便携式柔性多功能现场加工机床研制
2016-05-06 17:00陈登科霍秋爽
山东工业技术 2016年9期
陈登科 霍秋爽
摘 要:针对大型回转件上法兰面的现场加工问题越来越突出,便携式柔性多功能现场加工机床的研制,将用与加工大型海工装备回转件上的法兰面(车、铣、钻)。该机床能够很方便的大幅度调整机床的加工范围;机床将采用自牵引旋转驱动装置,驱动机床转动以实现法兰面的回转加工,从而减少传统机床对旋转驱动力和机床转臂刚度的要求。
关键词:便携式;现场加工;柔性;自牵引;闭环控制
DOI:10.16640/j.cnki.37-1222/t.2016.09.021
1 引言
便携式柔性多功能机床是解决大型回转上法兰面的现场加工问题的专用机床。该机床的底座采用焊接的方式将底座焊接在法兰中心孔上,起着固定和支撑整机的作用。与传统的机床相比,由于所要加工的零件尺重量大,所以无法安装到普通的机床上按照常规的方法进行加工,所以必须反向思维,设计一种便携式机床,即能安装到工件上并对工件进行加工的机床;同时由于工件的尺寸变化范围巨大(3—12米),因此要求所设计的机床必须有柔性,即能够很方便的大幅度调整机床的加工范围;该机床将采用自牵引旋转驱动装置,驱动机床转动以实现法兰面的回转加工,从而减少传统机床对旋转驱动力和机床转臂刚度的要求。该设备研制成后将填补国内空白。
2 研究内容
2.1 大型便携式柔性多功能现场加工机床的结构设计
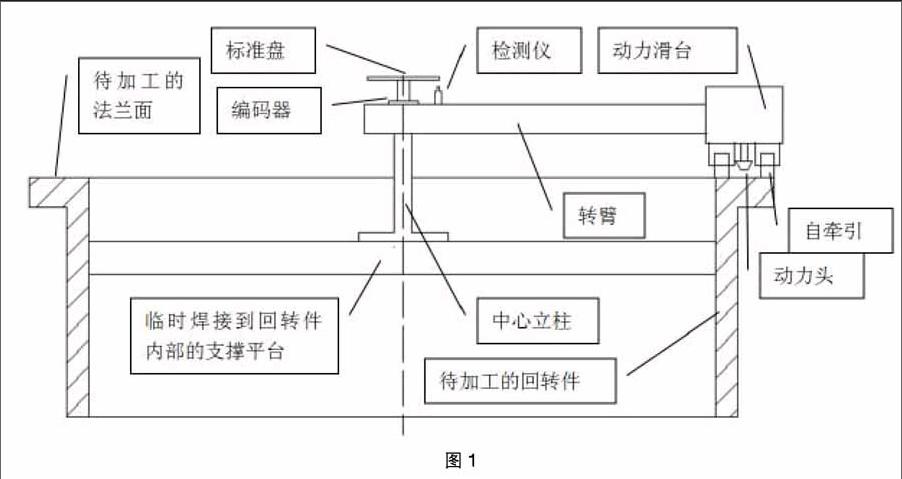
本机床的结构采用模块化设计,如图1所示,主要由中心立柱、转臂、动力滑台、动力头、自牵引、标准盘、编码器、检测仪等模块组成。
中心立柱模块用于确定机床的回转中心,让其它模块绕其轴线旋转,从而实现对大型法兰的加工;立柱和转臂之间采用调心轴承连接,当法兰表面高低不平引起动力滑台上下位置变化时,只是引起转臂绕调心轴承摆动而不会产生弯曲变形;
转臂模块由若干长度不等的子模块刚性连接而成,通过增减转臂子模块的数量,可以很方便的大幅度调节设备的加工半径,从而实现其柔性加工范围,转臂与中心立柱之间用球面轴承支撑链接;动力滑台模块安装在转臂的末端,与转臂浮动链接,以消除因转臂弯曲变形对动力滑台的位置精度的影响。通过双重导轨可以实现动力头的双向移动,以便对法兰面进行加工;
动力头模块分为铣削动力头模块和车削头模块两种,安装在动力滑台模块上,可以分别安装车、铣、钻、镗、磨刀具,以加工所需要的表面和形状;
自牵引模块由两个支撑滚子和驱动滚子转动模块组成,安装在转臂的末端,滚子与法兰表面接触,支撑系统的重量。当电机驱动滚子转动时,由于动力滑台上有足够的配重,保证滚子与法兰表面的摩擦力足以带动机床转动,实现自牵引功能;当法兰表面高低不平时,利用检测控制系统的信号控制电机驱动动力头模块上下移动,从而实现刀具的相应运动,以保证加工表面的平面度;
编码器:用于检测转臂的转位分度运动的角度;
标准盘:是一个加工精度较高的平面盘形件,用于代表要加工的法兰面的理想位置;
检测仪:安装在转臂上,通过检测其与标准盘之间的距离变化,可以计算出被加工法兰面处的平面度变化,以实现对刀具上下位置的调整,从而保证被加工法兰面的平面度。
2.2 建立机床转臂上检测点位移的数学模型
由于机床的加工范围大,转臂的长度也随加工范围的变化而改变,当支撑滚子上下位置变化时,转臂检测点的位移也是不同的,因此必须通过计算分析,求出滚子的位移与转臂检测点位移之间的数学关系式,并通过样机试验进行修正,以供控制系统控制动力头模块上下移动之使用。
2.3 检测控制与控制系统设计
检测系统:通过检测装置,检测转臂上特定点的位移,通过编码器可以得知转臂的转动角度,以便控制系统控制自牵引装置中支撑滚子的上下移动量和确定转臂的转位分度运动。
控制系统:控制滚子的上下移动、转臂的转位分度运动、动力头的上下及径向运动、动力头模块的主轴转动等。
2.4 便携式柔性多功能现场加工机床的样机研制与试验
制造一台样机,并进行现场加工试验,研究不同情况下的刀具、切削参数选择及加工方案确定;修正滚子的位移与转臂检测点位移之间的数学关系式;研究和确定专用辅助工装的结构设计,以减少工艺系统的变形,保证所需要的加工质量。
3 创新点
3.1 便携式
由于大型回转件的尺寸巨大,本机床必须安装到工件上对工件进行现场加工,所以本机床设备采用模块化设计,各模块之间通过接口可以快速拆装,从而实现便携功能。
3.2 现场加工
由于工件尺寸、重量巨大,无法安装到普通的机床上按照常规方法加工,所以我们采用反向思维,设计一种能安装到工件上并对工件进行现场加工的机床;
3.3 柔性
由于被加工工件的尺寸变化范围巨大(3—12米),本机床通过增减转臂链接模块的数量,可以很方便的实现大幅度调节加工范围的功能。
3.4 自牵引
由于加工工件的尺寸变化范围巨大(3—12米),如果使用常规的动力驱动系统即通过中心立柱处的动力来驱动机床的转臂部分,一则需要的驱动动力巨大,二则要求转臂具有很大的刚度。因此本机床的旋转驱动改为动力头处的自牵引装置,既减少了上述要求,同时可以减少甚至消除转臂刚度对加工精度的影响。
3.5 闭环控制
该机床的控制检测系统采用闭环控制系统,根据特定检测点的检测结果,动力头能够自动调节其上下的位置,以补偿法兰平面的自身平面度误差对加工精度的影响,也同时保证加工直径在3~12米范围内柔性可调,解决了加工大型法兰平面度的精度要求。
4 结束语
作为大型结构件法法兰面的现场机加工设备来说,必将行成产业化,规模化,随着大型构件现场机加工规范和标准的成熟,现场加工必成为独立的行业,在工程装备加工行业中占有一定的份额。
参考文献:
[1]储开宇.发展中的新式制造业加工装备-并联机床[J].煤矿机械,2004(08).
[2]朱龙泉.用于现场修复的机床设计与研究[D].武汉科技大学,2013.
[3]罗生梅,杨德宇.便携式机床卡环有限元分析与结构优化[J].设计与研究,2010.
作者简介:陈登科(1988-),山东宁阳人,硕士。
猜你喜欢
机械工业标准化与质量(2022年9期)2022-09-30
北京航空航天大学学报(2022年5期)2022-06-06
石油沥青(2021年5期)2021-12-02
文化创新比较研究(2020年7期)2021-01-13
测控技术(2018年1期)2018-11-25
电子制作(2018年11期)2018-08-04
分析化学(2016年7期)2016-12-08
电测与仪表(2015年3期)2015-04-09
棋艺(2001年7期)2001-06-14