
改进三相双层叠绕组嵌线工艺
2016-04-09 03:34吴安利
新技术新工艺 2016年2期
吴安利
(陕西航空电气有限责任公司,陕西 兴平 713107)
改进三相双层叠绕组嵌线工艺
吴安利
(陕西航空电气有限责任公司,陕西 兴平 713107)
摘要:某电动机定子绕组嵌线时,存在绕组端部内、外圆尺寸偏大的问题。通过与同类电动机定子绕组进行比较,发现嵌线工艺不合理是造成绕组端部尺寸不合格的直接原因。在不改变设计给定的绕组平面展开图的前提下,提出了合理的嵌线工艺,不仅解决了上述问题,同时也优化了电动机性能。
关键词:三相双层叠绕组;绕组平面展开图;嵌线工艺
电动机是一种将电能转换为机械能的机械设备[1]。其绕组用来产生电势和通过电流,是电动机的心脏,也是电动机所有部件中工作最繁重、结构最薄弱的地方。交流电动机的绕组类型很多,按槽内层数的差别,可分为单层绕组和双层绕组。双层绕组的特点是每个铁心槽有上、下2层线圈边,每个线圈的一个边嵌于某槽的上层,另一个边嵌于另一槽的下层,2条边相距1个节距。双层绕组的优点是可以灵活地选择绕组的节距,使电势或磁势波形得到改善,同时采用短距绕组,节省铜线;因此,双层绕组普遍应用于三相电动机的定、转子绕组中。双层绕组分为叠绕式和波绕式,本文所讨论的绕组为叠绕式。
绕组平面展开图是常用的绕组图示法之一,用来表示线圈在铁心槽内安放的位置、次序及联结等情况。从绕组平面展开图上可以清楚看出每个线圈边嵌放在哪个槽中,以及各线圈的连接方法等,这是绕组嵌线的依据[2]。
嵌线是电动机制造过程中的一道重要工序。嵌线工艺的合理与否,将直接影响嵌线质量的好坏。嵌线质量的好坏,将直接影响电动机的电气性能和使用寿命。
1问题的提出
陕西航空电气有限责任公司某三相4极12槽电动机的定子绕组的绕组形式为双层叠绕组。设计给定的绕组平面展开图如图1所示。图1中,三相绕组分别以U、V和W表示,起头分别标记为U1、V1和W1,末头分别标记为U2、V2和W2。

图1 绕组平面展开图
本公司在进行首批嵌线时,首先用绕线模连续绕制出4个线圈(见图2),4个线圈为1联绕组,共绕3联绕组,分别记作U、V和W三相绕组,起头分别为U1、V1和W1,末头分别为U2、V2和W2;然后,按1~12的次序分别给铁心槽编号,再按图1进行嵌线。首批嵌线采用的是一相一相绕组分别嵌线的嵌线工艺,即先将U相绕组全部嵌完,再将V相绕组全部嵌完,最后将W相绕组全部嵌完。每一相绕组都是从第1个线圈开始嵌,直到将第4个线圈全部嵌进铁心槽里。
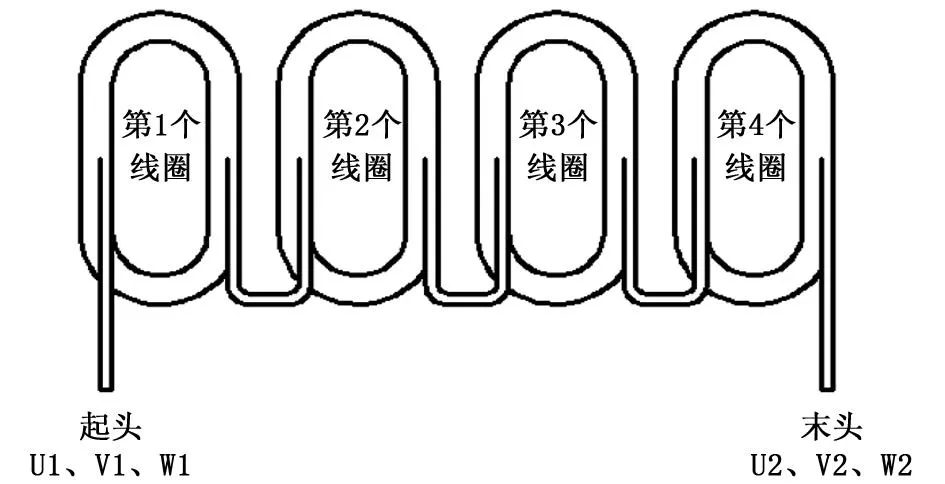
图2 三相绕组线圈示意图
当三相绕组全部嵌完线并整形后,绕组两端部的内、外圆尺寸都达不到要求。为了让绕组端部尺寸达到设计要求的尺寸,进行了进一步整形,造成了整形过量,出现了端部绕组匝间短路[3]、槽口绕组接地的故障。
首批加工了5台产品,其中3台不合格,合格率只有40%。为了保证产品质量,提高生产进度,迫切需要寻找解决问题的办法。
2解决措施
2.1原因分析
首批产品绕组的嵌线工艺主要采取一相一相嵌线形式,这种嵌线工艺形成的绕组端部平面展开示意图如图3所示。
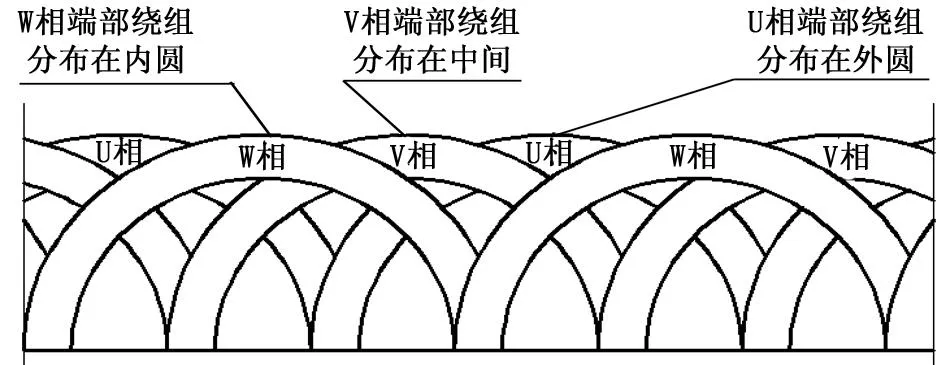
图3 绕组端部平面展开示意图
从图3中可以看出,三相绕组在端部分布是不均匀的。先嵌的绕组需要给后嵌的绕组让出铁心槽,故先嵌的绕组端部全部都靠向铁心外圆,所以先嵌的U相绕组端部全都分布在外圆,第2个嵌线的V相绕组端部全都分布在中间,后嵌线的W相绕组端部全都分布在内圆。绕组端部多层导线重叠,过量整形就造成了端部绕组匝间短路、槽口绕组接地等故障。
2.2解决措施
本公司采用下述改进措施:先用绕线模绕好所有的极相组线圈,再将所有的极相组线圈一槽挨着一槽嵌线,最后按绕组平面展开图将每相的极相组分别联结。这样形成的三相绕组在端部分布均匀,而且两两绕组相互紧贴在一起,绕组的内、外圆尺寸相对要小的多。如果按图1嵌出的绕组端部也是这样分布的,那么端部尺寸不合格的问题就解决了。
要使形成的端部绕组两两紧贴在一起,就应一槽挨着一槽下线。如果先从U相的第1个线圈开始嵌线,那么嵌线的顺序为:1)将U相的第1个线圈的下层边放在第4个铁心槽里,上层边吊把;2)将W相的第4个线圈的下层边放在第5个铁心槽里,上层边吊把;3)将V相的第1个线圈的下层边放在第6个铁心槽里,上层边吊把;4)将U相的第2个线圈的下层边放在第7个铁心槽里,上层边放在第4个铁心槽里;5)嵌第8个铁心槽下层边。然而,第8个铁心槽下层边放置的是W相的第1个线圈的下层边,而W相的第4个线圈的下层边已嵌在第5个铁心槽里,此时若再将第1个线圈的下层边再嵌在第8个铁心槽里,那么W相绕组的第2个线圈、第3个线圈就无法进行嵌线。
在图1中,W相从第5个铁心槽出来的过线向左延伸,而U相、V相的过线都向右延伸,过线延伸方向的不一致造成了W相绕组嵌线中断;因此,为使已连续绕好一相线圈的三相绕组一槽挨着一槽下线,应使三相绕组的过线全部向右延伸。如果从第6个铁心槽下层边开始,一槽挨着一槽下线,每相的过线都向右延伸,不过U相绕组要从第2个线圈开始嵌线,而第1个线圈待最后再嵌。这样,就可以将一相一相绕组分别嵌线工艺改进为三相绕组同时嵌线工艺。即嵌线工艺改进为:1)将V相的第1个线圈的下层边放在第6个铁心槽里,上层边吊把;2)将U相的第2个线圈的下层边放在第7个铁心槽里,上层边吊把;3)将W相的第1个线圈的下层边放在第8个铁心槽里,上层边吊把;4)将V相的第2个线圈的下层边放在第9个铁心槽里,上层边放在第6个铁心槽里;5)依此类推,将所有线圈放在铁心槽里。
嵌完线后的绕组端部平面展开示意图如图4所示。此时的绕组端部是三相绕组整齐排列,在端部均匀分布,且相邻的2个线圈端部紧密贴合在一起,与图3中的多层漆包线重叠在一起相比,线圈厚度较薄,相应绕组的内、外圆尺寸较小。
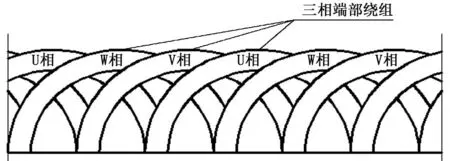
图4 改进后的绕组端部平面展开示意图
3效果验证
采用从V相的第1个线圈、U相的第2个线圈和W相的第1个线圈开始嵌线的工艺,可以使已连续绕好4个线圈的三相绕组一槽挨着一槽下线,这样的绕组端部均匀分布,相邻线圈端部紧密贴合在一起。
嵌完线整形后,测量绕组内、外圆尺寸,都达到了设计的要求;因此,采用改进后的三相绕组同时嵌线的工艺,解决了绕组端部尺寸不合格的问题。三相绕组同时嵌线和一相一相绕组分别嵌线使用的都是同一个绕组平面展开图,各个铁心槽里放置的线圈边没有区别,唯一的区别是三相绕组在端部的分布排列。通过比较图3、图4可以看出,三相绕组同时嵌线的工艺能够保证三相绕组在端部分布的均匀性,也就保证了三相绕组的完全对称性,优化了电动机的性能。
三相绕组同时嵌线不仅可以解决绕组端部尺寸不合格的问题,而且能够优化电动机性能;因此,首批加工合格的2台定子和其他不合格的3台定子均拆掉绕组,按三相绕组同时嵌线的工艺方法重新嵌线。嵌完线后,绕组端部内、外圆尺寸均达到了要求,其他电气性能测试也都合格。
4结语
本文针对同一个绕组平面展开图,将一相一相绕组嵌线工艺改进为三相绕组同时嵌线工艺,不仅解决了绕组端部内、外圆尺寸不合格的问题,而且保证了三相绕组在端部分布的对称性,优化了电动机的性能。
参考文献
[1] 谭影航.常用异步电动机绕组展开图与接线图[M].北京:金盾出版社,2010.
[2] 金续曾.新编三相电动机绕组修理与彩色接线图集[M].辽宁:科学技术出版社,2005.
[3] 薛建设.大型汽轮发电机转子绕组匝间短路故障的诊断研究[J]. 新技术新工艺,2013(10):117-119.
责任编辑郑练
The Process of Improving the Three-phase Double Layer Winding Embedding
WU Anli
(Shaanxi Aero Electric Co., Ltd., Xingping 713107, China)
Abstract:While a motor stator winding wire, there is an actual problem that the internal winding overhang dimensions offset is very big. Through comparing with the similar motor stator winding, found that the unreasonable embedding process is the direct cause of the unqualified winding overhang dimension. And while no changing the design of a given winding under the premise planar graph, put forward the reasonable embedding technology.It not only solves the problem, but also optimizes the motor performance.
Key words:three-phase double layer winding, winding planar graph, insertin technology
收稿日期:2015-07-03
作者简介:吴安利(1975-),女,工程师,主要从事电动机、电器制造等方面的研究。
中图分类号:TG 174
文献标志码:A
