高精度轴承箱的焊接
2016-04-29 00:00:00张晓亮
今日财富 2016年31期
摘 要:高精度轴承箱的焊接技术是采用大坡口焊缝焊接高精度轴承箱的技术。其技术核心是是采用大坡口焊缝焊接,对焊接的坡口进行特殊处理,同时对焊接过程进行了严格控制,满足了焊接后对焊缝表面质量的要求,从而保证了所制轴承箱的精度,延长了轴承的使用寿命,改善了整个发电机组的性能,降低了施工成本,同时还具有操作简便等特点,是一种具有推广价值的新技术。
关键词:大坡口焊缝;层间温度
一、引言
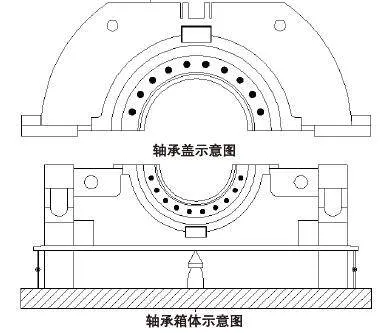
轴承箱主要应用于风机和车轮组,是一种起支撑和润滑轴承作用的箱体零件,实践中应当加强重视,尤其是高精度轴承箱,应用过程中一定要注意保护。轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。轴承箱是火力发电机组中的重要部件,轴承箱的制造精度直接关系到轴承的寿命和整个发电机组的性能,从而对轴承箱的焊接技术要求较高,现有的制造技术很难满足对焊缝表面质量的要求。
二、高精度轴承箱的焊接技術
高精度轴承箱的焊接技术属于焊接技术领域,具体涉及一种在火力发电机组中连接低压缸组的高精度轴承箱的焊接技术。其特征是采用大坡口焊缝焊接高精度轴承箱的技术。该技术的核心是采用大坡口焊缝焊接,对焊接的坡口进行特殊处理,同时对焊接过程进行了严格控制,满足了焊接后对焊缝表面质量的要求,从而保证了所制轴承箱的精度,延长了轴承的使用寿命,改善了整个发电机组的性能,降低了施工成本,同时还具有操作简便等特点,是一种具有推广价值的新技术。
为实现上述目的,所采用的技术解决方案是采用大坡口焊缝焊接,对焊接的坡口进行后处理,以达到焊接后焊缝表面质量的要求。
(一)焊接坡口需采用机械加工或热切割,若是热切割坡口,需对坡口进行打磨直至露出金属光泽;坡口表面应保持平整,不得有裂纹、分层、夹杂等缺陷。
(二)坡口表面及两侧(以离坡口边缘的距离计气体保护焊20mm)需将水、油污、铁锈、积渣和其它有害杂质清楚干净。
(三)坡口露天放置产生铁锈时,在焊接操作开始前需进行打磨,直至露出金属光泽。
(四)坡口加工公差要求为:坡口角度公差为:,钝边高度公差为:p±1;坡口深度公差为:s±2;对接间隙公差为:b±2。
为了满足对焊缝表面质量的要求,同时对焊接过程进行了严格控制。
1.预热:碳钢焊接前预热温度要根据母材的厚度和结构确定。当母材板厚小于30mm时,焊接前预热温度大于等于10℃;当母材板厚大于等于30mm,小于等于50mm时,焊接前预热温度大于等于100℃;当母材板厚大于50mm时,焊接前预热温度大于等于150℃。
预热的宽度(测量从焊缝中心至两侧)应大于等于母材的厚度。
2.层间温度:碳钢焊接时的层间温度不得超过250℃。
3.外观检查:焊接时每一层焊缝均须经过外观检查,如有超标缺陷须用砂轮磨掉,修磨后需进行液体渗透检查,直到确认缺陷已清除。
由于本发明采用大坡口焊接技术,满足了焊接后对焊缝表面质量的要求,从而保证了所制轴承箱的精度,延长了轴承的使用寿命,改善了整个发电机组的性能,降低了施工成本,同时还具有操作简便等特点,是一种具有推广价值的新技术。
为保证焊接的技术要求,对焊接环境也提出了相关要求:焊接环境出现下列任一情况时,须采取有效防止措施,否则禁止施焊。
(1)风速:气体保护焊时大于2m/s。
(2)相对湿度大于90%。
(3)雨雪环境。
(4)焊接温度低于-20℃。
当焊接温度为0~-20℃时,应在始焊处100mm范围内预热到15℃以上。