
爆炸焊接用低爆速粉状乳化炸药研究
2016-04-19 05:18:04曲桂梅夏金民汪宏祥马怀田黄文尧
工程爆破 2016年1期
曲桂梅, 夏金民, 汪宏祥, 马怀田, 黄文尧
(1. 抚顺矿业集团有限责任公司十一厂, 辽宁抚顺 113000; 2. 郑州宇光复合材料有限公司, 郑州 450001;
3. 安徽理工大学 化学工程学院, 安徽淮南 232001)
爆炸焊接用低爆速粉状乳化炸药研究
曲桂梅1, 夏金民2, 汪宏祥3, 马怀田3, 黄文尧3
(1. 抚顺矿业集团有限责任公司十一厂, 辽宁抚顺 113000; 2. 郑州宇光复合材料有限公司, 郑州 450001;
3. 安徽理工大学 化学工程学院, 安徽淮南 232001)
摘要:为降低岩石粉状乳化炸药的爆速,选择了一种HW矿物粉,通过筛混方式将该分散剂与炸药混合,并测定了该分散剂加入量和布药厚度对炸药爆速的影响。结果表明,岩石粉状乳化炸药中掺入44.5%~50%的HW矿物粉时,爆速为1913m/s~2378m/s,经钢与不锈钢板爆炸焊接试验表明,爆炸结合率达100%,可满足金属爆炸焊接用炸药的要求。
关键词:爆炸焊接; 粉状乳化炸药; 矿物粉; 低爆速; 布药厚度; 爆速
1引 言
随着现代工业的快速发展,单一的金属或合金已很难满足化工、石油等工程领域对材料综合性能的要求,采用爆炸焊接技术制成金属复合材料现在得到了广泛应用〔1〕。作为爆炸焊接能源的低爆速炸药是影响复合材料性能的关健因素之一。
目前,国内外爆炸焊接用炸药主要是在膨化硝铵炸药、粉状改性铵油炸药中掺入食盐、滑石粉、膨胀珍珠岩等分散剂来制得低爆速爆炸焊接炸药〔2-6〕。炸药中掺入食盐使炸药易吸湿而结块,掺入滑石粉和膨胀珍珠岩使炸药现场混药时粉尘大,严重影响工人的健康。采用乳胶基质与泡沫塑料和碳酸盐类矿物粉混合制得一种性能优良的低爆速爆炸焊接乳化炸药〔7〕,但生产成本高。而粉状乳化炸药是将高温的乳胶基质通过喷雾造粒,冷风造型制得的。炸药颗粒均匀,流散性好,但爆速高,不能满足金属爆炸焊接用低爆速炸药的要求。因此,本文选择一种不吸湿又无粉尘的分散剂掺入岩石粉状乳化炸药中,制得低爆速粉状乳化炸药,对改善爆炸焊接现场混药的作业环境,提高炸药低速爆轰的稳定性能具有一定的借鉴作用。
2低爆速粉状乳化炸药用分散剂的选择
通常,为降低粉状乳化炸药的爆速,加入的分散剂有滑石粉、粗糖、膨胀珍珠岩等〔8-9〕,除此之外,还有食盐、硅藻土、HW矿物粉,这些分散剂各有其特点,见表1。
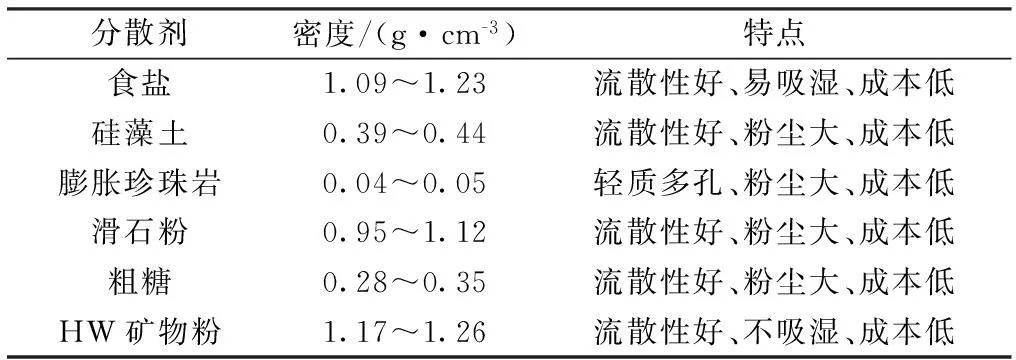
表1 炸药常用分散剂的密度和特点
从表1中分析比较可以看出,HW矿物粉是一种与食盐密度相当,成本低、流散性好,但又不易吸湿。该分散剂是一种矿物颗粒,其颗粒度与食盐基本相同,因此,选择HW矿物粉作为爆炸焊接用低爆速粉状乳化炸药的分散剂。
3实验部分
3.1样品制备
岩石粉状乳化炸药密度为0.66g/cm3;HW矿物粉密度为1.25g/cm3。
在岩石粉状乳化炸药中分别加入16%、28.5%、37.5%、44.5%、50%、52.5%、55%的HW矿物粉,用8目不锈钢筛网筛混3次,即可制得混合均匀的低爆速粉状乳化炸药样品。
3.2低爆速粉状乳化炸药的性能测试
(1)假密度测试:由于爆炸焊接是将炸药自然平铺于复板的表面,即炸药自然堆积于复板表面,不受任何外力作用,因此,测试炸药密度方法是将炸药样品轻轻倒入100mL的量筒中,称取体积为100mL的炸药净重,则炸药的净重与炸药的体积之比作为炸药的自然堆积密度,通常又称为炸药的假密度。
(2)爆速测试:通常,炸药的爆速是按照国标GB/T 13228-1991炸药爆速的测试方法进行,但这与爆炸焊接实际应用结果不相符。因此,根据爆炸焊接炸药平面布药的要求,本试验采用厚度为2mm的纸板制成长×宽×高为500mm×70mm×60mm的纸盒,用雷管脚线拧紧作为探针,探针间距为80mm,探针离纸盒底板的间距为15mm,见图1。将炸药样品轻轻倒入药盒中,用纸板将炸药刮平,见图2。最后在药盒探针的另一端用一发瞬发电雷管以45°~60°插入炸药中,插入的深度为20mm~30mm,见图3。采用DDBS-20型多段时间间隔测量仪测炸药的爆速。

图1 纸盒装药前探针安装结构Fig. 1 Probe installation structure before loading

图2 纸盒装上炸药的布药结构Fig. 2 The explosive charging structure in the carton

图3 起爆雷管安装结构Fig. 3 Primer detonator installation structure
4实验结果与讨论
4.1HW矿物粉含量对炸药假密度的影响
实验测得HW矿物粉的不同含量对炸药样品密度的影响,并计算了理论混合密度。具体方法如下:实测岩石粉状乳化炸药的密度ρ1=0.66g/cm3,HW矿物粉的密度ρ2=1.25g/cm3。设HW矿物粉的加入量为m,按炸药混合的总质量为100g,则炸药的理论计算密度ρ按下式计算:ρ=100/[(100-m)/ρ1+m/ρ2]其结果见表2。
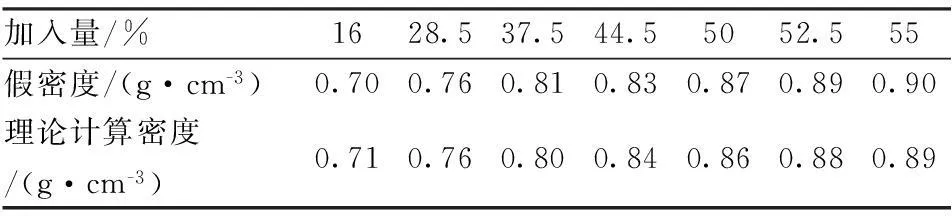
表2 HW矿物粉加入量对炸药假密度的影响
从表2中可以看出,炸药的实测密度与理论计算密度相近,说明采用筛混的方式混合的炸药较均匀,且随着分散剂的加入量增大,炸药的密度增加。这是由于分散剂的密度比炸药的密度高,当其含量增加时,单位体积内的分散剂量增大,故炸药的假密度增加。
4.2HW矿物粉含量对炸药爆速的影响
实测布药厚度为40mm时,HW矿物粉加入量对炸药爆速影响的测试,分别测3次,其平均爆速见表3。

表3 HW矿物粉加入量对炸药爆速的影响
从表3可以看出,采用直径为0.78mm的雷管脚线拧紧后作为探针,且雷管脚线有一定的硬度,保证了两探针间的平行度,避免了常用漆包线作为探针因其松软导致炸药倒药时引起两间距之间的误差,故爆速测试的绝对误差较小,最大绝对误差仅为29m/s。因此,采用雷管脚线作为探针的方法简单可行。随着HW矿物粉的加入量增大,炸药的爆速依次下降。当加入量达到55%时,炸药不能可靠起爆。这是因为HW矿物粉是一种惰性粉状物,主要成份为不溶于水的碳酸盐,该矿物粉的颗粒形貌表征用日本电子株式扫描电镜S-3000N观察得到的结构特征见图4。
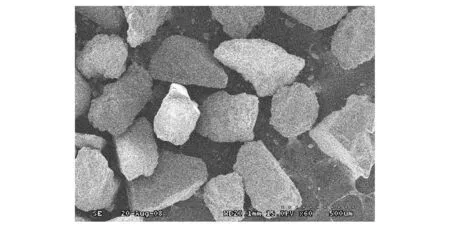
图4 HW矿物粉的扫描电镜图Fig.4 SEM photograph of HW mineral powder
这种惰性物质本身不参与爆炸反应,但却稀释了单位体积内炸药爆炸反应的有效能量,并随着分散剂含量的增加,化学反应区内放出的能量也随之降低,当HW矿物粉加入量达到55%时,化学反应区内所放出的能量不足以维持炸药可靠起爆所需要的最小能量,故一发电雷管无法可靠起爆。
4.3布药厚度对炸药爆速的影响
从表3可知,当HW矿物粉加入量小于37.5%时,炸药的爆速大于2500m/s,当HW矿物粉加入量大于50%时,炸药的爆速小于1900m/s,均不能满足金属爆炸复合用炸药爆速的要求,因此,只测HW矿物粉加入量分别为44.5%和50%时不同布药厚度对炸药爆速的影响,其结果见表4。

表4 不同布药厚度对炸药爆速的影响
根据工业炸药爆轰理论,炸药卷在同样的约束条件下,存在临界直径和极限直径,达到极限直径时,炸药爆速就不再增加,小于临界直径,炸药就无法形成稳定爆轰,介于临界直径和极限直径之间,炸药爆速与装药直径间成函数关系〔10〕。从表4可知,当HW矿物粉的加入量达到50%时,布药厚度为20mm时,炸药不能被一发电雷管可靠起爆,当HW矿物粉的加入量达到44.5%时,布药厚度为20mm时的爆速仅为1841m/s。根据爆轰反应的Z-N-D模型可知,爆炸反应区总有一个宽度,当炸药的布药厚度较小时,化学反应区的有效炸药量较小,爆轰所放出的能量较小,不足以支持前沿冲击波的传播,故当HW矿物粉的加入量达到50%时,炸药的临界布药厚度至少大于20mm。当布药厚度大于临界厚度时,化学反应区的有效炸药量增加,爆轰所放出的能量增大,支持前沿冲击波的传播能量也增大,故炸药样品的布药厚度从30mm增加至60mm时,炸药样品的爆速随着布药的厚度的增加而增大,当布药厚度增加至50mm~60mm时,炸药的爆速变化不明显了,基本达到了极限爆速。
5工程应用
采用含45%的HW矿物粉的岩石粉状乳化炸药进行不锈钢与钢板爆炸焊接试验,将尺寸为4000mm×1800mm×18mm的钢板作为基板,尺寸为4050mm×1850mm×2.5mm的不锈钢板作为复板,用电砂轮按从粗到细把钢板和不锈钢板焊接表面打磨、抛光后用酒精进行擦洗。在松软的水平沙土上,依次按基板、间隙物、复板、药框和炸药安装起来。其中,基板与复板之间的间隙为6mm,布药厚度为38mm,在炸药的中心用一发电雷管起爆,即将钢板与不锈钢板焊接,见图5。
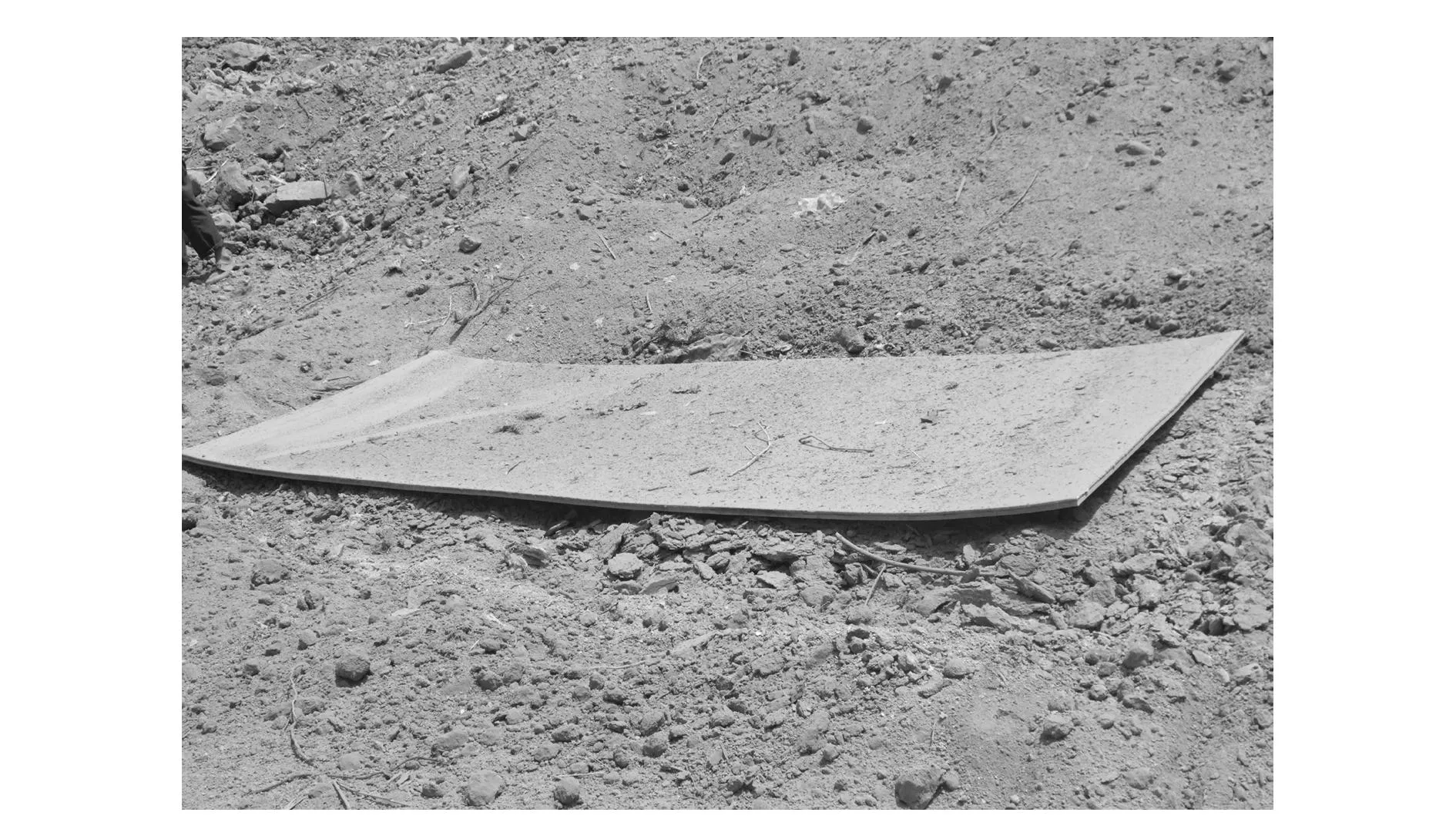
图5 钢与不锈钢的爆炸焊接板Fig.5 Explosive welding plate of steel and stainless steel
用CTS-22A超声波探伤仪检测爆炸焊接,除雷管起爆点有直径为26mm的不结合区外,其余部份结合率达100%。
6结 论
通过在岩石粉状乳化炸药中加入HW矿物粉实验和分析研究,制得的爆炸焊接用低爆速粉状乳化炸药,可以得出如下结论:
(1)实验所选择的HW矿物粉为颗粒状,具有不易吸湿、成本低、流散性好的特点,与岩石粉状乳化炸药通过筛混方式混合,混合均匀性好。
(2)钢与不锈钢爆炸焊接试验结果表明,在岩石粉状乳化炸药中加入44.5%~50%的HW矿物粉,炸药爆炸低,爆轰稳定,能满足钢与不锈钢金属爆炸焊接用低爆速炸药的要求。
参考文献(References):
〔1〕郑远谋.爆炸焊接和金属复合材料的原理及应用[M]. 长沙:中南大学出版社,2007.
ZHENG Yuan-mou. The principle and application of explosive welding and mental composite material[M]. Changsha: Central South University Press,2007.
〔2〕 黄文尧,余燕,吴红波,等. 低爆速膨化铵油爆炸焊接炸药的实验研究[J]. 含能材料,2012,20(6):784-788.
HUANG Wen-yao,YU Yan,WU Hong-bo. Experimental study on expanded ANFO explosive of low detonation velocity used in explosive welding[J]. Chinese Journal of Energetic Materials,2012,20(6):784-788.
〔3〕 聂云端. 爆炸焊接专用粉状低爆速炸药的研制[J]. 爆破, 2005,22(2):106-108.
NIE Yun-duan. Devolopment of cool explosive specially used in welding[J]. Blasting,2005,22(2):106-108.
〔4〕 岳宗洪,李亚,韩刚. 爆炸焊接专用炸药的研究与应用[J]. 工程爆破, 2011,17(2):73-76.
YUE Zong-hong,LI Ya,HAN Gang. Research on special explosives for explosive welding and its application[J]. Engineering Blasting,2011,17(2):73-76.
〔5〕 罗英杰,孙继林,铀铀,等. 低爆速爆炸焊接炸药稀释剂优选的实验研究[J]. 煤矿爆破, 2011,94(3):19-21.
LUO Ying-jie, SUN Ji-lin, YOU You, et al. Experimental research on optimization of diluents of low detonation velocity explosive used in explosive welding[J]. Coal Mine Blasting, 2011,94(3):19-21.
〔6〕 王勇,张越举,赵恩军,等. 金属爆炸复合用低爆速膨化铵油炸药实验研究[J]. 含能材料,2009,17(3):326-327.
WANG Yong, ZHANG Yue-ju, ZHAO En-jun, et al. Experimental study on low detonation velocity expanding ANFO explosive used in mental explosive welding[J]. Chinese Journal of Energetic Material,2009,17(3):326-327.
〔7〕 黄文尧,张凯,吴红波,等. 低爆速爆炸焊接乳化炸药的制备与性能[J]. 含能材料, 2013,21(3):357-362.
HUANG Wen-yao, ZHANG Kai, WU Hong-bo , et al. Preparation and performance of low detonation velocity emulsion explosives used in explosive welding[J]. Chinese Journal of Energetic Material,2013,21(3):357-362.
〔8〕 熊立武,邬本志,李孔啟,等. 低爆速粉状乳化炸药:CN200810235910. 2[P]. 2008-11-15.
XIONG Li-wu, WU Ben-zhi, LI Kong-qi, et al. Low detonation velocity of powdery emulsion explosive:CN200810235910. 2[P]. 2008-11-15.
〔9〕 姚普华,储国平,王徐望. 一种用于爆炸焊接的低爆速粉状乳化炸药:CN201210099152. 2[P]. 2012-04-07.
YAO Pu-hua, CHU Guo-ping, WANG Xu-wang. A low detonation velocity powdery emulsion explosives used in explosive welding: CN 201210099152. 2[P]. 2012-04-07.
〔10〕吕春绪. 工业炸药理论[M]. 北京:兵器工业出版社,2003.
LV Chun-xu. Industrial explosives theory[M]. Beijing: The Publishing House of Ordnance Industry,2003.
Research on powdery emulsion explosive of low detonation velocity used in explosive welding
QU Gui-mei1, XIA Jin-min2, WANG Hong-xiang3, MA Huai-tian3, HUANG Wen-yao3
(1.The 11thWorks of Fushun Mining Group Co., Ltd., Fushun 113000, Liaoning, China;2.Zhengzhou Yuguang Clad Metal Material Co., Ltd., Zhengzhou 450001, China;3.School of Chemical Engineering, Anhui University of Science and Technology, Huainan 232001, Anhui, China)
ABSTRACT:A kind of HW mineral powder was chosen as dispersant to reduce the rock powdery emulsion explosive detonation velocity, and it was screened and mixed into explosive. The influence of the dispersant addition and charging thickness on detonation velocity were also measured. The results showed that when the addition of HW mineral powder was between 44.5% and 50% and the detonation speed was 1913m/s~2378m/s. The explosive welding experiments of steel and stainless steel plate showed that binding ratio was up to 100%, and it could satisfy the requirements for explosive used in explosive welding.
KEY WORDS:Explosive welding; Powdery emulsion explosive; Mineral powder; Low detonation velocity; Charging thickness; Detonation velocity
中图分类号:TD235; X932
文献标识码:A
doi:10.3969/j.issn.1006-7051.2016.01.008
作者简介:曲桂梅(1966-),女,工程师,从事民用爆破器材的生产和科研工作。E-mail: 875921901@qq.com
基金项目:安徽省高等学校省级自然科学基金资助项目(KJ2013A102)
收稿日期:2015-09-28
文章编号:1006-7051(2016)01-0042-04
