PLC生产机械控制电路中的问题分析
2016-04-11 00:51:14余秋兰
现代制造技术与装备 2016年2期
余秋兰 李 俊
(武汉软件工程职业学院,武汉 430205)
PLC生产机械控制电路中的问题分析
余秋兰 李 俊
(武汉软件工程职业学院,武汉 430205)
摘 要:如今的生产机械控制系统中,PLC得到了广泛运用。笔者将综合实际需求,针对控制电路进行设计,从而实现精准机械的目标。然而,纵观当下我国的运用状况不难发现,此控制电路中依旧存在许多问题。为此,本文以实际中存在的缺陷为切入点,寻找其问题存在的缘由,并确定与之相对应的优化方案,力求大幅提升机械控制的效果。
关键词:PLC 自动控制技术 生产机械控制电路 故障
如今,PLC被广泛运用到各类生产机械的控制中。PLC生产机械控制电路主要包括起-保-停和正反转两个控制单元。因此,在设计过程中,这两个控制单元按钮和PLC数字量输入端都直接相连着。从可靠性与安全性的角度上看,这种接法存在一定的不合理性。纵观PLC生产机械控制电路设计现状不难发现,当下绝大部分控制电路均不存在生产机械运行状态的反馈信号,导致操作人员不能在第一时间掌握其运行状态,也就无法及时发现并解决设备故障问题,严重影响着机械的生产效率。
1 PLC电气控制系统的分析
PLC电气控制系统是一种主要基于微处理器在计算机技术、综合自动控制技术、通信技术的基础上发展起来的具有出色通用性的工业自动控制装置。存储程序负责机械控制工作,可以成功地控制顺序、模拟量和开关量。相较于以往的继电器控制,计算机控制在实践方面的优势更为显著,主要体现在以下三方面上。
安装调试程序简洁、方便。在安装PLC电气系统的过程中,由于事先就已经设置好其输出、输入接口,因此,安装工作结束后可直接将其和外部设备连接起来,并把专用接口电路取消。整个调试工作可在实验室中模拟完成,待确认调试正确后,方可实施现场安装与调试。如此既能改善调试效果,又能大大减少调试时间。从维修上看,由于PLC具备显示功能与诊断功能,因此可彻底依靠编程器找出故障模块。
(2)具有强大的抗干扰能力。在实践方面,PLC电气控制系统具有极强的可靠性。从软件上看,PLC电气控制系统集故障诊断与检测程序工程于一身,可全天候地及时掌握机械运行状态;从硬件上看,它能够有效实现滤波功能与隔离功能,抗干扰作用显著。此外,它还拥有诊断电路、联锁、环境监测等功能。
(3)拥有强大的网络功能。机械控制过程中,PLC电气控制系统既具备无线上网与专线上网功能,又能成功实现远程控制效果、PLC内部和上位机的通信,从而大大提升了整个电气控制系统的生产效率以及自动化程度。
2 关于PLC电气控制电路缺陷的研究
紧急刹车的情况多发生在机械生产过程中。假设PLC电气控制系统的正反控制单元或者起-保-停控制单元出现故障,那么将不能实现紧急刹车。
通常,可能会出现以下四种故障。
2.1 常闭触点连接故障
在对PLC电气控制系统进行安装的过程中,往往会把按钮常闭触点连接在PLC数字量输入端,作为停止按钮用。在这一大环境下,停止按钮将会长期处在通电状态下,从而可能引发触点发生粘连的情况,进而导致停止按钮按动后不能正常的停车。
2.2 数字量输入端故障
在PLC生产机械控制工程中,若数字量输入端故障,那么来自按钮等主令电器发出的指令将不能被PLC正常接收,从而导致机械设备电机启动后不能依靠停止按钮停止。要处理这种故障,实现正常停车,需切断主回路电源。假设主回路电源开关比较远,那么电机将不能迅速、正常地停车,最终可能导致生产过程中存在安全隐患,甚至引发人身伤亡、设备受损等事故。因此,在矿山副井、主井卷扬机的运作过程中,务必要确保电机能够及时停车。
2.3 接触器故障
电机正常运行时,接触器故障会发生机械电机停机的情况,同时不能搜索到电机运行状态的反馈信号,从而严重影响到故障的发现与处理。例如,正确的球磨机启动顺序应当是首先启动润滑系统,然后过几分钟后,把球磨机启动。此时,若控制润滑系统的接触器出现了故障,那么将会直接造成润滑系统不能够正常启动。但是,PLC与操作人员在设备运作时,不能针对润滑系统是否符合延时时间规定进行有效而又准确的判断,使得球磨机的启动时间受到影响,从而导致轴瓦存在被烧毁的可能性。
2.4 正反转按钮接触器故障
正反转按钮按动以后,由于它控制着接触器故障,因此电机不能够进行相应动作。假设控制点与现场设备相距较远,且不存在处于电机运行状态的反馈信号,那么会给操作人员对机械设备运行状态的判断准确性以及下一步故障处理方案编制的合理性产生较大影响。
3 PLC生产机械电路缺陷改进措施分析
在PLC生产机械控制电路中,假设控制电机的正反转单元故障,那么将会给机械设备生产的正常性、稳定性产生较大的影响。因此,在改善其电路的过程中,需从控制程序和硬件电路两方面入手。详细的应对方案有3种:(1)将记忆电机正转、反转和停止状态中间的继电器增设在控制电路中,让电机能够有规律地、自动地、正常地运作。如此,一方面可以降低故障的出现率,另一方面能够确保操作人员对机械运行状态进行实时掌控;(2)运用手动控制最高优先权的手段,有效保证操作人员能够在任意状态下有效按动停止按钮,促使在最短时间内停车,从而防止运行故障的发生;(3)运用上位机人机界面实时监管控制电机。针对PLC控制机械运行状态反馈信号通常是依靠现场设备触点与PLC数字量输入端实现连接来提供,可在PLC得到电机运行状态反馈信号后,对电机处在正常状态作出佐证。控制信号属于现场机械动作状态信号,多是借助PLC、HMI数字输出端、现场机械执行机构以及中间机构相连,达到正常运输的目的,详细改进效果见下图1。
通过对PLC外围电路实施改进,KM1与KM2分别控制电机正转、反转接触器,同时把常开辅助触点当成反馈信号接入PLC数字量输入端。KA1、KA2、KA3分别表示记忆电机正转、反转以及停止状态中间继电器的控制,把线圈当成控制信号接入至PLC数字量输入端,效果见图2。
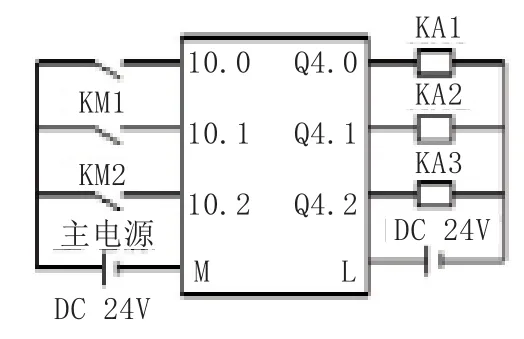
图2 PLC外围电路图改进效果图
4 PLC生产机械控制电路改进实例分析
以吸泥机为实例。对设备内每台行车以往具备的控制柜、滑触线进行拆除,用扁平软电线与电源相连。控制柜运用重新制作的手段进行处理,以确保每台控制柜内均配备一个小型的型号是S7-200+EM243的PLC,而无线交换机运用MOXA AWK-3121系列的产品。进行改进后,每台吸泥机均运用MOXA AWK-3121不断建设沉淀池区域的无线通信系统,每一台行车控制柜中小型PLC和MOXA AWK-3121相连。MOXA AWK-3121当成Client端,借助天线、馈线延长至车控制箱外部;把一台AWK-3121安设于沉淀池PLC站位置,并安设为AP模式。在改进完机械控制电路后,每台行车控制柜中的AWK-3121都可借助沉淀池PLC站、无线链路和AWK-3121相连,从而实现沉淀池PLC站和每一台行车控制柜通信的目标。改进后的电气控制电路见图3。
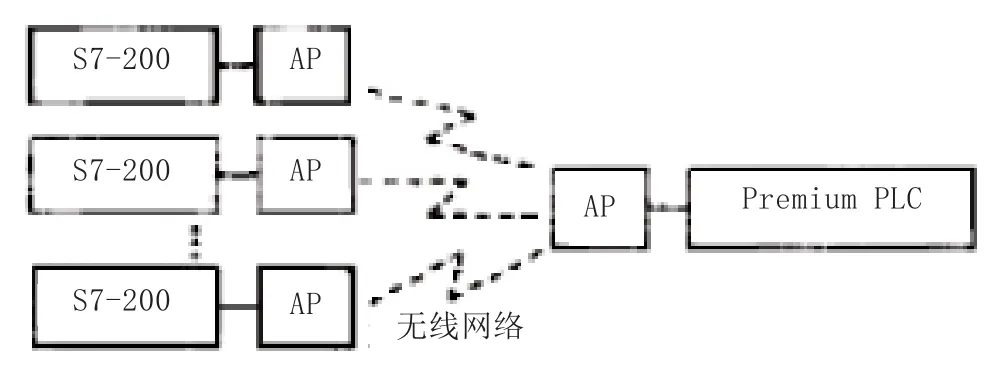
图3 改进后吸泥机电气控制电路图
5 结束语
综上,在实践过程中,PLC生产机械控制电路设计依旧存在不足。因此,要全面、仔细地分析电气控制系统设计中出现的问题,多角度、多方位地采用可行性高、可信度强的优化策略,减少或者防止诸多问题的出现,从而有效提升对机械运行状态的控制效果。依靠对PLC生产机械控制电路的优化方式,一方面可确保操作人员能够实时掌控机械运行状态,另一方面能够及时采用相关方案处理存在的故障。
Problems PLC Production Machinery Control Circuit
YU Qiulan,LI Jun
(Wuhan Vocational College of Software Engineering, Wuhan 430205)
Abstract:In today's production machinery control systems, PLC has been widely used. It will be a combination of actual demand for the control circuit is designed to achieve precis e objectives mechanically. However, look at the current si tuation of China's use, dif ficult to find, this control circuit still has many problems, this paper first actual flaws i n the analysis as a starting point to start to find its cause and de termine with corresponding optimization program, which seeks to control the mechanical effect can be greatly improved.
Key words:PLC, automatic control technology, production machinery control circuit fault
猜你喜欢
汽车维修与保养(2019年7期)2020-01-06 03:30:42
中国科技博览(2016年27期)2017-01-23 00:12:40
卷宗(2016年10期)2017-01-21 16:22:50
汽车维护与修理(2016年10期)2016-07-10 08:17:41
中国科技博览(2016年12期)2016-05-09 04:15:14
中国科技博览(2016年9期)2016-04-25 05:42:56
汽车维修与保养(2015年6期)2015-04-17 03:31:50
汽车维护与修理(2015年2期)2015-02-28 12:15:39