静压关节轴承球面及静压螺母的精密加工
2016-04-07 11:59冀建平
制造技术与机床 2016年12期
冀建平
(秦川机床工具集团股份公司,陕西 宝鸡 721009)
静压关节轴承球面及静压螺母的精密加工
冀建平
(秦川机床工具集团股份公司,陕西 宝鸡 721009)
静压轴承滑动副表面形位精度较高,采用研磨的工艺方法能够满足要求;静压螺母牙型面上的油腔为螺旋状,常规工艺手段难以实现,在数控车削中心上采用专用刀具进行刨车,满足了设计要求。
静压丝杠;球面;油腔;研磨;车削
静压关节轴承主要用于高档数控机床,其特点为高刚性,高精度,高的动态特性,无反向间隙,可调节,反应快,零磨损,不发热,静音等特点。通过新型节流器控制压力和流量使得油膜厚度恒定不变,且不受负载和速度的影响。静压丝杠替代传统滚珠丝杠结合伺服电动机作为驱动系统将成为金属切削机床的新方案,尤其适用于精加工机床及重载机床。
1 课题概述
我厂联合西安交通大学合作研发的高精度非球面光学磨床LGF750,直线轴系均采用了静压关节轴承及静压丝杠,且该结构为自行设计并生产,生产过程中对凸凹球面及静压丝杠螺母的加工工艺进行了攻关。静压关节轴承的凸凹球面球度0.005 mm,配合间隙0.04~0.06 mm,采用专用研磨工装对其进行研磨,从而达到了设计要求;静压丝杠螺母零件的油腔分布于螺纹牙型面上,带有相应的升角,深度为0.7 mm,每圈均布4个油腔,总共4圈,且左右牙型面上均有,传统的加工工艺难以保证,用车削中心头架的伺服分度功能,采用专用刀具进行了刨削,满足了设计要求。静压丝杠轴系如图1所示。其中,静压螺母座的凸凹球静压结构仅在装配过程中起自位调整作用,装配结束时两者即固定成一体承担螺母功能。

2 静压关节轴承球面的加工
2.1 技术要求
(1)螺母副凸凹球参数:直径200 mm;圆度0.005 mm;直径公差0.01 mm;粗糙度Ra0.4 μm;凸凹球配合间隙0.04~0.06 mm。
(2)轴承副凸凹球参数:直径100 mm;圆度0.005 mm;直径公差0.01 mm;粗糙度Ra0.4 μm;凸凹球配合间隙0.04~0.06 mm。
2.2 加工工艺
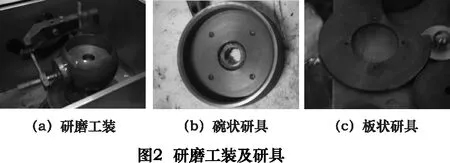
采用专用的研磨工装,研磨关节轴承中零件的凸球面和凹球面,研磨后球面达到了很高的精度,尺寸做到严格的控制。圆度3~6 μm、粗糙度Ra0.2~0.4 μm,尺寸公差范围可控制在0.01 mm以内。研磨凸球面的为碗状研具,研具的工作部位为45°倒角,研磨凹球面的为板状研具,研具的工作部位为相应球面的一部分圆弧。研具靠气动贴紧于所研工件表面,研具通过摆杆沿着球面纵向摆动,工件做旋转运动,通过研具给予工件不同的力及不同粒度的研磨剂,去掉工件的高点,最终加工出一个精度很高的球面。研磨工装及研具如图2。凸球样件如图3。
2.3 研磨后检测数据
研磨后在两个或三个相位检测数据如下。
(1)02部件轴承座
φ99.535 mm,φ99.535 mm。
(2)06部件轴承座
φ100.08 mm,φ100.082 mm。
(3)06部件螺母座
φ199.94 mm,φ199.943 mm。
(4)02部件螺母座
φ199.67 mm,φ199.668 mm,φ199.67 mm。
(5)轴承球02-011
(凸球)φ99.487 mm(水平方向量),φ99.483 mm(斜着量)。
(凹球)φ100.04 mm(水平方向量),φ100.038 mm(斜着量)。
(6)螺母球02-011。
(凸球)φ199.63 mm(水平方向量),φ199.632 mm(斜着量)。
(凹球)φ199.896 mm(水平方向量),φ199.888 mm(斜着量)。
2.4 球面研磨亟待提升的环节及解决措施
(1)工件安装精度对其加工精度的影响,根据基准传递原理,若安装精度超差,则影响其他特征对其的位置精度。
(2)研磨时不完整面的边缘处可能会耷角,考虑做工装促使其球面扩大,研完后去掉工装,以保证整个球面精度都很高。解决边缘耷角采取的措施如图4。
3 静压螺母油槽的加工
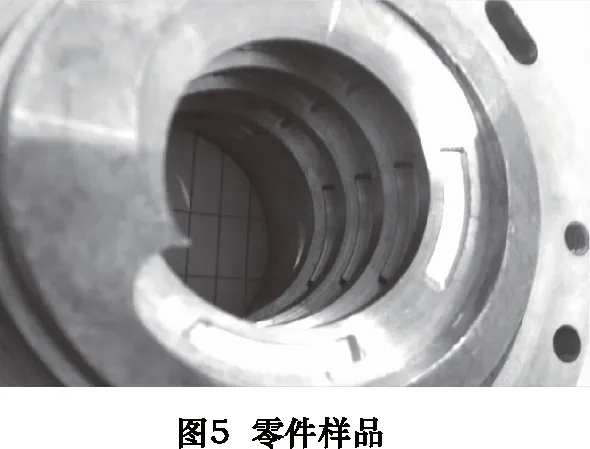
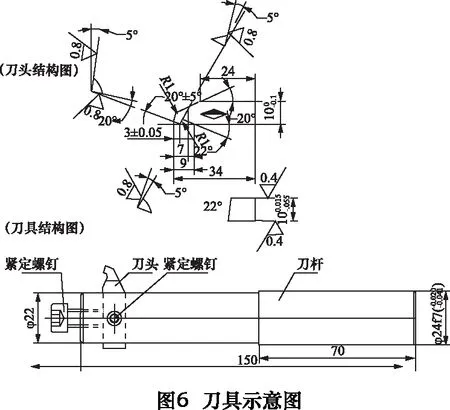
静压丝杠螺母M52X10,油腔位于丝杠螺母的螺旋面上,一转螺旋面上均布4个油腔,且不连续,左右牙型面上均有,螺纹部分共四圈,油腔深0.7 mm、宽3 mm、长度范围55°。传统的铣削和车削均难以实现,最终在车削中心上利用其头架的伺服分度功能,用特制刀具进行铇削,一次吃刀完成加工,保证了其均布和一致性,单侧螺旋面上的油槽加工时间不足1 min。真正做到了高效及高精度。零件样品如图5、刀具如图6。
静压螺母油槽加工程序如下:
主程序
JYLM001
N10 G98
N20 M18
N30 G28 H0
N40 T0317
N50 #1=0.73
N60 G0 X34 Z0 C0
N70 M98 P16 0017
N80 G0 Z200
N90 M30
%
子程序
0017
N10 G98
N20 G0 H27.5 W-0.764 X47.5
N30 G1 W-#1 V0.43 H-2 F800
H-51 W1.4
W#1 U-0.43 H-2
N40 G0 X34
N50 G0 H27.5 W-0.636
H90 W-2.5
N60 M99
%
[1]杨建东,田春林.高速研磨技术[M].北京:国防工业出版社,2003.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
The precision machining method for hydrostatic joint bearing spherical surface and hydrostatic nut
JI Jianping
(Qinchuan Machine Tool & Tool (Group) Crop, Baoji 721009, CHN)
Hydrostatic bearing sliding surface is high precision, which can meet the requirements by adopting the method of lapping; oil cavity on hydrostatic nut tooth profile surface is spiral, which can’t satisfy the requirement of design with conventional technology means, it can be planed with special tools in the numerical control center to meet the requirement.
hydrostatic lead screw; spherical surface; oil cavity; lapping; turning
TG502
A
10.19287/j.cnki.1005-2402.2016.12.018
冀建平,男,1981年生,工程师,研究方向为机床制造工艺,已发表论文3篇。
(编辑 孙德茂)
2016-08-23)
161226
猜你喜欢
散文诗(2022年12期)2022-11-11
散文诗(青年版)(2022年6期)2022-07-05
哈尔滨轴承(2022年1期)2022-05-23
模具制造(2021年7期)2021-09-14
重型机械(2020年2期)2020-07-24
中北大学学报(自然科学版)(2020年1期)2020-03-17
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年9期)2018-09-19
制造业自动化(2018年7期)2018-07-21
制造技术与机床(2017年11期)2017-12-18