,电解加工机床可实现精确的定位功能;高频脉冲电解加工电源向正、负极提供稳定的高频脉冲电流,同时具有快速可靠的短路保护与能量释放功能;电解液循环过滤系统能向加工间隙供给清洁、电导率较恒定的电解液,保证电解加工的一致性与可控性。

图2 电解加工系统总体结构示意图
1.2机床结构
在设计机床时,应与加工工艺紧密联系,以满足特殊的加工工艺要求,如机床的刚性、耐腐蚀性、抗干扰性及密封性等。电解加工机床的主体部件主要包括床身、导轨、滑动组件、伺服电机、阴极部件、工作箱及工件夹具等,机床实物照片见图3,特点如下:
(1)刚性好。机床主体采用龙门式结构,确保了机床的刚性。
(2)耐腐蚀性强。机床的基体采用花岗石材质,X、Y、Z轴采用封闭式滑台模组,其外壳选用耐腐蚀性良好的316不锈钢材料制成。
(3)密封性好。为了防止电解液水蒸气对关键零部件的腐蚀,将加工过程中产生的气体密封在工作箱内,并通过排风系统排出,还能降低有害气体对人体的危害。
(4)定位精度高。X、Y、Z、U轴采用伺服驱动控制,配置高精度光栅尺,实现全闭环运动控制,运动精度达1 μm;旋转轴(U轴)采用蜗轮蜗杆传动,传动比为1∶180,可实现高分辨率的旋转运动,精度为0.01°。

图3 电解加工机床实物图
1.3电解液循环过滤系统
电解液循环过滤系统是电解加工设备中不可缺少的组成部分。为了实现小间隙精密电解加工,系统需保证电解液温度恒定和微米级别的过滤精度。电解液供液及净化系统主要由电解液槽、过滤装置及管道等组成。电解液泵采用不锈钢多级离心泵,额定出口压力为1 MPa。工作液恒温控制系统分为制冷系统与加热系统:制冷系统主要由压缩机、蒸发器、冷凝器与膨胀阀组成;加热系统主要由钛合金材质的加热器与温度检测控制器组成。制冷系统与加热系统通过微机实现联合控制,可将电解液温度控制在10~35℃范围内,误差为±1℃。过滤系统由三级过滤器组成,过滤精度为1 μm。
1.4高频脉冲电解加工电源
电解加工电源主电路采用“逆变+直流斩波+能量释放模块”的拓扑结构,以FPGA作为主控芯片,32位处理器(NIOSII)的片上系统(SOPC)作为电源的嵌入式系统。同时,结合电解加工工艺特点,将短路检测电路实现全数字化检测控制,提高了电源的抗干扰性能;用电流上升率来控制能量释放器,有效地保护了工具电极与工件。此外,通过触摸屏与电源控制板的实时通讯来控制电源参数,开发出了如图4所示的电源操作人机交互界面。
1.5电解加工集成控制系统
电解加工机床集成控制系统的功能是对机床各单元进行协调控制,主要分为硬件系统和集成控制系统。如图5所示,硬件系统包括工业控制计算机、PCI接口的运动控制卡(DMC2610)、USB接口的数据采集卡(USB-1608)、RS232/RS485接口的电源控制板。DMC2610是一款基于PCI总线的高性能运动控制卡,可控制六轴步进或伺服电机,具有直线和圆弧插补功能,同时还具备编码器位置锁存、位置比较等高级功能。USB-1608具有8路全隔离差分输入端口,可实现8路信号的同时采集、显示和保存。电源控制板通过自定义协议与上位机实时通信,并通过上位机控制电解加工的电参数,如峰值电压或峰值电流、脉冲频率及占空比等。
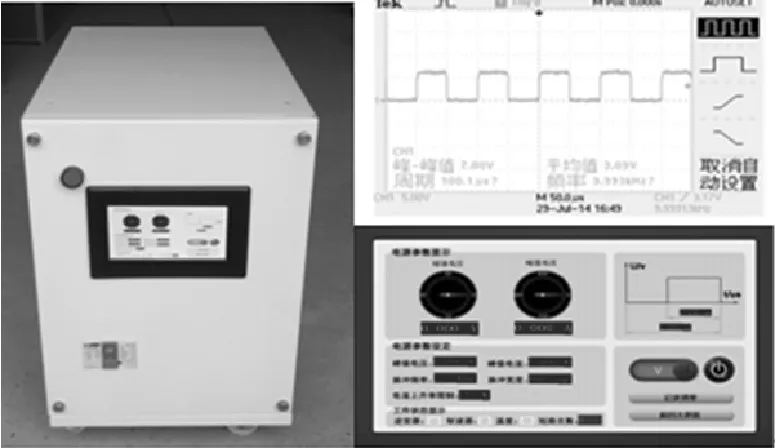
图4 高频脉冲电解加工电源的人机交互界面

图5 集成控制系统硬件结构框图
集成控制系统以PCI总线为基础,利用Lab-VIEW的虚拟仪器技术与状态图工具进行设计。控制系统软件的功能开发结合了电解加工工艺的特点,采用了模块化的设计方式,集成了运动控制功能(图6a)、电源参数设定与监控功能(图6b)及电解液供给功能(图6c)。

图6 电解加工控制系统人机交互界面
运动控制功能由点动模块、定长运动模块、NC程序控制运动模块和滚珠螺母滚道专用加工模块等组成,专用加工模块具有加工短路后按螺旋线轨迹回退的功能。电源参数设定与监控功能包含控制电解加工电源的峰值电压或峰值电流、脉冲频率及占空比、设定电流上升率的限制值、记录加工过程中的异常点个数等功能;当加工过程中出现短路时,电源立即保护自锁,同时触发短路信号,电解加工集成控制系统的运动控制模块实现进给轴的回退,保护阴极与工件。
2 工艺试验
工艺试验在图3所示的数控电解加工机床上进行,采用球头阴极斜喷嘴电解展成加工圆弧滚道的方法,加工现场见图7。选取的滚珠螺母内径为32 mm,螺母材料为GCr15轴承钢;球头阴极直径为6 mm。电解加工工艺参数如下:峰值电压为10 V,占空比为40 %,脉冲频率为2 kHz,电解液为15 % 的NaNO3溶液,电解液压力为0.2 MPa,电解液温度为25℃,进给速度为0.3 mm/min。加工得到的滚珠螺母见图8,螺旋升角为45°。
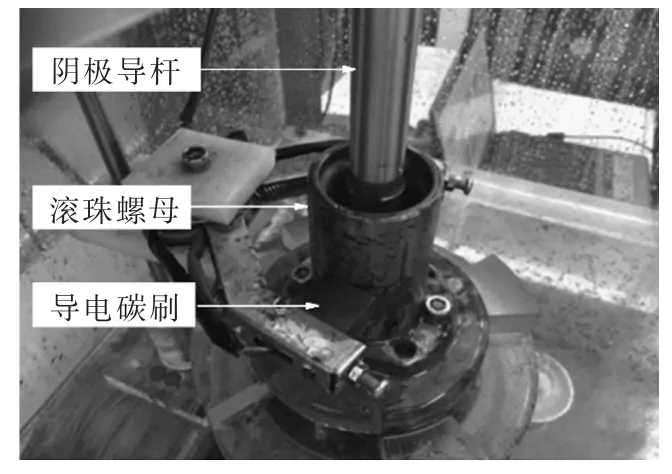
图7 电解展成加工滚珠螺母滚道

图8 电解加工后的滚珠螺母
3 结语
设计了专用的加工大导程滚珠螺母滚道的四轴数控电解加工机床,基于LabVIEW图形化程序开发了控制系统软件。该软件的控制功能结合了电解加工工艺的特点,采用了模块化的设计方式,集成了运动控制功能、电源参数设定与监控功能和电解液供给功能。同时,可根据工艺特点调整软件功能,提高了电解加工系统的灵活性与可拓性。试验证明,该机床可实现不同螺旋升角的滚珠螺母滚道加工。
)
参考文献:
[1] HARADA H,KAGIWADA T. Grinding of high-lead and gothic-arc profile ball-nuts with free quill-inclination[J]. Precision Engineering,2004,28(2):143-151.
[2]涂兴凯,王华权,熊慧珺.大导程滚珠螺母内滚道的成型方法研究[J].机床与液压,2011,39(6):16-18.
[3]徐正扬,朱荻,史先传.基于LabVIEW/Flexmotion电解加工机床控制系统软件的设计[J].计算机与应用化学,2007,24(4):539-542.
[4]丁苏赤,陈远龙,万胜美.电解加工机床PLC控制系统的设计与实现[J].电加工与模具,2005(4):53-56.
[5]陈远龙,王天霁,万胜美.基于PLC和触摸屏技术的数控电解加工机床研制[J].电加工与模具,2005(3):56-59.
[6]刘海拥,康敏,傅秀清,等.球头阴极电解加工工艺参数对表面粗糙度的影响[J].电加工与模具,2010(2):56-59.
Electrochemical Machine Tool for Manufacturing Large-lead Ball Nut Raceway
Liu Guixian,Zhang Yongjun,Luo Hongping,Zhou Chao,Wang Yanan,Zhang Chuanyun
(School of Electro-mechnical Engineering,Guangdong University of Technology,Guangzhou 510006,China)
Abstract:In order to realize the electrochemical machining of large-lead ball nuts raceway,the special electrochemical machine tool for manufacturing large-lead ball nut raceway is developed. The control system of the machine tool is designed based on LabVIEW and state diagram. The machine posses motion control function,electrolyte supply function,power parameter setting and monitoring functions,which improve the flexibility and extension of electrolytic process system. The structure design,control system design and the process experiment of electrochemical machine tool were introduced,which proved arbitrary lead -ball nut raceway can be machined by the electrochemical machine tool.
Key words:large-lead ball nut;raceway;electrochemical machine tool;LabVIEW
第一作者简介:刘桂贤,男,1987年生,博士研究生。
基金项目:国家自然科学基金资助项目(51105080,51205137)
收稿日期:2015-09-01
中图分类号:TG662
文献标识码:A
文章编号:1009-279X(2016)01-0059-03
