柴油机厂房工艺系统施工管理
2016-04-26 11:52邢琎娟
科技视界 2016年10期
邢琎娟
【摘 要】本位围绕柴油机厂房工艺系统施工管理进行探讨,对柴油机厂房工艺系统施工中的进度、质量、安全管理进行总结,针对现场施工过程中的重点和难点进行阐述,提出了优化的施工逻辑顺序。本文为柴油机厂房工艺系统的施工提供了借鉴。
【关键词】柴油机;管理;系统
0 前言
秦山二期扩建工程的应急柴油发电机组主要设备及工艺系统设计由德国MTU公司负责,相应的图纸问题、接口问题、施工顺序等问题等突出,本文将以3#机组应急柴油发电机组其中一列为例阐述秦二扩应急柴油发电机组艺系统现场施工管理。
1 柴油机厂房工艺系统概况
秦山二期扩建工程的每个核电机组设置两台应急柴油发电机组, 它们构成了核电厂内中压应急交流电源LHP和LHQ,分别为带有应急厂用设备的6.6kV应急母线LHA和LHB供电。
柴油机厂房内布置有应急柴油发电机组及机组启动所支持的相关辅助系统,下文将对柴油机工艺系统进行简介。
1.1 燃油系统
每列应急柴油发电机组配备自己独立的燃油系统。当应急柴油发电机组运行时,燃油输送泵从主贮油罐连续向应急柴油发电机组日用油罐供油,日用油罐的燃油经初级过滤,二级过滤后注入应急柴油发电机组汽缸内,使其与空气混合形成可燃混合气并自行燃烧。
1.2 润滑油系统
每列应急柴油发电机组配备自己独立的润滑油系统。润滑油系统为应急柴油发电机组所有运动和旋转部件提供具有一定压力、适宜温度的清洁润滑油。
1.3 空气启动系统
每列应急柴油发电机组配备两个独立的空气起动系统。在应急柴油发电机组备用期间,要保证压缩空气罐的压力在4MPa,使之足以保证无须补充即可连续启动柴油机5次。
1.4 进排气系统
每列应急柴油发电机组配备有一个独立的进排气系统。空气经过空气过滤器,由多级涡轮增压器增压后进入汽缸。
1.5 高低温冷却水系统
每列应急柴油发电机组配备有其独立的高低温冷却水系统。高低温冷却水系统包括两个独立的冷却环路:应急柴油发电机组冷却环路和进气冷却环路。
2 柴油机厂房工艺系统施工进度协调组织管理
2.1 节点目标的确立
根据秦山二期扩建工程3#机组总体进度安排,在确定了主变零起升压和带负荷校验方案后,决定将两台应急柴油发电机组的安装调试及试验等相关工作在倒送电节点前完成。
在500kV倒送电专项计划确定应急柴油发电机组投用的节点目标后,现场立即组织根据节点目标展开施工进度计划编制工作并着手施工。根据工程量评估,在无现场施工制约因素的前提下,施工工期3个月左右,考虑到扩建工程应急柴油发电机组为新机型,系统调试及实验验证约2个月。
2.2 现场施工接口管理
2.2.1 与厂家、设计院的接口管理
应急柴油发电机组辅助工艺系统管道由MTU负责设计、中国核电工程公司负责转化。为加快问题处理,应建立便捷的沟通平台并明确责任。
2.2.2 与调试接口管理
扩建工程应急柴油发电机组采用了全新的PLC控制系统,调试时间延长。为确保节点目标的完成,调试进行提前介入,并且综合考虑现场施工及调试逻辑顺序将应急柴油发电机组启动涉及的五大辅助系统逐个移交调试部门调试,极大的缩短了系统绝对调试时间,安装与调试几乎同步完成,为节点目标的最终实现节约了宝贵时间。
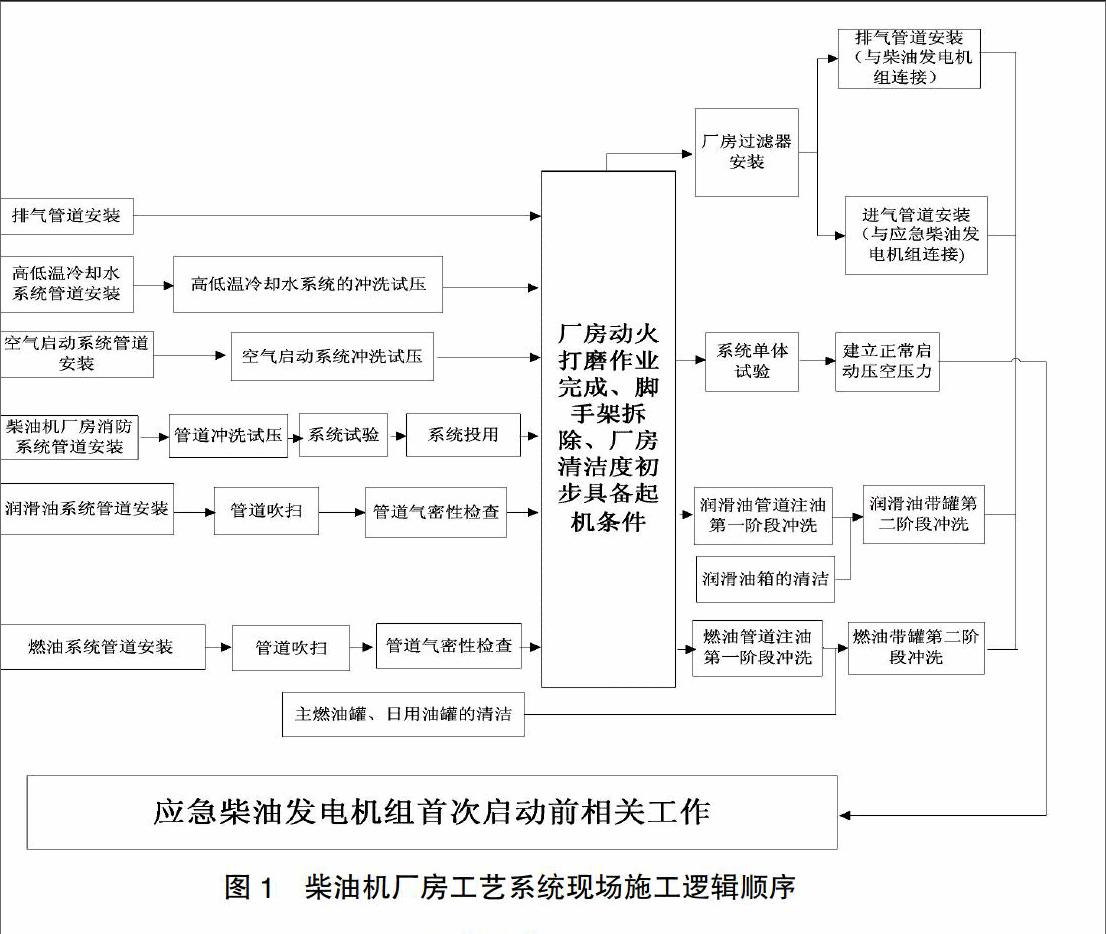
2.3 柴油机厂房工艺系统现场施工逻辑顺序优化
为加快施工进度,制定合理的施工逻辑顺序至关重要。我们在考虑现场施工逻辑时,结合油管道冲洗后厂房不建议动火作业的要求及油管道冲洗的先决条件,将厂房区域动火作业结束和厂房清洁区域建立作为现场施工的阶段性节点。图1为现场制定的施工逻辑图。
2.4 工艺系统施工材料管理
柴油机厂房的材料供货分交为:MTU提供主要设备及设备接口连接件、阀门、膨胀节、部分法兰及紧固件、支架管卡等,业主提供日用油罐、润滑油罐、主燃油罐以及相关管道等大宗材料,废气管道及管件、所有支架等非核级材料由施工单位采购。
3 柴油机厂房工艺系统施工质量控制管理
下文将结合案例对柴油机厂房工艺系统施工中质量控制的重点和难点进行分析总结。
3.1 油管道内壁磷化处理问题
秦山核电二期扩建工程和1、2#机组应急柴油发电机组均使用了碳钢管道作为燃油和润滑油管道的传输系统,为确保油系统清洁度,中国核电工程公司的技术规格书中明确指出:针对LHP/LHQ润滑油和燃油系统的特殊情况,应先用磷酸盐溶液冲洗,然后用压缩空气吹干。
秦山二期1、2#机组在油管道预制时采用了将碳钢管道磷化处理的方式。实践证明:采用磷化处理工艺未出现因管道防腐失效造成的系统不可用且腐蚀剥落异物造成设备损坏的后果,但油管道冲洗周期长达3个月之久,且经济费用也较高。通过比较扩建(下转第255页)(上接第251页)工程柴油机厂房油管道与1、2#机组设计差异并进行可实施性分析,确定了扩建工程在现场施工时不采用油管道磷化工艺处理方式。
3.1.1 扩建工程与1、2号机组柴油机厂房油系统施工量设计差异比较
秦山二期1、2#机组机型、厂房布置及管道设计均有较大区别。从上表可以明显看出,1、2#机组油管道施工量远大于3、4#号机组,施工量增大意味着施工周期延长、施工难度加大,管道腐蚀现象会加重。
3.1.2 现场施工可实施性分析
扩建工程3、4#机组油管道施工量小,从管道预制到冲洗试压间隔时间相对较短,即:油管道预制周期约1个月,从安装至冲洗最短周期1.5个月。施工也具有连续性,从管道预制施工至应急柴油发电机组启动时间间隔时间较短,碳钢管道内壁也不会因此锈蚀严重。
综合上述情况,各方一致认为:油管道安装完毕后通过冲洗可以清除大部分浮锈,随后尽快进油可以在内表面形成保护膜阻止了管道腐蚀,而磷化处理工艺主要是针对施工周期长易锈蚀严重的管道,因此,柴油机厂房油管道按照一般的碳钢管道进行预制即可。
3.1.3 结果分析与总结
扩建工程3、4#机组油管道预制在未采取磷化处理的情况下都取得了较好的冲洗结果,润滑油及燃油系统管道冲洗均在一周内经过化验合格。经过实践检验,该机型应急柴油发电机组油管道预制无需采取特殊磷化处理工艺,这大大节省了施工工期、成本。
4 柴油机厂房工艺系统施工安全管理
柴油燃点较低,因此,柴油机厂房施工的安全管理尤为重要。为防止燃油管道循环冲洗时温度过高,尤其是在炎热的夏季进行的施工作业需要有降温措施。系统进油后,厂房需具备消防系统、火灾报警等系统投入使用的条件。
5 结束语
秦山二期扩建工程柴油机厂房现场施工管理通过摸索总结了一些较为可行的施工经验,使柴油机厂房安装施工实现了预定的节点目标,为500kV倒送电的节点的成功实现奠定了基础,也为后续工程提供借鉴。
【参考文献】
[1]核岛冲洗要求0401XSGDSS31[S].北京:核工业第二研究设计院,A版 2008年5月.
[2]Test and commissioning instruction. QEX54100163QOMT44QR1[S].德国:MTU C版 2008年10月.
[3]安装与调试的接口和分工管理程序[Z].E-CMM-203,2008年1月.
[4]柴油机辅助系统试验导则[S].0401XSTPDSS19.北京:核工业第二研究设计院,A版 2008年10月.
[5]王福斌.应急柴油机系统油循环冲洗[Z].秦山核电二期工程安装施工技术.
[责任编辑:汤静]
猜你喜欢
今日农业(2022年15期)2022-09-20
工业设计(2022年8期)2022-09-09
军民两用技术与产品(2021年10期)2021-03-16
装备制造技术(2019年12期)2019-12-25
汽车与新动力(2019年5期)2019-11-07
汽车观察(2019年2期)2019-03-15
家庭影院技术(2017年9期)2017-09-26
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2013年6期)2013-03-11