基于最大熵原理的平面磨削工艺参数预测
2016-04-07 12:05王健
制造技术与机床 2016年12期
王 健
(上海宝钢工业技术服务有限公司,上海 201900)
基于最大熵原理的平面磨削工艺参数预测
王 健
(上海宝钢工业技术服务有限公司,上海 201900)
为提高磨削质量的预测准确性,引入信息熵的概念,提取砂轮转速、X轴进给速度和Y轴磨削深度等3个工艺参数,作为平面磨削工艺特征参数。通过对平面磨削工艺历史数据库中数据的训练,建立最大熵模型,设计了平面磨削工艺预测软件进行工艺参数预测,输出预测结果。对预测结果分析表明,基于最大熵原理的平面磨削工艺参数预测可为工艺专家系统提供最优工艺方案,提高平面磨削生产质量和效率。
平面磨削;最大熵模型;特征;预测技术
平面磨削技术作为应用广泛的切削加工手段之一,隶属于精加工方式,加工量少、精度高。由于砂轮的磨粒多、几何形状不规则,每个磨粒的磨削切深小且不一致,还有磨削火花流的影响,故平面磨削的磨削机理非常复杂。
在平面磨削中评价工件磨削质量的重要参数包括表面粗糙度、平面度、砂轮磨损程度等等。其中,表面粗糙度和平面度是磨削质量最为重要的两个参数。对磨削质量影响最大的参数有砂轮线速、X轴进给速度、Y轴磨削深度、Z轴进给方式、砂轮材料和磨削液浓度。为了改进平面磨削的加工效率,减小磨削损耗,提高工件磨削质量,需要合理选择加工工艺参数。由于平面磨削参数目前大都依靠人的经验,在如此多的工艺参数条件下,很难充分利用磨床。
平面磨削是制造业加工中最为复杂,最难以理解的加工手段之一,为了减少平面磨削中的问题,有必要研究一种科学合理的方法来选择磨削工艺参数。王爱珍[1]通过实验研究了在高速磨削陶瓷深槽时,主轴转速和进给速度对加工质量的影响。Nihat Tosun[2]通过灰色关联分析方法研究了多个特征工艺参数对钻削质量的影响。
熵的概念最早来自于热力学,它反映了一个热力学系统接近热平衡态的程度。信息熵是一种描述信息不确定度的尺度。近年来,信息熵和最大熵原理被广泛应用到信息处理问题中[3]。本文首次将信息熵应用到平面磨削中,提出一种基于最大熵原理的平面磨削工艺参数预测方法,旨在寻找最优的工艺参数,提高工件的加工精度。
1 最大熵原理[4-5]
信息论的创始人Shannon 借助热力学中“熵”的概念提出用信息熵表示事物运动或存在状态的不确定性程度,对概率信息进行度量,不确定性越大,熵就越大。
(1)

最大熵原理描述在一定条件下,随机变量满足何种分布时熵取得最大值。
2 平面磨削中的特征提取
特征是用来表示从样本中获得的统计数据,即使得熵最大的概率分布P必须受到特征的限制,通常用一个二值函数表示[6]。在平面磨削预测中,可以提取多种特征,如Y轴磨削深度特征函数、X轴进给速度特征函数等。以砂轮线速这个参数为例:
(1)初始粗糙度=100μm,初始平面度=40μm,要求粗糙度≤3μm,要求平面度≤10μm,砂轮线速=15m/s。
(2)初始粗糙度=50μm,初始平面度=30μm,要求粗糙度≤2μm,要求平面度≤15μm,砂轮线速=12m/s。
(3)初始粗糙度=80μm,初始平面度=40μm,要求粗糙度≤4μm,要求平面度≤20μm,砂轮线速=20m/s。
(4)初始粗糙度=60μm,初始平面度=30μm,要求粗糙度≤5μm,要求平面度≤20μm,砂轮线速=20m/s。
上述4种情况中,初始粗糙度、初始平面度、要求粗糙度和要求平面度是已知的约束条件,砂轮线速(m/s)为要输出的预测结果。砂轮线速可能的取值为12m/s、15m/s、20m/s,在不给定任何限制条件时,砂轮线速的取值为12m/s的概率并不高,如果一旦给定初始粗糙度=50μm,初始平面度=30μm,要求粗糙度≤2μm,要求平面度≤15μm的参数条件,则砂轮线速取12m/s的概率大大增加。因此提取特征函数如下:
(2)
其中:f1为定义的特征函数;y为输出结果砂轮线速;x为上下文环境;c(x)为x的函数,表示是否满足约束条件。这样用特征函数对模型进行限制,求得最大熵模型。其他特征函数f2,f3,…,fN同上,分别得到Y轴磨削深度、X轴进给速度等参数的预测结果。
可将以上描述为一个样本集合{(x1,y1),(x2,y2),…,((xN,yN)}) ,xi为约束条件,yi为输出结果。fi为引入的特征,对每个特征给出条件限制,即期望概率等于经验概率。
(3)
一旦提取了事件的特征,就可以通过增加约束条件,调整特征权重来构建合适的最大熵模型,其计算公式[7]为:

(4)
(5)

本文使用Matlab7.1进行编程,进行100次迭代计算特征函数的权重值λi,构建最大熵模型。
3 平面磨削中预测实例研究
(1)特征选择。对描述一个样本的特征进行选择,找出最具有描述力的特征,获取的约束条件包括初始粗糙度、初始平面度、要求粗糙度、要求平面度,即一个数据集样本包括4个属性,不同的样本之间是相互独立且同分布的。
(2)特征空间的确定。3个参数的可能取值分别为砂轮线速12 m/s、15 m/s和20 m/s;X轴进给速度60 mm/min、100 mm/min、120 mm/min;Y轴磨削深度2 μm、3 μm、5 μm、10 μm/次;获取这3个加工工艺参数的最优组合,即取每个参数预测概率最大的值。
(3)获取训练数据集。通过检索案例库数据进行特征提取,按照训练特征格式和约束条件,获取训练数据,并输出到文本文件。
(4)建立统计模型。基于最大熵理论建立熵最大的统计模型,使用命令行方式,导入训练特征文件,建立统计模型,使系统预测更准确。
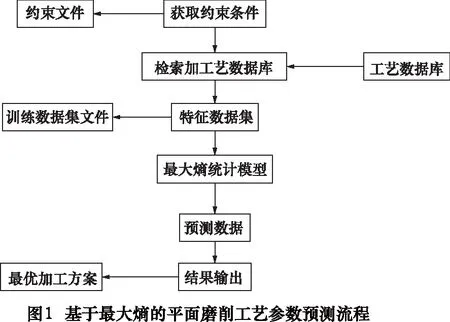
基于最大熵模型的平面磨削工艺预测训练及预测流程如图1所示。
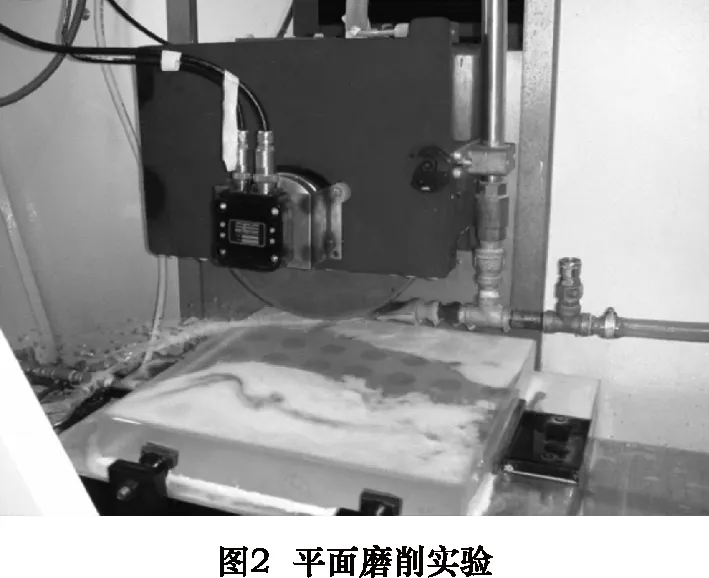
在平面磨削的实验中,由于是脆性材料的平面磨削,且限于实验条件,目前使用了金刚石砂轮作为磨具。实验图片如图2所示。
4 平面磨削工艺预测软件的实现
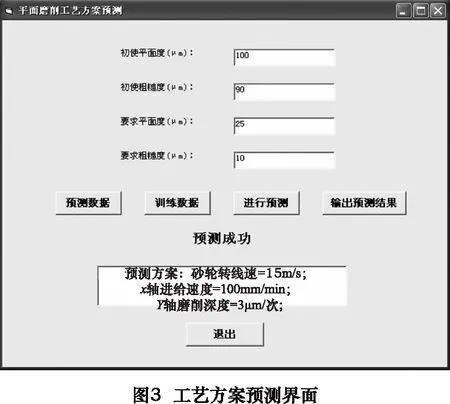
平面磨削工艺预测的目的是在平面磨削中,为工艺员提供磨削工艺参数的决策支持,指导工艺员选择推荐的工艺参数设定,保证磨削的质量和安全性。为了验证该方法的准确性,采用正向、反向预测相结合的模型训练和测试方法,其工艺方案预测界面如图3所示。
正向测试由已知的案例基本情况(初始粗糙度、初始平面度、要求粗糙度、要求平面度、等),根据历史工艺数据建立的最大熵统计模型预测出最佳工艺方案。
反向预测是根据加工方案(初始粗糙度、初始平面度、要求粗糙度、要求平面度及3个工艺参数)来预测预期的粗糙度值,以检验工艺方案的合理性。
5 预测结果分析
平面磨削工艺预测软件的预测对象是磨削的工艺方案。如图3所示,利用预测软件界面输入的方法来获得条件约束,输出最优工艺方案。实际操作中,可以输出最优工艺方案的获取过程。如表1所示,已知的约束条件为初始平面度=100 μm,初始粗糙度=90 μm,要求平面度≤25 μm,要求粗糙度≤1.0 μm,表1为范例预测结果的显示,砂轮线速为15 m/s的概率明显高于12 m/s和20 m/s,其他2个参数均选择概率最高者。因此最佳方案为砂轮线速15 m/s;X轴进给速度100 mm/min;Y轴磨削深度3 μm/次。最后在界面输出预测结果。
表1 最大熵模型预测结果分析表

参数参数值概率砂轮线速/(m/s)120.0036489959150.7970808033200.1992702008X轴进给速度/(mm/min)600.07938526951000.88659247211200.0340222584Y轴磨削深度/(μm/次)20.359874125630.614785231450.0177384501100.0076021929
表2 最优和非最优工艺方案实验结果
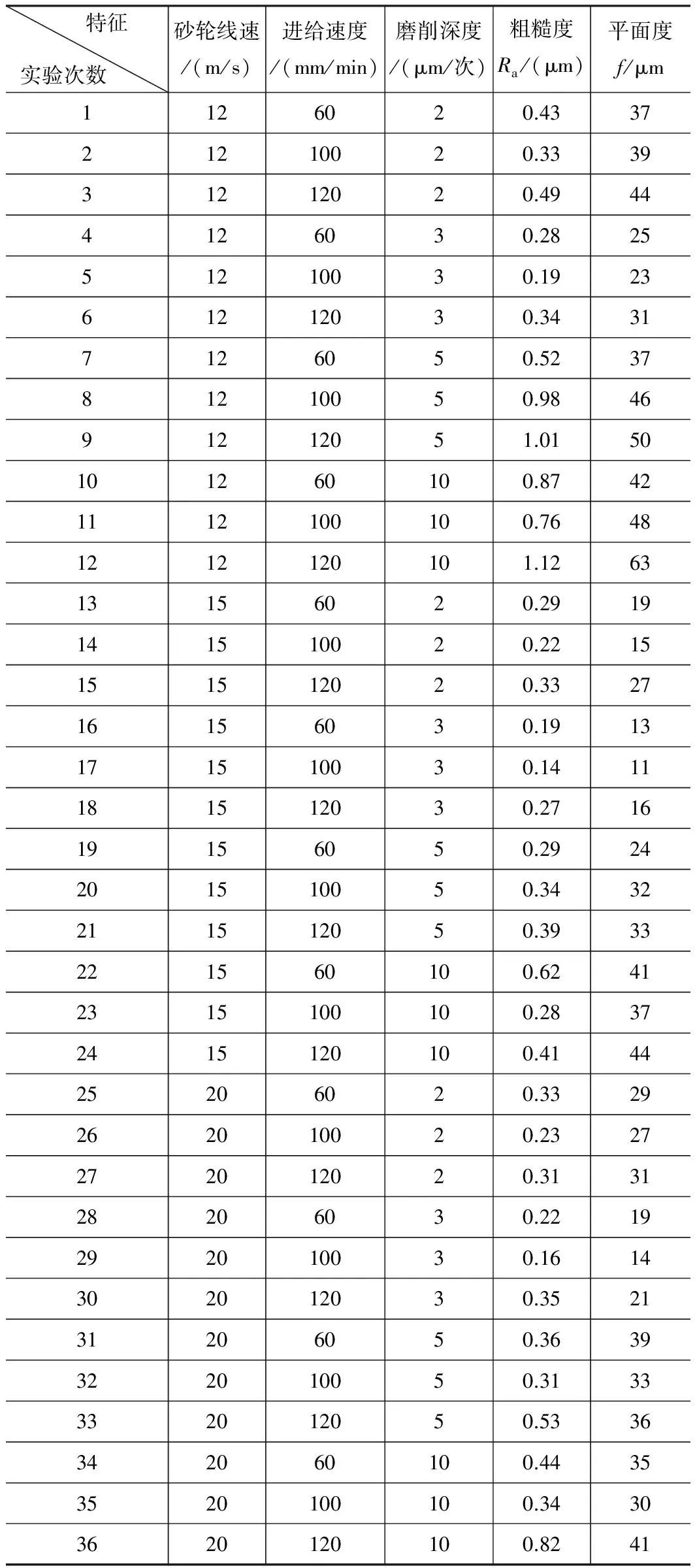
特征实验次数砂轮线速/(m/s)进给速度/(mm/min)磨削深度/(μm/次)粗糙度Ra/(μm)平面度f/μm1126020.433721210020.333931212020.49444126030.282551210030.192361212030.34317126050.523781210050.984691212051.0150101260100.87421112100100.76481212120101.126313156020.2919141510020.2215151512020.332716156030.1913171510030.1411181512030.271619156050.2924201510050.3432211512050.3933221560100.62412315100100.28372415120100.414425206020.3329262010020.2327272012020.313128206030.2219292010030.1614302012030.352131206050.3639322010050.3133332012050.5336342060100.44353520100100.34303620120100.8241
6 实验结果分析
根据预测的工艺方案,对实验材料进行加工后,测量其粗糙度和平面度。
最优与非最优工艺方案多次实验结果见表2。
根据实验结果统计分析,基于最大熵原理的平面磨削工艺预测方案是最优方案,与非最优方案对比,其平面度与粗糙度最优。
7 结语
在设计平面磨削工艺预测软件过程中,将平面磨削技术同计算机软件工程相结合,引入最大熵理论,建立最大熵统计模型,以提高工艺方案预测的准确性。通过已有磨削实例,所设计的预测系统能够在满足已知约束条件前提下,得到较准确的期望粗糙度值预测,为平面磨削工艺提供解决方案。下一步工作在于更多的量化工艺参数(如磨削时间,磨削液喷射速度等)和某些非量化工艺参数的原因(如进给方式、磨削液种类等),可能由于这些因素的存在,预测结果和实际最优仍存在偏差。下一步可以尝试提取非量化特征与量化特征转变的关系,以进一步提高系统预测的准确性。
[1]王爱珍,王战. 高速磨削陶瓷窄深槽加工工艺的研究[J]. 金刚石与磨料磨具工程,2008(6): 78-80.
[2]Nihat Tosun. Determination of optimum parameters for multi-performance characteristics in drilling by using grey relational analysis[J]. Manuf.Technol., 2006 (28): 450-455.
[3]陈建军,曹一波,段宝岩. 结构信息熵与极大熵原理[J]. 应用力学学报,1998 ,15 (4) :116~121.
[4]吴乃龙,袁素云. 最大熵方法[M]. 长沙:湖南科学技术出版社,1991.
[5]孟庆生. 信息论[M]. 西安:西安交通大学出版社,1986.
[6]Robertm. A comparison of algorithms for maximum entropy parameter estimation[C] // Proceedings of the Sixth Conference on Natural Language Learning (CoNLL)., 2002: 49-55.
[7]Kitamuray. Empirical likelihood methods in econometrics: theory and practice[R]. New Haven: Yale University, 2006.
[8]韦征,叶继红,沈士钊. 最大熵法可靠度理论在工程中的应用[J]. 振动与冲击,2007,26(6): 146-151.
[9]Zhang L. Maximum entropy modeling toolkit for python and C++ [DB/OL]. http://maxent.sourceforge.net.
(编辑 李 静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Forecast of technological parameters in plane grinding by using principle of maximum entropy
WANG Jian
(Shanghai Baosteel Industry Technological Service Co., Ltd., Shanghai 201900, CHN)
To improve the accuracy of forecast on grinding quality, we introduce the concept of information entropy and extract grinding wheel speed, feeding speed inXaxis and grinding depth inYaxis as the technological characteristic parameter. Through the training of plane grinding data in the database, we build the maximum entropy model and design a technological forecasting software of plane grinding to forecast the parameters and output the prediction results. The analysis of the prediction results shows that forecast of technological parameters in plane grinding by using principle of maximum entropy can provide the optimal technological plan for technology expert system and improve the quality and efficiency of plane grinding.
plane grinding; maximum entropy model; characteristic; forecasting technique
TH162
A
10.19287/j.cnki.1005-2402.2016.12.014
2016-05-31)
161222
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
新世纪智能(数学备考)(2021年5期)2021-07-28
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
中学生数理化·高三版(2019年1期)2019-07-03
模具制造(2019年4期)2019-06-24
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年12期)2017-02-02