
石油化工罐区自动控制系统和生产管理系统
2016-04-27 07:32张华莎
石油化工自动化 2016年1期
张华莎
(中国石化工程建设有限公司,北京100101)
石油化工罐区自动控制系统和生产管理系统
张华莎
(中国石化工程建设有限公司,北京100101)
摘要:介绍了石油化工储运罐区自动控制系统的基本结构和功能,从工程设计角度讨论了罐区特有的设计内容和设计方法,库存量统计和信息管理是罐区特有的内容,从工程设计上考虑,罐区应配备相应的自动化仪表和储罐数据管理设备以实现罐容计算,提高罐区的控制和管理水平。特别介绍了储罐液位仪表和电动控制阀的通信连接方案及通信设备配置的注意事项,并给出了仪表接线的示例。阐述了罐区生产管理系统的结构、功能、各组成部分间的信号关系,列举了该系统应配备的基本硬件、软件,结合实际的罐区生产作业介绍了各软件的功能,提出了罐区自动控制系统和生产管理系统应遵循配置合理、功能齐全、层次清晰、管控兼顾的设计概念。
关键词:石油化工罐区罐区自动控制系统储罐信号通信单元电动阀通信单元储罐数据管理单元罐区生产管理系统
Automatic Control System and Production Management System for Petrochemical Tank Farm
Zhang Huasha
(Sinopec Engineering Inc., Beijing, 100101, China)
Abstracts: The basic structure and functions of automatic control system of storage and transportation tank farm for petrochemical industry are described. The specified design content and method for tank farm are discussed from the point of engineering design. Inventory statistic and information management are specific issues for tank farm. Suitable automatic instruments and tank data management devices should be equipped to realize calculation of tank capacity to improve control and management for tank farm from the view of engineering design. The communication connection schemes for storage tank liquid level instruments and motor control valves and precautions for communication device configuration are specially introduced, and detail examples of instruments wiring are illustrated. The structure, functions and signals relationship among each constituent part of the production management system for tank farm are expounded. The basic hardware and software equipped for system are listed. The function of each individual software is introduced with combination of actual production operation. The design concepts of following reasonable configuration, multiple functions, distinctive nuance, consideration of control and management for automatic control system and production management system for tank farm are proposed.
Key words:petrochemical tank farm; tank farm automatic control system; storage tank signal communication unit; motor valve communication unit; tank data management unit; tank farm production management system
近年来国内新建的石油化工厂储运罐区的自动化水平已经不仅局限于采用仪表测量加分散型控制系统(DCS),有些厂家还配有罐区生产管理系统。将罐区的自动控制系统、生产管理系统与工厂信息管理系统结合起来,卓有成效地提高了储运系统的整体自动化水平和管理水平,实现了控制和管理的系统集成、数据共享、功能集成。这是新建工厂储运系统的运行和管理模式,也是老厂改造的方向。
储运罐区在自控工程设计之初就应对将来的自动控制水平、设备和技术的先进程度、生产运行的管理层次和模式等多方面充分考虑,明确定位。本文针对工程设计的范畴,重点讨论在设计目标明确定位的基础上,如何合理配置自动化测量仪表,建立适用的测量基础,配备以DCS为核心的过程控制系统,在此基础上实施罐区生产管理系统的设计方案和设计方法。
1罐区自动控制系统
1.1罐区自动控制系统发展历程
十几年前,国内炼油工业储运系统的自动化水平较低,自动测量仪表较少,配备的仪表精度不高,罐区过程控制和生产操作多采用小型控制仪或工业控制机。随着近年来的发展,罐区装备了DCS和PLC等通用的控制系统。由于罐区作业过程缓慢,操作与联锁都属于简单控制、两位式控制和批量控制,因而目前罐区自动控制系统主要采用DCS,也有采用SCADA和PLC的,某些小型的、分散的、远距离的罐区也可以采用工业控制计算机运行小型专用软件作为控制系统,自动控制系统的选择应根据历史背景、投资情况和工厂自动化水平等具体情况确定。
罐区自动控制系统与生产装置相比,特别之处是多了一项罐容计算和管理的任务,新建工厂大型罐区的罐容计算和管理通常采用储罐数据管理单元(TMU)和专用软件方式实现,小型罐区或改造项目可以在DCS中通过组态实现。
罐容计算涉及的过程变量包括: 储罐的液位、温度、油水界位、密度等,信号经过计算,结合标定的罐容积表,可以得出储罐的准确存量。计量储罐的雷达液位计、伺服液位计、磁致伸缩液位计等的上述信号可接入专用的TMU进行罐容计算和管理,也可接入DCS等自动控制系统,通过组态实现。由于罐容计算的组态比较麻烦,有一定的工作量,因而有些项目采用分包方式,配备单独的小型专用系统。
1.2罐区过程信号的连接方案
罐区生产操作相对简单,但自动控制系统信号类型混杂,过程检测及控制信号与DCS和SCADA以及PLC的连接也有不同方案和选择,工程实施方法也有特殊考虑,都值得探讨。
1.2.1罐区自动控制系统过程信号连接的典型方案
在工程设计的初始阶段,自动控制系统的整体结构和方案的拟定应合理、完整,设计思路需要清晰明确。图1是结合实际的工程设计总结出的罐区过程信号与自动控制系统连接的典型方案和结构,虽然不是唯一方案,但是具有代表性,能满足大多数罐区自控设计的需求。
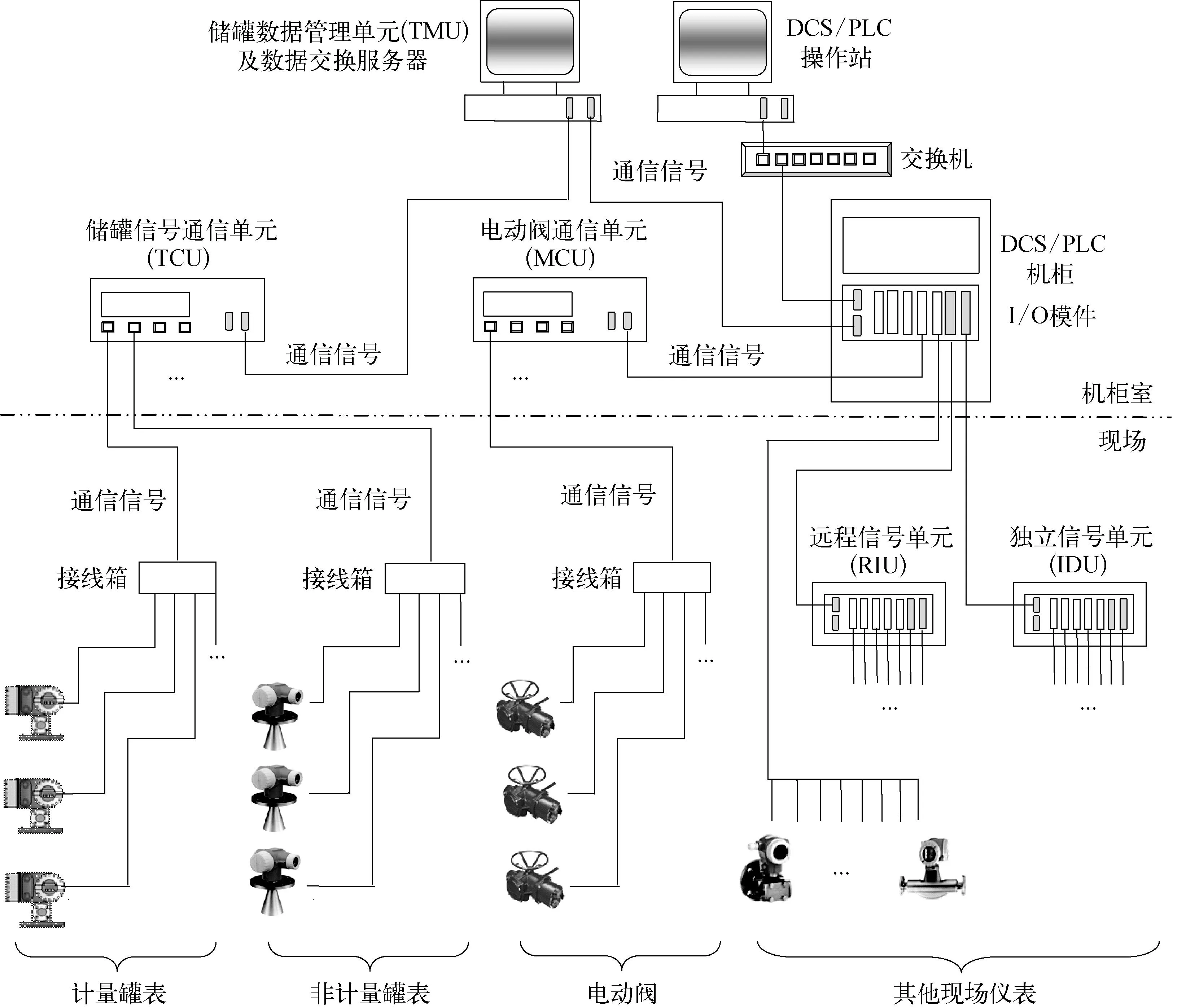
图1 罐区过程信号连接的典型方案和结构示意
图1中的信号分为6类: 储罐液位仪表信号;电动阀信号;直接进入控制系统I/O单元的过程检测信号;经控制系统RIU的过程检测信号;经IDU的过程检测信号;其他通信信号。
1.2.2对罐区过程信号的解释和说明
1) 计量级储罐对信号传输的精度要求较高,模拟信号达不到相应的精度,所以液位信号必须采用通信信号,多点温度、油水界位、密度等信号也应直接接入液位仪表转换成通信信号,通过TCU接入TMU或罐区自动控制系统。
非计量级储罐不进行贸易交接,但通常也需要罐容计算和库存管理,所以液位仪表需要采用通信信号,通过TCU接入TMU或罐区自动控制系统;对于仅需要液位测量,而不做罐容计算和库存管理的场合,也可采用常规信号,接入罐区自动控制系统。
2) 电动阀控制及状态信号宜采用通信信号,通过MCU接入罐区自动控制系统,也可采用常规信号,接入罐区自动控制系统。
3) 传输距离较近的常规仪表信号,直接接入自动控制系统的I/O模件。
4) 传输距离较远的常规仪表信号,通过自动控制系统的远程信号单元接入。
5) 特殊需要的场合,常规仪表信号也可通过IDU接入自动控制系统。IDU不是DCS等常规控制系统的设备,有的供货商称之为RTU,是一种通用型非标准小型现场信号单元,可配置各种信号I/O模件,将常规信号转换成通信信号,接入DCS,SCADA,PLC或工业控制计算机,用于小型非标准包设备。
6) 其他通信信号是指上述5类信号以外的通信信号,例如: TMU与DCS之间的通信信号、系统内部OPC通信方式的信号等。
1.3储罐液位仪表的信号连接
储罐液位仪表分两类,一类是储罐常用的测距法,如: 雷达液位计、伺服液位计、磁致伸缩液位计等,多兼有平均温度、油水界位、密度等辅助变量的测量和计算功能,这类仪表通常都有通信信号和常规信号两种信号方式,为保持测量信号传输精度,需要采用通信信号;另一类是其他测量方法,如静压法,只有常规信号。文中讨论采用通信信号的储罐液位仪表的信号连接方案和技术要求。
1.3.1储罐信号通信单元
大型罐区和信号传输距离较远的情况,雷达液位计、伺服液位计、磁致伸缩液位计采用通信信号,配备与上述液位仪表配套的TCU是较好的、应用较多的通信方案。TCU一端连接这些液位仪表的通信端,另一端采用网络通信方式连接到控制系统,兼容多种工业标准的通信,如: Modbus-RTU,Profibus-DP,TCP/IP等。具备标准通信接口和通用通信协议的液位连续仪表,也可以直接与控制系统通信。
由于生产厂商、仪表种类、信号配置的不同,雷达液位计、伺服液位计、磁致伸缩液位计的通信变送单元有的设在液位仪表本体上,有的设在罐旁指示仪表上,有的需要另配通信单元,因而液位仪表通信线路的具体出线位置应根据选用的仪表确定。有些液位计可以配用多种信号接口和通信协议,有的只能配用专用的信号接口和通信协议。通信信号的优点显而易见,信号可靠、数据承载量大、传输距离远、节省电缆,但为了降低线路意外损坏的风险,设计中需要注意: 1条通信线路上不宜挂接过多的设备。
工程设计中TCU的配置应考虑以下几点:
1) 通信单元与控制系统的通信应采用冗余配置,应至少兼容Modbus-RTU,Profibus-DP,TCP/IP通信方式。
2) 按照罐区的分布、运行管理归属关系以及液位仪表的数量规划设置通信单元。
3) 每套通信单元配置的通信通道不大于4个,每个通道连接的仪表数量不大于8台,同时通信单元连接仪表的总数量不要超过通信单元能力的70%。从通信安全考虑,实际工程中应限制储罐信号通信单元的通信负荷及连接仪表的数量,这3个条件应同时满足。
1.3.2储罐信号通信单元的信号连接方案
1) 雷达液位计、伺服液位计、磁致伸缩液位计与配套的TCU的连接路径可根据情况选择环型、树型、混合型等。通信信号电路连接方式为串行通信,电路接线为并联。冗余的TCU双线环路接连原理如图2所示。

图2 冗余的TCU双线环路接连原理示意
2) 在罐区适当位置设置现场接线箱,将附近同一通信线路上的液位仪表接线汇集到接线箱,在接线箱中并联接线,再将通信电缆接到TCU,接线箱的接线方式如图3所示。
3) 当多组储罐液位仪表共用1套TCU并且距离较远时,为便于路径安排和线路敷设,可增设二级接线箱,各组液位仪表的信号电缆分别接入一级接线箱和二级接线箱;一级接线箱的电缆经二级接线箱,再接到TCU。接线箱之间、二级接线箱与TCU之间应采用双路电缆。二级接线箱的接线方式示例如图4所示。
4) TCU安装在机柜室,特殊需要时也可安装在适合现场环境的现场机柜内。

图3 接线箱的接线方式示意

图4 二级接线箱的接线方式示意
1.4电动阀的信号连接
电动阀通常都有通信信号和常规信号两种信号方式,由于电动阀的信号较多,采用常规信号需要很多根电缆,不仅投资成本较高,接线和敷设工作量也很大,因而罐区电动阀常采用通信信号。有的设计曾在采用通信信号的同时,每个电动阀还单独配1条线路接到ESD信号端子,目的是当通信信号故障时,可以通过ESD信号实现对阀门的故障位置控制。该做法实际意义不大,因为电动阀的信号处理电路板是同1个,如果这块电路板坏了,什么信号都不会起作用。即使通信线路断了,单独配的电路还能正常工作,这种事件的概率需要研究。通信线路和设备通常都是冗余配置的,而且通信故障是有诊断报警的,只要及时处理即可。某罐区的电动阀这样配置信号线路,运行十几年也未有发现过一次“因通信线路故障,启用ESD信号实现对阀门的故障位置控制”的情况。
1.4.1电动阀通信单元
当今通信信号的技术成熟和可靠性已经毋庸置疑,罐区的电动阀多采用通信信号,配备与电动阀配套的MCU。MCU一端连接电动阀的通信,另一端采用网络通信方式连接到控制系统,兼容多种工业标准的网络通信,如: Modbus-RTU,Profibus-DP,TCP/IP等。具备标准通信接口和通用通信协议的电动阀,也可以直接与控制系统通信。不同生产厂商、不同型号的电动阀,有的可以配用多种信号接口和通信协议,有的只能配用专用的信号接口和通信协议。为了降低线路意外损坏的风险,设计中需要注意: 1条电动阀通信线路上不宜挂接过多的设备。
工程设计中MCU配置时的注意事项中,除了每套通信单元配置的通信通道不大于4个,每个通道连接的电动阀数量不大于15台外,其他与TCU基本一致,此处不再赘述。
1.4.2电动阀通信单元的信号连接方案
MCU的信号连接方案与连接方式与TCU基本一致,参照图2~图4所示。
2罐区库存数据的统计和管理
库存量统计和信息管理是罐区特有的内容,早期的罐区测量仪表和自动化水平都比较落后,有些液位、温度、密度等参与罐容计算的变量都采用手工测量,罐容计算较粗略,更没有库存量的统计和罐区运行的管理。近年来新建石油化工厂大型罐区从工程设计上就要考虑从根本上改变这种局面,全部采用自动化仪表测量,采用TMU和专用软件方式实现罐容计算,并与罐区自动控制系统和罐区生产管理系统相结合,提高全厂罐区的控制和管理水平。
2.1系统的基本结构
罐区库存统计和管理系统的基本结构如图5所示。
2.2系统的功能
库存统计和信息管理系统具备下列功能:
1) 输入现场的液位、温度、压力、静压、密度、水位等储罐过程数据,按照管理需要进行计算、统计等数据处理。
2) 提供储罐参数基础数据管理及维护功能。储罐参数基础数据包括: 罐类型、罐标识、组分、计算方法、罐的高低限、操作高低限、罐底非罐容区、温度和压力高低限、液位报警及联锁值、静压力修正值、热膨胀系数等。储罐参数维护包括: 罐容积表、标准密度转换表、体积修正系数转换表、储罐计量算法等。
3) 根据储罐过程检测数据,结合罐容积表、石油计量表、化验室采样分析等相关数据,计算各储罐、各品种的库存量,综合统计出全罐区的总库存量。
4) 建立全厂油品储运的进出、库存、运输数据库,适应计划调度和统计查询的需要。
5) 支持电子表格数据交换,按用户定义将数据库的实时和历史数据生成报表、报告等。
6) 在控制系统操作站或管理单元服务器上提供人机操作界面,监测储罐的操作,显示静态、动态和历史数据。
7) 具备与罐区生产管理系统中其他部分的硬件、软件功能接口,如: 输送订单管理、输送自动化、油品调和优化及管理、化验室分析等。大型罐区、多个罐区的工厂,应设计和配备TMU和专用商业软件构成的罐区库存统计和信息管理系统,并采用通信方式与DCS连接。
3罐区生产管理系统
为适应现代化石油化工工厂的管理水平,合理地设计TMES是自控工程设计应考虑的内容。TMES是生产管理系统(MES)的一部分,是罐区生产运行自动化及管理系统的简称。TMES运行在自动控制系统的基础上,集成和利用了自动控制系统的过程控制和检测数据,处理成需要的信息,并向MES提供综合查询、统计、报表和信息管理功能。另一个作用是将来自MES的生产计划和运行方案处理成TMES和罐区生产运行自动化的指令,实现罐区的生产运行和安全监控。

图5 罐区库存统计和管理系统的基本结构示意
3.1罐区生产管理系统的基本功能
TMES宜配备专用商品化软件,以适应罐区库存管理、油品输送订单管理、油品输送自动化、油品调和等生产业务对生产管理自动化的需要。TMES的基本功能如下:
1) 罐区油品收发、输送、计量、存量统计。
2) 全厂罐区统一的综合信息集成,显示记录、数据处理及统计报表。
3) 各管理部门对罐区的设备管理、库存管理、产品输送、汽车装车、火车装车、绩效考核等各项管理调度操作。
4) 连接工厂管理网和过程控制网,进行双向数据交换,实现数据共享。
5) 支持实时数据库、历史数据库、工厂数据库,为生产计划、调度管理建立相关数据库。
3.2罐区自动控制系统及生产管理系统的结构
罐区自动控制系统及TMES的基本结构如图6所示。
完整的罐区自动控制系统及TMES由四个层次构成: 现场仪表、罐区自动控制系统、TMES和工厂信息管理系统,由此构成了完整的储运自动化及管理系统。图6中各层次的基本功能:
1) 罐区现场仪表。生产现场安装的各种检测仪表和监控设备。
2) 罐区自动控制系统。采用DCS,PLC,SCADA实现罐区生产运行的过程控制、信号检测、安全联锁、数据处理、人机接口、数据服务和安全监控等功能。
3) TMES。建立在罐区自动控制系统平台上,在相应的服务器上运行专用管理功能的软件。
4) 罐区生产计划及调度。下达生产调度和管理指令,具备物料平衡、查询、统计、报表等综合管理功能。
5) 工厂信息管理系统。即企业资源计划系统(ERP),是企业或工厂计划、调度、管理的最高层。
3.3罐区生产管理系统专用软件
TMES专用软件包含多个功能软件,例如: TIS,OMM,MAS,BOSS等。不同软件制造商的软件用途和功能有所不同,但多数功能是相似的。

图6 罐区自动控制系统及TMES基本结构示意
3.3.1罐存信息系统
罐存信息软件主要任务是接收储罐的测量数据和油品性质分析数据,根据相应计量标准进行罐存量计算,并具备与过程控制系统和其他软件的数据接口和报表功能。
TIS涉及的主要信息有罐存量、液位、温度、油品的性质数据、报警状态、设定值、收油或发油作业状态等。单个储罐涉及的数据有罐容积表、罐空量、含水量、密度、最大和最小操作体积、收油或发油速度、联锁及报警值、作业时间等。
3.3.2油品输送订单管理系统
油品输送订单管理软件的任务是对油品输送过程进行统一管理,根据指令允许启动操作、跟踪、记录作业全过程信息,防止非计划操作。油品收发订单或输送作业应确定每个输送任务的油品来源和目的地、品种、标号、数量、操作人员、有效时间等。
3.3.3油品输送自动化系统
油品输送自动化软件的任务是将收油、发油、倒罐等作业订单转化为设备操作指令,传递到现场设备,在控制系统中操作。要求输送路线具备自动化条件,输送过程设置自动化仪表监控及联锁,因而需要在控制系统中配合相关的设备组态。如: 电动阀的开和关、输送路径的检查、调节阀的调节、泵的启停和联锁、流量累积的启动和复位、现场每台设备和工艺管线的运行状态等操作和提示。油品输送自动化软件一般具备如下功能:
1) 接受操作任务或调度指令。
2) 根据油品输送任务自动检查判断输入、输出的合法性。
3) 全程监视、跟踪、记录输送操作及订单完成情况。
4) 统计输送数据、罐存量数据,为全厂物料平衡提供罐区的综合统计数据。
5) 条件检查判断功能和多路径选择功能。工厂储运罐区不同于商业油库,通常工程设计时就是按照固定来源、固定油品、固定目的地、固定管道输送路径设计。生产计划部门订单下达的油品输送任务,输送路径是既定的,通常没有多项选择的必要,因而管道输送过程中多路径自动选择没有太大意义,而条件检查判断有实用意义。
3.3.4油品调和及优化管理系统
油品调和及优化管理软件的运行与罐区其他功能子系统有不可分割的交叉关系,所以应具备与其他系统的数据接口,包括: TIS,化验室油品分析数据,计划调度,油品调和控制器,自动控制系统的接口等。商品化的油品调和及优化管理软件包用于在线自动调和效益最明显,具备如下功能:
1) 多组分、多品种油品调和优化功能。
2) 多限制条件、多质量权重控制与优化功能。
3) 与调和控制器结合,具备多回路的流量控制功能,在控制系统的控制器中运行。
4) 多种油品调和方案及优化。
5) 调和方案自适应。
6) 罐存油品接续调和的质量补偿功能。
油品调和可分为油品储罐调和、油品管道比例调和、油品在线自动调和等。其中油品在线自动调和最复杂,是基于在线质量测量的具有预测功能的前馈及反馈控制系统,包含多种约束指标,如: 组分油成本、产品质量、调和成本、组分油流量比限制条件、产品质量过剩最小化、经济效益最优化等,是具有多输入、多输出、复杂模型和算法的多变量控制系统。
油品在线自动调和根据调和订单将各组分油通过一个共用的调和头完成调和。各组分油及产品均设有流量控制回路,采用在线油品质量分析仪实时检测分析质量数据,根据最终产品当前质量偏差和约束条件随时修正调和算法及操作,最终的产品质量由油品质量分析确定,属于闭环控制,产品质量指标精确。
在线自动调和配备自动化仪表监控及联锁,主要测量仪表和控制包括: 各组分油及添加剂流量控制,各组分油及调和油的性质检测,采用在线油品质量分析仪,在罐区自动控制系统中执行。
4结束语
石油化工储运罐区自控设计应考虑罐区不同种类的仪表信号与控制系统之间的信号连接方案,出于对测量和信号传输精度的考虑,计量储罐的雷达液位计、伺服液位计、磁致伸缩液位计等储罐液位连续仪表应采用通信信号,为减少电缆数量并减少敷设工作量,罐区的电动阀宜采用通信信号,采用TCU和MCU进行通信信号连接的实际工程设计方法行之有效。
罐区自动控制系统的控制和检测比生产装置简单,但是多了一项罐容计算和管理的任务。罐区的罐容计算和管理通常采用TMU和专用软件方式实现。罐容计算根据测量仪表检测到的储罐的液位、温度、油水界位、密度等过程变量信号,结合标定的罐容积表,可以计算得出储罐的准确存量。
TMES是MES的一部分,集成和利用自动控制系统的过程控制和检测数据,处理成TMES和工厂信息管理系统需要的信息,提供综合信息管理功能,并将工厂信息管理系统的生产计划和运行方案处理成TMES和罐区生产运行自动化的指令,实现罐区的生产运行。
罐区工程设计之初就应明确定位储运系统和罐区需要的自动控制水平和生产管理水平,整体规划、合理构建储运罐区的自动控制和生产管理系统的结构和配置。了解罐区生产操作的特点和需求,了解罐区自动化和管理系统各软件包的用途和功能,有针对性地设计选用。合理的工程设计才是提高储运罐区自动控制水平和生产管理水平的坚实基础。
参考文献:
[1]张华莎.石油化工油品储罐计量与测量仪表设计方案[J].石油化工自动化,2015,51(05): 1-7.
[2]张华莎.石油化工油品储罐自动化仪表及工程设计[J].石油化工自动化,2015,51(06): 6-13.
中图分类号:TP273
文献标志码:B
文章编号:1007-7324(2016)01-0007-08
作者简介:张华莎(1955—),女,吉林长春人,1982年毕业于抚顺石油学院自动化系过程控制专业,获工学学士学位,现工作于中国石化工程建设有限公司,任教授级高级工程师。
稿件收到日期: 2015-12-10。
猜你喜欢
科技研究·理论版(2021年22期)2021-04-18
探索科学(学术版)(2019年5期)2020-01-18
中国特种设备安全(2019年9期)2019-12-03
传感器与微系统(2018年7期)2018-08-29
石油化工建设(2018年1期)2018-07-10
山西建筑(2018年22期)2018-03-22
计算机测量与控制(2017年6期)2017-07-01
石油化工建设(2016年4期)2016-02-27
电测与仪表(2014年1期)2014-04-04
自动化博览(2014年10期)2014-02-28
