亚干式喷雾冷却技术对TC4合金金相组织的影响研究**
2016-04-07 11:59胡小康管小燕任近静任家隆
制造技术与机床 2016年12期
胡小康 管小燕 任近静 任家隆
(江苏科技大学,江苏 镇江 212003)
亚干式喷雾冷却技术对TC4合金金相组织的影响研究**
胡小康 管小燕 任近静 任家隆
(江苏科技大学,江苏 镇江 212003)
用亚干式中喷雾冷却方式对加热至特定温度的TC4合金进行冷却试验,观察试件金相组织,并研究冷却方法及条件对试件材料微观组织的演化和规律。分析表明:亚干式喷雾冷却技术影响且可以显著改善TC4合金的金相组织,随着加热温度的不同,被冷却后试件材料的组织有不同的组织结构和形态。研究和比较冷却TC4合金试验的冷却条件和相应的组织结构及形态,初探其演变规律;以期应用优化的冷却参数指导人们获得所需要的被加工工件表面金相组织和使用性能。
喷雾冷却;TC4合金;微观组织;冷却参数
钛合金[1]具有高强度、耐蚀性等优点,因而被广泛应用于国防、航空等各个领域;但是钛合金也具有切削加工温度高、加工时易磨损刀具等特点,使得钛合金难以被加工。在铣削加工钛合金时,加工过程中会产生很高的热量,极易使刀具磨损,工件表面金相组织发生改变,从而影响被加工材料的原始组织和使用性能;在对材料进行加工后,人们往往希望得到的被加工材料表面金相组织细小而均匀,使用性能不低于甚至高于原始材料。通常,晶粒越细,单位体积内的晶粒界面就会越多,晶界之间的原子排列相对于晶粒来说更为复杂,错位密度也更高,所以晶粒细化会导致材料的强度提高,本研究的目的就是探讨通过优化工艺措施方法达到上述目标的可能性和途经。
随着绿色制造[2-5]的逐步实施,微润滑冷却和低温喷雾冷却等亚干式切削加工冷却方式[6-9]相继被推广。这些冷却方式在解决了使用传统冷却液冷却对环境不同程度污染的同时,也为保证被加工材料表面质量的研究提供了一条重要和可靠的途经,该研究是今后亚干式切削加工冷却方式的研究方向。本文运用绿色制造技术对TC4合金进行亚干式不同条件的冷却,观察不同冷却参数下得到的金相组织结构,以期探讨他们之间的规律和优化条件。
1 实验原理及装置
1.1 实验原理简介
在切削加工中,由于刀具与工件、刀具与切屑在加工区域存在强烈的摩擦与挤压作用,使工件被加工区域的温度升高;选择不同切削参数的,工件被加工区域的温度也不同,当温度升高到使TC4合金发生固态相变时,被加工工件TC4合金表面的金相组织会发生不同程度的改性和演变,从而影响被加工工件材料加工前原有的使用性能。
本研究用加热炉模拟对TC4合金试样进行切削时所能达到的切削温度,然后将不同剂量的冷却介质水在冷风射流机的作用下形成雾化喷向试样表面进行冷却。通过选取和调节冷却参数进行多组实验,观察在不同冷却参数下得到的TC4表面金相组织,探索TC4合金试验的冷却条件和相应的组织结构及形态之间的演变规律;以期应用优化的冷却参数指导人们获得所需要的被加工工件表面金相组织和使用性能。
1.2 试验装置及参数设定
本试验选用的主要实验装置有:绿色射流冷却实验及检测系统(-50 ℃)、加热炉(最高温度1 100 ℃)和ZEISS大型金相显微镜等。本试验加热炉加热温度范围选为400~700 ℃;绿色射流冷却实验及检测系统选用室温,默认为20 ℃,冷却介质水的剂量选为1~10 mL/min;ZEISS大型金相显微镜的放大值选为500倍。
2 试验结果及分析
试验时,通过调节绿色射流冷却机的射流压力,将一定剂量的水与高压空气搅拌融合,形成喷雾状从喷口,射向被加热的试件表面。
2.1 试样温度为400 ℃时选用不同水剂量冷却试样得到的表面金相组织
由图1可以看出,试样在400 ℃冷却时表面金相组织的变化不是很明显,但是此时已经有亚稳态的β相转变成α相,转换公式为亚稳态β=β+α,局部有新的相析出,呈现细小的针状和短棒状。对比图1a、b和c,可以看出随着水剂量的增大,试样的冷却速度增加,易新生α相晶粒且更细,这是因为产生α相需要相应的冷却速度,而晶粒的长大却需要在相应温度下保持一定时间。而随着冷却速度的增加,α相晶粒得到保温的时间缩短,被迅速冷却到晶粒不能长大的温度,所以晶粒会相应变得更细。随着水剂量的增加试件表面的冷却速度并没有进一步增加,由于骤冷作用减弱,亚稳态β相的转变程度变小,对比图1c和d,发现图1c中析出的针状α相更多;而图1e和f中,只有少量的针状相出现,说明冷却速度对亚稳态β相的转变有一定影响,冷却速度过快会导致转变程度减小,而且转变所生成的α相较小,大部分会以点状形式存在于β相晶体内,不易被察觉。
综合分析可以看出,在试样温度为400 ℃时,选用水剂量为3 mL/min的速度进行试样表面冷却,得到的TC4合金表面金相组织最好。

2.2 试样温度为550 ℃时选用不同水剂量冷却试样得到的表面金相组织
由图2可以看出,试样在550 ℃冷却时表面金相组织变化非常明显,有较多的相生成,但是伴随着水剂量的不同,生成的α相形态也不一样。在图2a与图2b中,由于水剂量较小,冷却速度较慢,使得试样的保温时间较长,金相组织图片中出现了成片的初生α相晶粒,每一片α相晶粒由相对粗大的针状相平行构成,沿β相的晶界排列,形成了基体为片状α+β相晶界的魏氏组织,由于该组织中α相为片状,晶粒相对粗大,会使得材料的力学性能下降,影响材料的表面质量。
在图2c和2d中,随着冷却速度的增加,α相晶粒不再呈片状析出,有部分α相在β相晶体内部析出,且呈现针状,独立的α相沿晶粒长度和宽度方向均有长大趋势,相对于前面生成的魏氏组织晶粒更细、更均匀些,材料的力学性能得到了一定的改善,表面质量有明显的提高;当水剂量为6 mL/min冷却试样时,得到图2e所示金相组织,由于冷却速度的增加,初生α相得不到较长时间的保温而无法长大,以细小针状和点状形式被析出;随着水剂量的进一步增加,试件的冷却速度的变化,亚稳态β相此时的分解程度明显变小,这一点在图2f中得到进一步验证。图2e金相组织在图组中更为均匀、细小。
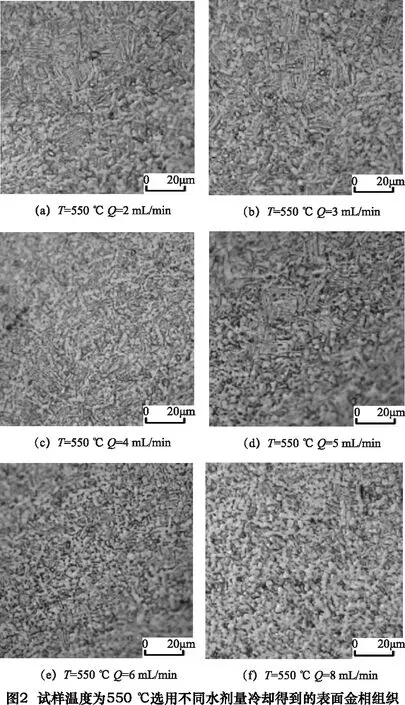
综合分析可以看出,在试样温度为550 ℃时,选用水流剂量为6 mL/min的速度进行冷却,得到的TC4合金表面金相组织最好。
2.3 试样温度为700 ℃选用不同水剂量冷却试样得到的表面金相组织
由图3可以看出,初生相在试样为700 ℃冷却时有明显长大现象,当水剂量为3 mL/min时,冷却速度较慢,试样在相对高温下保温时间较长,在相晶体内生成的相相对粗大,观察图3a以及3b,可以看到较多黑色的β相晶体内部有粗大的α相生成。随着冷却速度的增大,β相晶体内部生成的α相得不到较长的保温时间,有明显减小趋势,在图3c和3d中,初生相更多的呈现针状沿晶界长出,在β晶体内部仍有圆点状α相析出,但比图3a和3b图中初生相小。
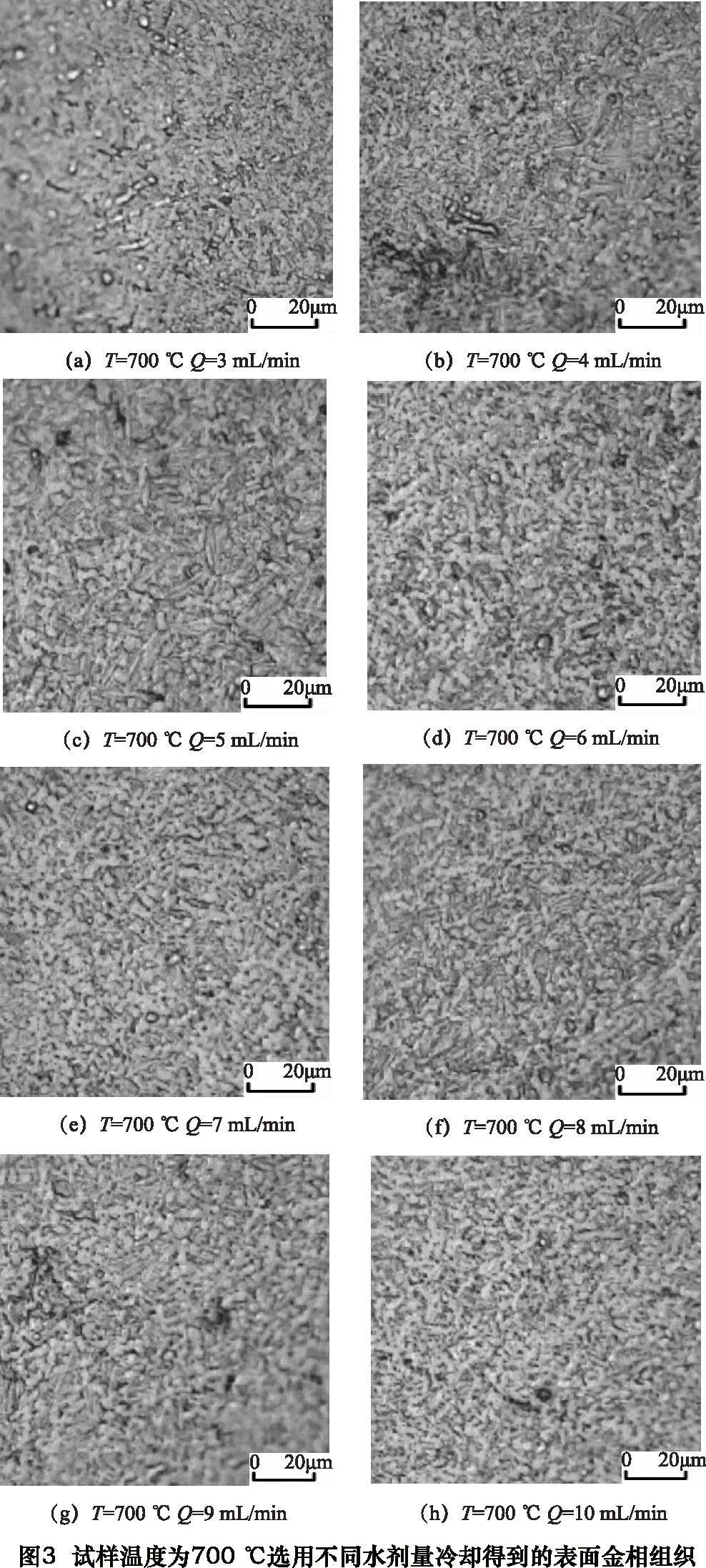
在图3e和3f中,由于冷却速度的进一步增大,β相晶体内部生成的相晶粒α相对于前面进一步被细化,而且晶粒大小相对比较均匀,材料的表面质量相对于前面有了明显的提高。
在图3g和3h中,水剂量达到9 mL/min以及10 mL/min时,相同的试件温度,由于水剂量的进一步增加,试件表面汽化水剂量能力并没有增加,不能汽化升腾的冷却介质形成水膜,阻碍冷却使试件的冷却速度没有进一步增加乃至降低,亚稳态β相的分解程度相对于前面有所下降,得到的初生α相也相对较少。不易发现。
综合分析可以看出,在试样温度为700 ℃时,选用水剂量为8 mL/min的速度进行冷却,得到图3f的TC4合金表面金相组织最好。
3 实验结论
(1)亚干式喷雾冷却时,在一定的条件下,随着水剂量的增加,试件表面冷却速度增加,TC4合金表面金相组织更细、更均匀;但冷却速度太高,会抑制亚稳态β相的分解,不能得到理想的组织结构。所以试样在每一种温度下,就TC4合金表面金相组织细化程度而言,都会有一个最佳的冷却参数和冷却速度。
(2)本文所在条件下,试验得到的优化冷却参数和相应组织是:
①TC4合金在400 ℃进行喷雾冷却时有少量针状α相析出,β相晶体内部开始有α相析出,但两种形式析出的α相均不明显,选用水剂量为3 mL/min时得到的冷却速度对试样进行冷却,TC4合金表面金相组织最好。
②TC4合金在550 ℃进行喷雾冷却时表面金相组织变化非常明显,亚稳态相的分解程度最高,且初生α相呈针状,主要沿β相晶界平行分布,部分相晶体内部有相析出,选用水剂量为6 mL/min时得到的冷却速度对试样进行冷却,TC4合金表面金相组织最好。
③TC4合金在700 ℃进行喷雾冷却时可以明显看到相晶体内部有粗大的相析出,针状相有明显长大迹象,晶粒相对粗大,且亚稳态相的分解程度有所降低,选用水剂量为8 mL/min时得到的冷却速度对试样进行冷却,TC4合金表面金相组织最好。
(3)在工业4.0背景下,以绿色制造为先导,绿色制造工艺的精准研究才能有利于传统生产加工方式的革新,才能更好地服务现代工业应用。
[1]沈正华. 钛合金薄壁铣削变形有限元仿真及加工参数优化[D]. 南京:南京航空航天大学,2009.
[2]孙建国. 论绿色切削液的必要性和可行性[J]. 润滑与密封,2001(2):68-74.
[3]Varadarajan AS,Philip PK, Ramamoorthy B.Investigation on hard turning with minimal fluid application(HTMF) and comparison with dry and wet turning [J]. Inter. J. of Machine Tools & Manufacfure, 2002, 42(2):193-200.
[4]Mori M, Furuta M, Nakai T, et al. High Speed Machining of Titanium by New PCD Tools[J]. SAE Technical Paper, 1999(1):1-6.
[5]刘飞,张华,岳红辉,等. 绿色制造——现代制造业的可持续发展模式[J]. 中国机械工程,1998,9(6):76-78.
[6]刘献礼,岳彩旭. 绿色切削技术的研究进展及发展趋势[J]. 航空制造技术,2010(11):26-30.
[7]牛晓钦,王春燕.低温微量润滑切削技术及其应用[J].机械工程与自动化,2011(1):212-214.
[8]袁松梅,刘思,严鲁涛.低温微量润滑技术在几种典型难加工材料加工中的应用[J].航空制造技术,2011(14):45-47.
[9]Hong S Y, Ding Y. Cooling approaches and cutting temperatures in cryogenic machining of Ti6Al4V[J]. Inter. J. of Machine Tools & Manufacture, 2001, 41(10): 1417-1437.
(编辑 李 静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Study on the influence of spray cooling technology on microstructure of TC4 alloy
HU Xiaokang, GUAN Xiaoyan, REN Jinjing, REN Jialong
(Jiangsu University of Science and Technology, Zhenjiang 212003, CHN)
Heat TC4 alloy to a certain temperature, then do cooling experiment by using spray cooling. Observe the microstructure of the sample and study the law of the inference of the cooling situation to the microstructure, the results show that: the microstructure of TC4 alloy can be significantly improved by the spray cooling technology; and with different heating temperature, the samples have different structure and form. Study and compare the difference of the microstructure, explore the law of evolution preliminary. We can use optimized cooling parameter to guide people to get microstructure and performance which we need.
spray cooling; TC4 alloy; microstructure; cooling parameter
*国家自然科学基金资助项目(50845064)
TG156
A
10.19287/j.cnki.1005-2402.2016.12.005
2016-02-02)
161213
猜你喜欢
青少年科技博览(中学版)(2022年11期)2023-01-07
铝加工(2022年3期)2022-11-24
好日子(2021年8期)2021-11-04
粉末冶金技术(2021年3期)2021-07-28
粉末冶金技术(2021年3期)2021-07-28
故事作文·高年级(2021年5期)2021-06-01
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
中国有色金属学报(2018年2期)2018-03-26
凿岩机械气动工具(2016年3期)2016-03-01