
推中心和旋转相结合的方法在宁朗水电站镜板水平处理中的应用
2016-04-26 07:14谢建国
四川水力发电 2016年2期
谢 建 国
(宝珠寺水力发电厂, 四川 广元 628003)
推中心和旋转相结合的方法在宁朗水电站镜板水平处理中的应用
谢 建 国
(宝珠寺水力发电厂, 四川 广元628003)
摘要:水轮发电机组故障抢修时往往时间较短,镜板水平变差和轴线偏斜造成水轮机轴摆度大,无法进行整圈盘车。实践证明,镜板背面水平变形大造成测量出的水平值与实际值差别大,往往令处理人员无从下手。采取推中心和旋转法相结合的方法 ,可以精确地判断出镜板工作面的水平度状态,并且解决因水导摆度过大造成转轮擦碰使镜板水平值无法判断的情况。因此,旋转法测量出的数据可以作为镜板水平精调的依据,只要主轴处于自由状态,推中心前后在推力头顶部测量出的相对水平值基本没有变化,故而,在机组抢修时完全可以应用此方法快速找出镜板的真实水平值,为机组检修的下一步提供有力的数据支撑。
关键词:水电站;上导瓦;摆度;旋转法;镜板
1概述
宁朗水电站位于木里县境内,为金沙江中游左岸一级支流水洛河干流水电规划“一库十一级”开发方案中的第九级电站,电站为低闸引水式,安装有三台单机容量为38 MW的混流式水轮发电机组,单机额定引用流量为51.6 m3/s,额定水头81 m,机组于2012年07月27日正式并网发电。
宁朗水电站发电机组为悬吊式全伞式机组,上导轴承和推力轴承共用一个油槽,装于上机架内,上导轴承共有九块均布同心巴氏合金轴瓦,推力瓦为氟塑料瓦,八块均匀布置,采用刚性支柱式推力轴承,推力轴承的绝缘共两层:推力头与镜板之间设置第一层绝缘垫,推力轴承座与基础板之间设置第二层绝缘垫。下导轴承装于下机架,位于转子下方,九块均布同心巴氏合金轴瓦。水导轴承设8块均布同心巴氏合金轴瓦。所有导轴承均为抗重螺栓支撑结构。
2上导瓦温和摆度升高过程
2015年7月至9月初,上导轴承摆度自0.08 mm逐渐升至0.30 mm,上导轴瓦+X方向有两块轴瓦温度明显升高,由40 ℃逐渐上升至55 ℃,接近报警温度60 ℃,并且呈持续上升趋势。下导轴承-X方向有一块轴瓦比其他轴瓦平均温度高10 ℃,但相对稳定。上机架、下机架水平振动、垂直振动未见明显异常,水导轴承瓦温和摆度正常。摆度数据如下表:
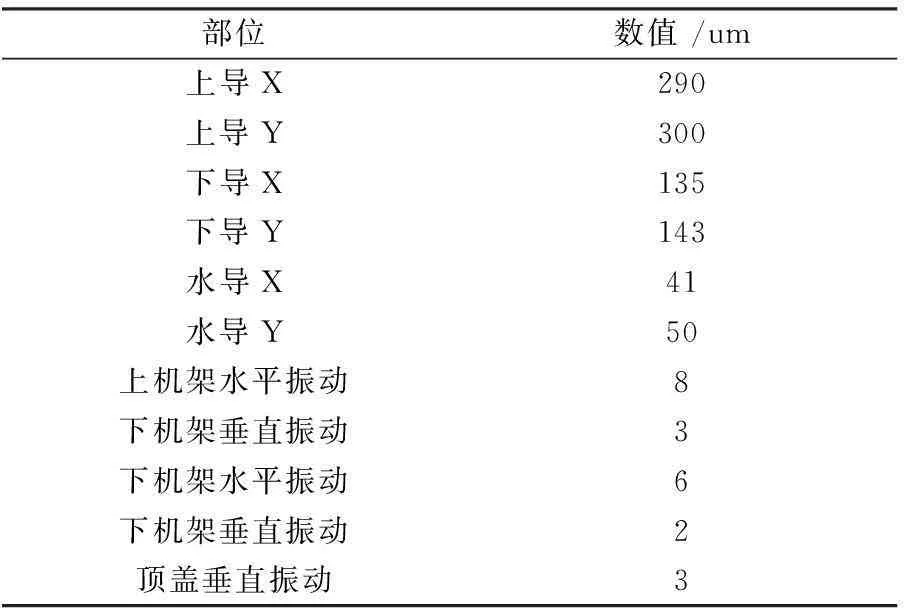
表1 摆度数据表
维护人员停机对上导轴承进行检查,发现上导轴承X方向摆度由安装单位调整的总间隙0.20 mm变成0.60 mm左右,Y方向间隙在0.30 mm左右,维护将X方向瓦隙较大的一侧收小0.15 mm左右,开机检查上导瓦温高且持续上升,摆度0.35 mm,安排停机抢修处理。
3检查处理过程
拆卸发电机端罩、滑环后,在推力头上表面初测水平,Y方向基本水平,X方向水平度为1 mm/m左右,现场检查发电机转子有明显倾斜,与上导瓦温偏高和推力头水平测量方向一致,初步判断镜板水平变差。现场对以下进行检查:
3.1上导轴承
上导瓦面中部均有局部烧伤变硬,以+X方向轴瓦为最,对上导轴瓦表面进行刮削。检查抗重螺栓完好,螺栓工作弧面正常。检查抗重螺栓螺套与轴承体焊缝,有两块瓦点焊有开裂现象,进行补焊合格。
3.2推力轴承
推力轴承座螺栓普遍紧度不够,现场进行紧固合格。推力瓦支柱螺栓锁锭板锁紧正常。推力头与镜板把合M48螺栓共12颗,其中4颗呈无规律分布松动,检查其余螺栓紧度均不够,螺栓虽设有锁片,但无法限制螺栓转动,定位销未见异常。检查过程中发现,在推力瓦支柱螺栓附近拾到四五根半圆形金属条,形似螺纹,但较薄,外观检查支柱螺栓螺栓最上端螺纹仅有轻微变形,判断可能为安装遗留物,未作进一步检查。
3.3上机架及定子
上机架支臂及基础螺栓正常,螺栓点焊无开裂,定子机座螺栓无松动。
3.4镜板水平的处理
由于镜板半径仅比推力头半径大20 mm,框形水平仪无法在镜板背面放稳边缘,且推力头绝缘垫与镜板同径,镜板露出部分有绝缘垫,放置水平仪测量时影响测量精度。于是,在推力头卡环面测得水平面基本合格后进行盘车,人工盘车旋转不到90度时,则水导处明显摩擦,人力无法推动,推轴不自由,放弃盘车,决定将镜板初调合格后再进行盘车。
为准确测量镜板背面水平,现场决定将绝缘垫边缘裁至推力头边缘,处理完成后,组合推力头与镜板,并在镜板背面测量水平,水平度值如下表:
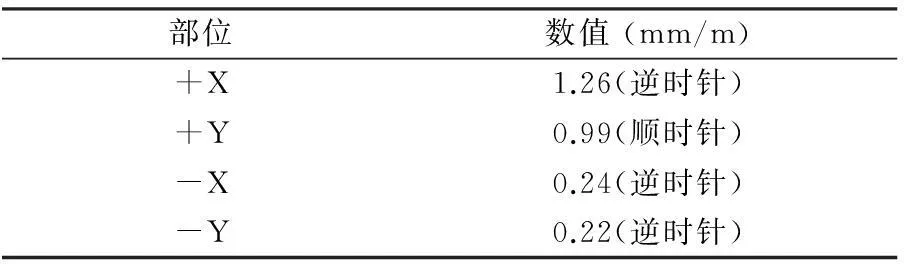
表2 水平度值表
从表中看出,数值严重超过国家标准。考虑到镜板水平已严重超差,决定按规范要求先调镜板静态水平,后调重承重情况下的镜板水平,逐步排除异常因素。将推力头与镜板分解后重新用三块瓦调平,其余推力瓦用百分表监视上升至镜板位置,测量镜板各位置均在0.02 mm/m以内,并且测量出推力瓦支架至镜板工作面的垂直距离。推力头与镜板连接后,落下转子,检查水导轴承自由后复测镜板背面水平如下:
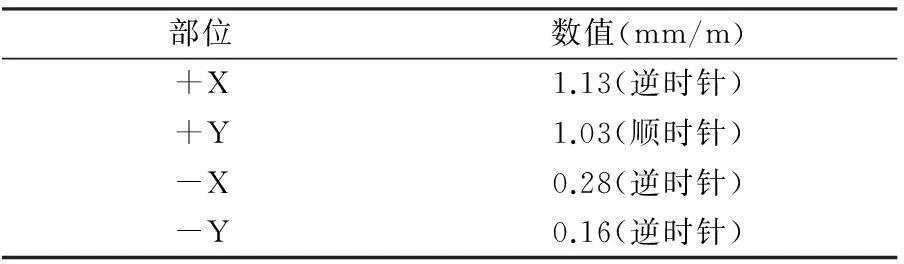
表3 镜板背面水平值
同时,测量镜板工作面与瓦架对应点距离。镜板垂距在承重与非承重下数值偏差如下表:
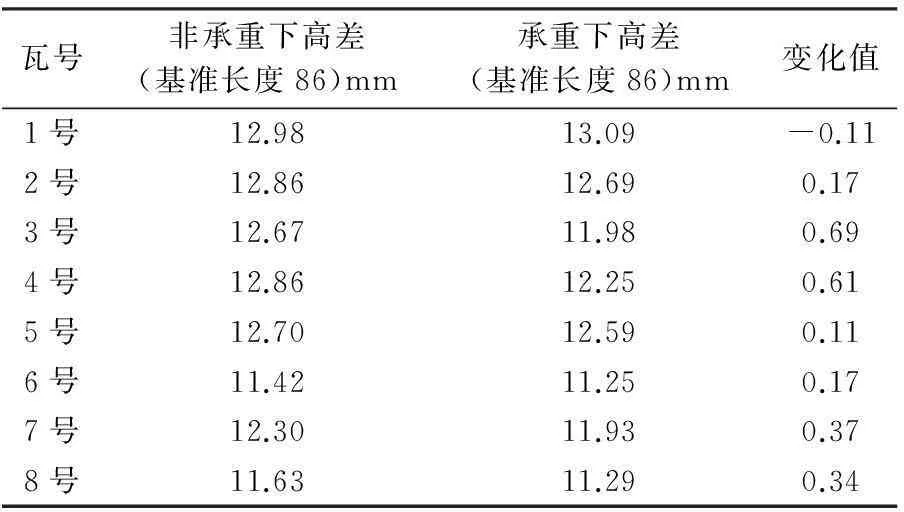
表4 数值偏差表
由表中可以看出,镜板在承重后高差变化较大,初步判断支柱螺栓部位或镜板存在不正常现象,考虑到油槽内出现半圆形金属丝,决定对推力瓦支承部分进行详细检查。
推力轴承检查情况:推力瓦面正常,氟塑料层正常,未见时显异常,但瓦背面与托盘接触部分有明显磨槽,且厚薄不均,证明托盘与瓦面应存在旋转方向的位置变动。拆卸托盘时发现支柱螺栓(项6)与托盘槽大部分已卡死,须用较大的力量才能撬出,而托盘边缘有明显的毛刺,之前在附近发现的金属丝确认为托盘孔边缘挤出所致。支柱螺栓用手旋转灵活,配合间隙基本一致。如图所示
进一步检查托盘(项4)与铬钢垫(项5)全部卡死,铬钢垫表面磨损正常。将铬钢垫取出后打磨托盘槽及表面高点,直至铬钢垫在托盘槽内能灵活转动,配装支柱螺栓与托盘,支柱螺栓旋转时托盘不会蹩转,推力瓦背面进行高点处理合格,全部回装后用扳手扳动支柱螺栓时托盘无相对位移。推力头绝缘垫拆出后检查局部有破损现象,表面分布不均的电蚀黑点,鉴于抢修性质,暂不更换绝缘垫。推力瓦回装后按之前高程重新用三块推力瓦调平镜板,全部推力瓦调平后组合推力头,落下转子后检查镜板背面水平度,与表三基本一致。测量镜板其余位置水平,数据均无规律,查阅
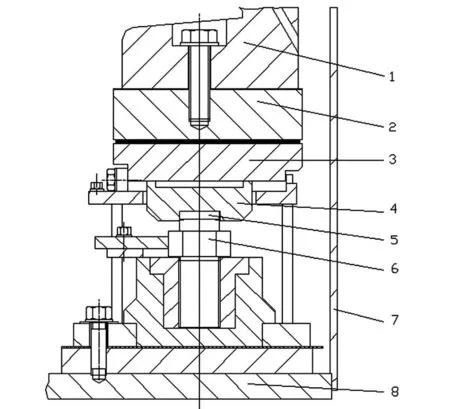
1.推力头;2.镜板;3.推力瓦;4.托盘;5.铬钢垫;6.支柱螺栓;7.挡油圈;8.上机架图1 宁朗水电站推力轴承
相关书籍,怀疑镜板受力后变形严重。为校核镜板变形情况,拆除推力头与镜板螺栓,顶起转子重测镜板背面水平度,数据与静态调整时一致,验证镜板确系变形。
4用旋转法测镜板水平
按照以往机组安装经验,镜板调平后承重情况下水平仅偏差每米几道,现场需盘车来验证镜板旋转水平,抢修期间因时间关系不便将联轴法兰解开,盘车时水平偏差和轴线摆度双重作用可能会造成机组无法实现整圈盘车。如可行能实现机组的整圈盘车呢?
常规方法盘车需将主轴推至转轮中心,再每点停车检验主轴状态,如果在停点过程发现转轮有靠碰,可否将机组平移,并且记录下机组在镜板的平移值,保证机组在每个测量点自由,那么测得的镜板水平就是真实的!同时,也可以找出水导处的最大全摆度和最大点方向!
用推中心和旋转法开始测量水平,重组停一点时水导处推轴,不自由时则推中心,一圈后测量出镜板水平为:
同时测量出水导处最大全摆度1.1 mm,最大点在4、5点之间,按照摆度曲线调整瓦隙原理将4、5盘车点之间间隙按总隙2 mm调整转轮中心,使4、5点间隙偏小至0.4 mm.。并且按旋转法水平计算出最大水平度调整支柱螺栓,再次进行盘车。
本圈盘车正常,旋转一圈均未出现转轮不自由现象,镜板水平读数如下:
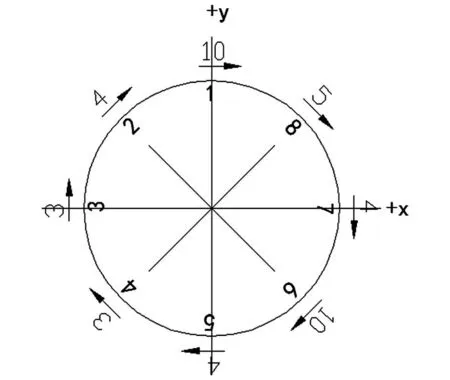
图2 第一次旋转法测得的镜板水平(单位:mm/m)
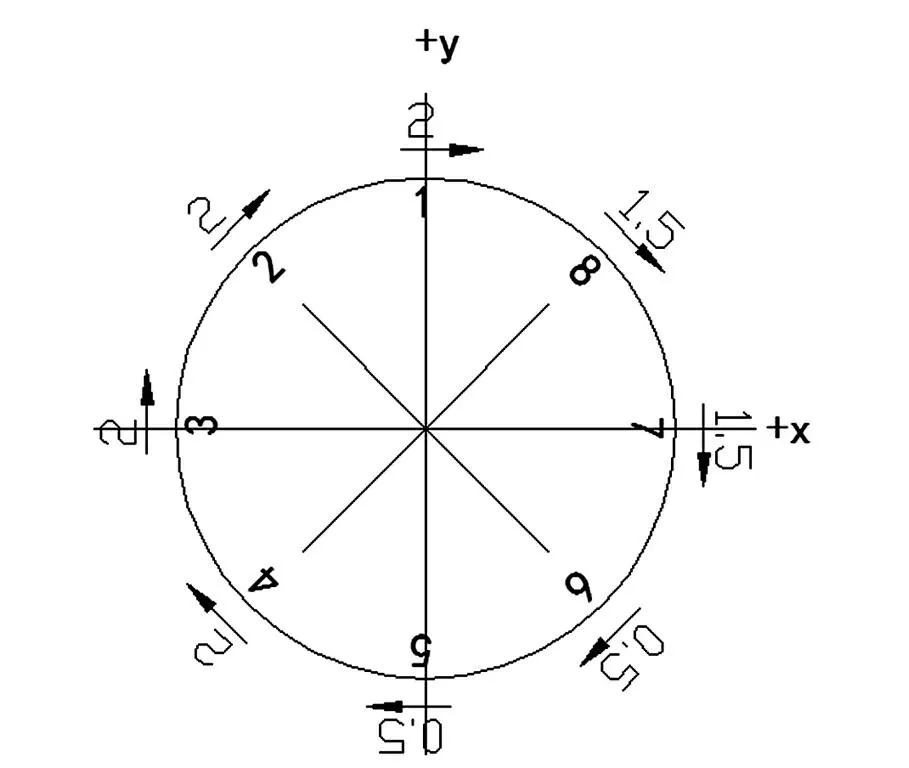
图3 调整后的最终镜板水平
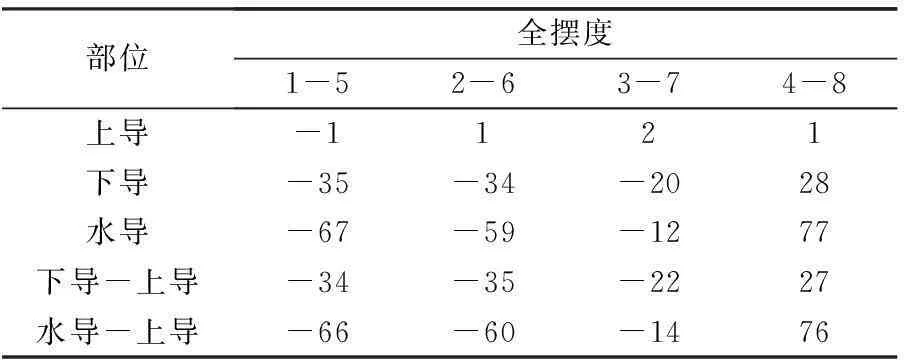
部位全摆度1-52-63-74-8上导-1121下导-35-34-2028水导-67-59-1277下导-上导-34-35-2227水导-上导-66-60-1476
根据净全摆度计算,在推力头与镜板间加垫,最大加垫厚度δ= 水导全摆度×推力头直径2/水导至镜板距离=0.76×1.66/2/8.17=0.07 mm。镜板直径1 660 mm,分8区加垫,按0.01 mm递减。加垫后盘车数据合格,水导最大全摆度0.20 mm。
回装后各轴承瓦隙按摆度曲线调整,开机后瓦温正常,摆度见下表:
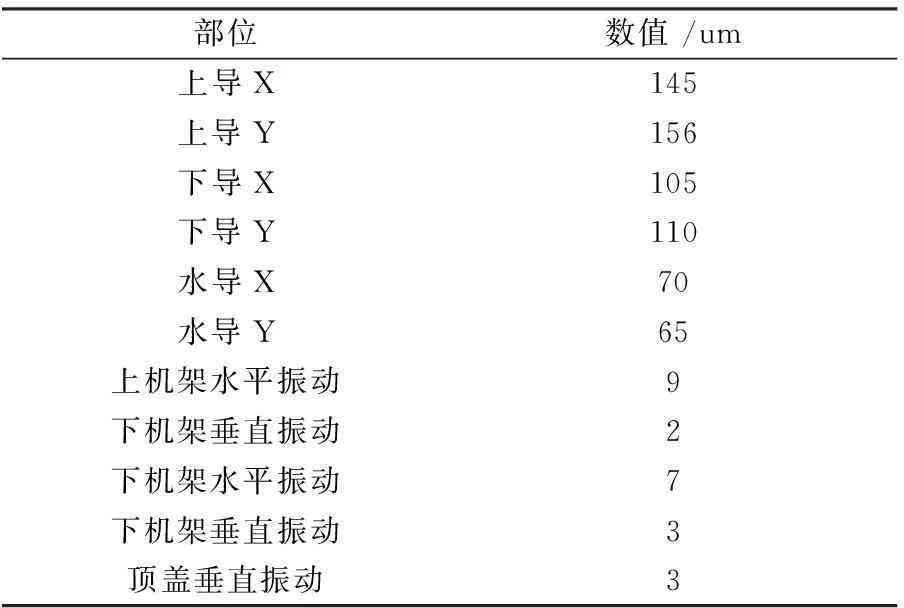
表6 调整后的瓦温表
5结语
机组运行过程突发事故,为了尽快恢复机组正常发电,往往需要采取非常规手段进行镜板水平和轴线的调整。如果机组运行过程中轴线发生变化,可能会造成抢修过程无法盘车。实践证明,镜板背面水平变形大造成测量出的水平值与实际值差别大,往往令处理人员无从下手。采取推中心和旋转法相结合的方法 ,可以精确地判断出镜板工作面的水平度状态,并且解决因水导摆度过大造成转轮擦碰使镜板水平值无法判断的情况。因此,旋转法测量出的数据可以作为镜板水平精调的依据,只要主轴处于自由状态,推中心前后在推力头顶部测量出的相对水平值基本没有变化,故而,在机组抢修时完全可以应用此方法快速找出镜板的真实水平值,为机组检修的下一步提供有力的数据支撑。
(责任编辑:卓政昌)
谢建国(1974-),男,工程师,现于华电四川宝珠寺水力发电厂从事水电厂机械检修、生产技术管理工作.
作者简介:
文章编号:1001-2184(2016)02-0108-04
文献标识码:B
中图分类号:TV7;U464.133+.4
收稿日期:2016-03-02
猜你喜欢
大电机技术(2022年2期)2022-06-05
西北水电(2022年1期)2022-04-16
金桥(2021年8期)2021-08-23
制造技术与机床(2019年10期)2019-10-26
中国新技术新产品(2018年16期)2018-10-31
水利技术监督(2017年6期)2017-12-19
水电与抽水蓄能(2016年6期)2016-01-08
水电站机电技术(2014年6期)2014-09-26
水电站机电技术(2014年5期)2014-09-26
水电站机电技术(2014年1期)2014-09-26
