
电刷镀工艺及在修理中的应用
2016-05-14 09:31宋楠楠
农机使用与维修 2016年9期
关键词:修理
宋楠楠

摘 要:概述了电刷镀工艺的工作原理、工艺的主要技术要点,并对影响电刷镀质量的因素进行了分析,列举了电刷镀技术在修理中的应用实例。希望电刷镀技术在农机修理方面发挥更大的作用。
关键词:电刷镀;修理;涂镀
中图分类号:TK407文献标识码:Adoi:10.14031/j.cnki.njwx.2016.09.043
电刷镀又被称为快速电镀或涂镀,具有沉积速度快、镀层种类多、工艺简单、镀层性能优良等特点,随着应用的不断深入,显示出超越其它金属涂覆技术的许多优势。近年来,国内外对电刷镀技术的强化机理及表面工程应用方面进行了很多探索,在维修领域得到了很好地发展。希望今后加强对电刷镀新工艺、新配方和电刷镀层耐蚀、耐磨、强化等防护机理的研究,使电刷镀技术在农机修理方面发挥更大的作用。
1 电刷镀的工作原理
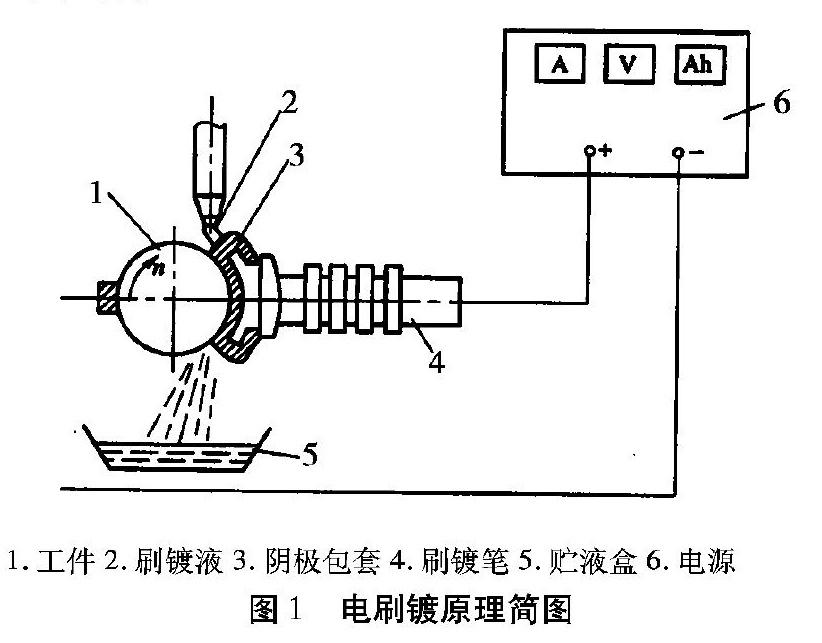
电刷镀基本原理也和电镀一样,刷镀时将工件作为阴极,浸过镀液的镀笔作为阳极,阳极外面包有吸水性较好的纤维材料以便吸附镀液。将工件和阳极分别接在刷镀电源上的正负极,然后将镀笔放在工件的被镀部位进行相对运动,即可得到所需的金属镀层,图1为电刷镀原理示意图。镀笔刷到哪里,哪里就形成镀层,时间越长镀层越厚,直至所需的厚度,达到保护、修复和改善零件表面理化性能的目的。镀层的均匀性可由电流密度、阳极运动速度、镀液的供给量以及时间等来调整和控制。
2 电刷镀特点
(1)设备简单,无需镀槽,特别适合对现场大型设备进行局部电镀。刷镀液无有毒成分,不像镀铬那样有氰化物,故公害小;耗油、耗水少,比较经济。给农机维修或机加工的超差件的修旧利废带来极大的方便。同时一台设备可镀多种金属和合金。
(2)受镀面积不受限制,有些复杂的零件,在电镀中是难以获得满意的镀层,而采用电刷镀工艺就可以很好地解决这个问题。
(3)一般刷镀层的结合强度都可以达到质量要求。由于电刷镀层是在电化学、机械力(涂笔与工件的摩擦)的作用下沉积的,因而结合强度比槽镀的高,比喷涂更高。喷涂层结合强度约为15~50 MPa,电刷镀层结合强度大于70 MPa。若在不锈钢等难镀基材上进行刷镀,都可获得良好的镀层。
(4)沉积速度快。因电刷镀的刷镀液金属离子浓度较高,故比槽镀速度快5倍以上,辅助时间少、效率高。工件加热温度低,通常小于70 ℃,不会引起变形和金相变化。
(5)适应材料广,常用金属材料基本都可刷镀修复,如低碳钢、中碳钢、高碳钢、合金钢、铸铁、铝和铜及其合金、淬火钢、氮化钢等。焊接层、喷涂层、镀铬层等的返修或局部返修也可应用电刷镀技术;淬火层、氮化层不必进行软化处理,不必破坏原工件表面,可直接电刷镀修复;同一金属零件可获得不同性能的镀层。
(6)修复磨损件时,电刷镀层可根据工况的耐磨、耐蚀、耐热、防渗碳、防氮化等需要来选择合适刷镀液,从而改变原摩擦副,大大延长使用寿命。
(7)电刷镀只适宜局部修复,只能单件修复,对大面积和大批量零件的修复,其技术经济指标不如槽镀。
3 电刷镀工艺
3.1 镀前准备
(1)表面预处理。镀件表面应尽量光滑平整,应去除零件表面的毛刺、飞边,以免划破阳极包套。如零件有缺陷,例如划痕、擦伤或锐边的凹坑等,为了防止应力集中和保证修复质量,应将其根部和表面凿宽。凿宽的宽度应大于原来深度的2倍。根部和表面边缘都应圆滑过渡。如表面有密集的小坑或划痕,应将其去除。轴或孔如已磨损,应进行加工以消除其圆度及圆柱度误差。键槽和油孔可用石墨堵塞填平,以免边缘因电流集中而引起脱落。不需要修复的相邻部位需用绝缘漆或胶带纸加以保护。
(2)机械或化学方法去锈及除油。零件电刷镀前必须去锈、除油。一般用钢丝刷、喷砂或砂纸去除锈斑;用汽油、丙酮或四氯化碳去除油污。
(3)电净。电净是利用电净液通电后组织成分离解,在零件表面形成气泡,机械地把油膜撕裂,而电净液中的乳化剂则产生强烈的乳化作用,把油脂清除掉。其反应式如下:
阴极4H2O+4e=2H2+4OH-
阳极4OH--4e =O2+2H2O
可见,在阴极上生成的气泡多于阳极,除油效果较好。所以在电净时零件一般接负极。但是对于高强度钢,为了防止渗氢,电净时零件应接正极。电净后用清水彻底冲洗零件表面。
(4)活化。活化是利用专门的活化液,通过电化学作用,彻底去除零件表面的氧化膜和其它杂质,从而露出新鲜基体金属,使镀层能与基体金属牢固地结合。活化时,零件的极性视金属材料和活化液的种类而定。
3.2 电刷镀
为了得到结合强度高的镀层,并满足零件表面的各种工况要求,需要有针对性地合理选择镀液及其镀层的组合。一般包括起镀镀层(底层)、尺寸镀层(包括夹心镀层)和表面工作镀层3种。
(1)起镀镀层。俗称底层。各类镀层在不同的金属材料上的结合强度是不一样的。有些电镀液,如高速铜-II,它不能直接沉积在钢铁上,因为两者之间电位差太大,强烈的置换反应会造成基体金属的严重腐蚀。有些镀层,虽然和某些金属的结合很好,但长期工作后会产生电化学腐蚀,或者因为互相扩散而降低其效能等。因此要镀一层底层,在工艺上称起镀镀层。实践证明,特殊镍和碱铜是较理想的底层,适用于各种钢、铸铁、镍、铜、铬、铝及其合金等。电刷镀时零件接负极,厚度为0.002~0.01 μm。电刷镀特殊镍时,先作无电擦拭2~5 s后再接通电源,可改善镀层与基体的结合强度。
(2)尺寸镀层。是指专门恢复零件尺寸的镀层。对于单一的金属镀层,随厚度的增加,其内应力逐渐增大,晶粒变得粗大,裂纹增多,其结合强度和镀层本身的抗拉强度也随之下降。在镀层过厚时,甚至会引起镀层的脱落,所以单一金属的镀层厚度应适当加以控制。单一金属镀层的安全厚度可参阅表1所示。
(3)工作镀层。工作镀层是零件表面的最终镀层,其作用是满足零件表面的机械物理性能等特殊要求,比如耐磨镀层或装饰性防蚀镀层等。镀层结构的选择应根据被镀零件的具体情况而定。镀完后一般不需要再进行加工,必须加工时,可采用绿色碳化硅砂轮磨削加工。
4 影响电刷镀质量的因素
(1)工作电压和电流。电压低时电流较小,这时金属沉积速度慢,镀层光精细密,内应力小;电压高时电流相对较大,沉积速度快,镀层粗糙、发黑,甚至烧伤。工作电压与电流的选择应与镀液温度、阴阳极相对速度相匹配。
(2)阴阳极相对速度。阴阳极相对速度太低时,镀层粗糙,脆化,有时造成镀层发黑,烧伤;阴阳极相对速度太快时,电流效率和沉积速度降低,甚至不能沉积金属。刷镀时应考虑与电参数相匹配,电压高、电流大时,相对速度也应大些。
(3)镀液与工作温度。工作与镀液的温度均在50 ℃左右时,沉积速度快,内应力小,晶粒细密,结合强度高;温度较低时,应降低电压起镀,待工件温度升高再提高电压;温度过高(>70 ℃)时,则镀液蒸发加快,沉积速度降低。
(4)被镀表面的湿润状况。被镀表面应在电刷镀过程中始终处于湿润状况,否则会使镀层钝化,继续刷镀会影响刷镀层的质量。
(5)镀液的清洁度。刷镀溶液必须保证纯净、清洁,严防污染,特别要防止各种镀液的交叉污染。
(6)刷镀前应多准备几个包裹好的阳极块,在进行电净活化、刷镀过镀层、刷镀工作层等工序时分别使用,每一包裹好的阳极块只能使用一种电镀溶液,不得通用、混用。
5 电刷镀技术在修理中的应用
5.1 气缸套安装孔的刷镀修复
(1)除油。缸体一般由铸铁制成,除油时既要除净又要不造成损伤。可先用钢丝刷清理穴蚀部位及拉伤点,然后用喷灯除油(注意控制除油温度),最后用化学方法反复除油。
(2)凿刻。用专用刀具刻凿要刷镀的镀点,镀点的边缘应比原穴蚀点或拉伤点的边缘向外延伸0.5 mm,刀具可根据工艺要求自制。
(3)刷镀。穴蚀点和拉伤点深度超过1 mm以上的采用复合工艺刷镀,小于1 mm的可直接刷镀。复合工艺为先刷镀铜,后用锡铋合金填补穴蚀点和拉伤点,再用钳工修整,后刷镀镍即可。也可采用高堆积镀液刷镀。直接刷镀则可用快镍、特镍交替使用。刷镀时要注意留出清理和修整的余量。
(5)修整。镀后先用砂条沾水修整镀点,再把原机型的缸套除油后做研磨修整的工具,边修边试,直到缸套在孔内能灵活转动,间隙不超过标准值为止。
(6)镀后处理。用棉纱或海绵吸干残液和水,涂油保护。
5.2 工程机械液压行走控制阀的刷镀修复
(1)除油。液压件属于精密零件,不可采用高温除油。可先用清洗剂清洗,再用化学方法反复除油。
(2)修整。①用砂条修整阀和孔的拉伤棱角。②拉伤严重的阀孔可用磨床以最小的加工量消除拉伤痕迹。③按单向阀内孔直径尺寸加0.03 mm,加工一个长100 mm的金属棒,安装在单向阀内孔中,再在外圆磨床上用最小的加工量磨削单向阀的外圆。④拉伤较轻的阀,在没有设备的情况下,可自制研磨棒和研磨套分别研磨内孔和外圆。
(3)测量。测量经研磨后2个主阀的内孔和4个单向阀外径,做好记录,计算每个阀的刷镀量,制定刷镀工艺,留出研磨余量。
(4)刷镀。按电刷镀工艺刷镀阀的外圆,用快镍即可。镀到尺寸,用研磨套研磨后,再镀一层耐磨层。主阀与阀孔配合尺寸超限,修复方法与上述工艺相同。
(5)研磨。将刷镀好的4个单向阀分别与2个主阀孔用研磨剂研磨至标准尺寸。
(6)清理。清除虚镀层,用砂条倒角,并磨掉非镀面多余的镀层。清理时一定要细心,一小块镀层的脱落就可能给液压系统留下故障隐患。
(7)组装。将阀的配件用洁净的油清洗后,按拆时的相反顺序装配。各阀装配时,表面应涂液压油。装配时注意胶圈的老化程度,必要时应更换。组装完后应运转检验。
参考文献:
[1] 胡树兵.纳米复合电刷镀涂层的研究进展[J].航空制造技术,2010 (1) :34-39.
[2] 张虎,汪刘应,刘顾,等.镍习炭纳米管复合电刷镀层的制备及其性能[J].电镀与涂饰,2012,31 (11) :32-35.
[3] 包容江,王瑞丽.电刷镀表面预处理工艺研究[J].表面技术,2010,39 (3) :78-81.
猜你喜欢
农机使用与维修(2017年4期)2017-04-14
中国新技术新产品(2017年3期)2017-03-07
农机使用与维修(2017年1期)2017-02-07
职工法律天地·下半月(2016年10期)2016-11-30
农机使用与维修(2016年10期)2016-11-10
科技视界(2016年15期)2016-06-30
企业文化·下旬刊(2016年5期)2016-06-04
环球时报(2016-04-20)2016-04-20
