
汽车歧管检测与打标一体机控制系统设计
2016-04-07 05:26蒋玲,张超
西安航空学院学报 2016年1期
蒋 玲,张 超
(1.芜湖职业技术学院 电气工程学院,安徽 芜湖 241006;2.佛吉亚排气控制技术开发(上海)有限公司,上海 201107)
汽车歧管检测与打标一体机控制系统设计
蒋玲1,张超2
(1.芜湖职业技术学院 电气工程学院,安徽 芜湖 241006;2.佛吉亚排气控制技术开发(上海)有限公司,上海 201107)
摘要:汽车排气歧管检测与打标一体机是根据汽车零部件制造商的需要专门研制的,用于检测汽车歧管气密性及筒体打标的一种装置。该装置是由机械、气动和PLC控制三大系统组成的,采用三菱PLC、传感器等元器件和日本SMC的气动元件来实现汽车歧管自动检测与自动打标。歧管检测与打标一体机从投产以来,工作可靠,运行稳定,较好地完成歧管气密性检测与打标任务,完全能满足生产工艺的要求。
关键词:汽车排气歧管;气密性检测;打标;一体机;PLC
0前言
汽车排气歧管是将发动机工作时产生的废气,从多个汽缸中顺利排出的重要零件, 它的工作情况直接关系到发动机的工作可靠性和使用耐久性,同时会直接影响着汽车的舒适性、废气的顺利排放、废气的催化转换处理和发动机的效率。在汽车歧管产品生产过程中,对其进行密封性检测己成为不可缺少的一个重要的工序。为了让用户能够方便直观地了解这些汽车零部件的基本信息,需要在这些产品的表面进行信息标示,工业标记成为汽车零部件过程的重要工序之一。
目前的汽车歧管生产过程,工作人员先进行歧管气密检测,气密检测合格后再搬运到打标机上进行筒体打标,但是当大批量生产时常常误工、误时,效率低下,不利于产品快速流动,生产线上的产品积压现象较为严重;由于原先的两台设备本身独立工作,每台设备都需要工装夹持装置和电气控制系统,设备制造费用高,维护工作量大。另外气密机检测的结果对打标机不产生任何影响,即气密合格与不合格产品在打标机均能打标,不具备防错功能,不利于大批量生产作业,导致操作工在操作过程中将不合格的产品当作合格的产品进行了打标,出现不合格产品流向客户,导致索赔,既造成经济损失又损害了公司的声誉。
汽车歧管气密性检测及打标功能一体机即是在此背景下开发设计的,其主要用于汽车歧管气密性检测、歧管打标[1]。本设计已获得实用新型专利(专利号201420518856.3)。
1工作原理及组成
汽车歧管检测与打标一体机包括气密检测及打标公用的检测装夹平台、待测工件、收缩气缸、压紧气缸、打标机、电气控制系统。其特征在于:按下启动按钮后,首先压紧气缸将工件压紧在装有密封圈的平台上,收缩气缸封堵住另一出口,快速充气阀打开向歧管内充气,当与歧管相连通的压力传感器达到规定的压力时,快速充气阀关闭,打开装有流量传感器的慢充阀,确保压力恒定,若流量传感器的值小于设定值,系统显示合格,合格指示灯亮,系统自动排气,收缩气缸缩回,打标机启动开始打标,打标结束后,压紧气缸缩回,释放出工件;若流量传感器的值大于设定值,系统显示不合格,不合格指示灯亮,并发出声光报警,系统自动排气,收缩气缸缩回,打标机不启动打标程序,压紧气缸不缩回,工件始终处于压紧状态,不能拿出,只有按下不合格产品解锁按钮才能缩回压紧气缸,取下工件,实现了仅有歧管气密检验合格才能打标的防错和一次装夹完成检测、打标两次作业的目的。其结构如图1所示。
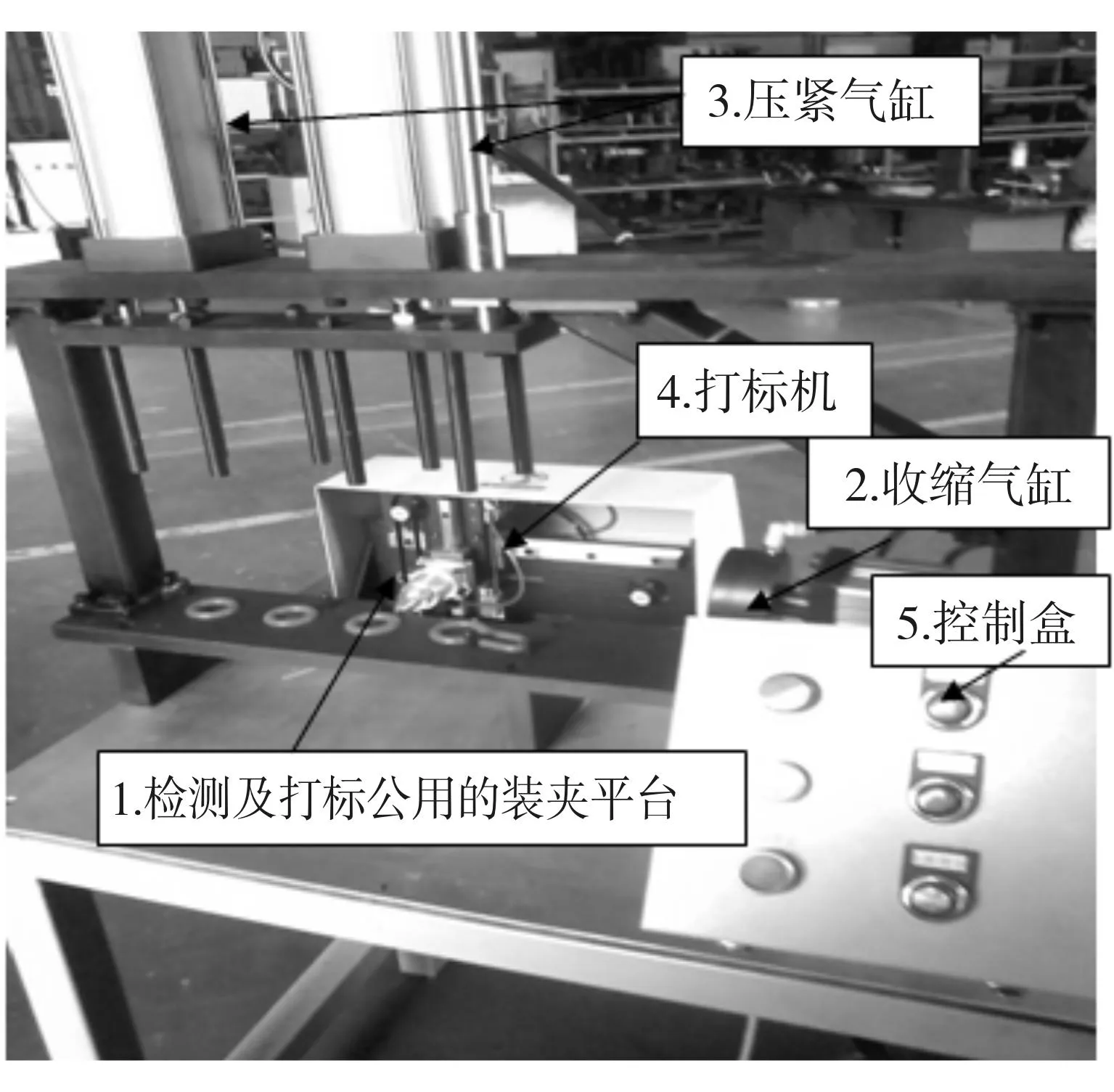
图1 检测及打标工装结构图
2气动控制系统的设计
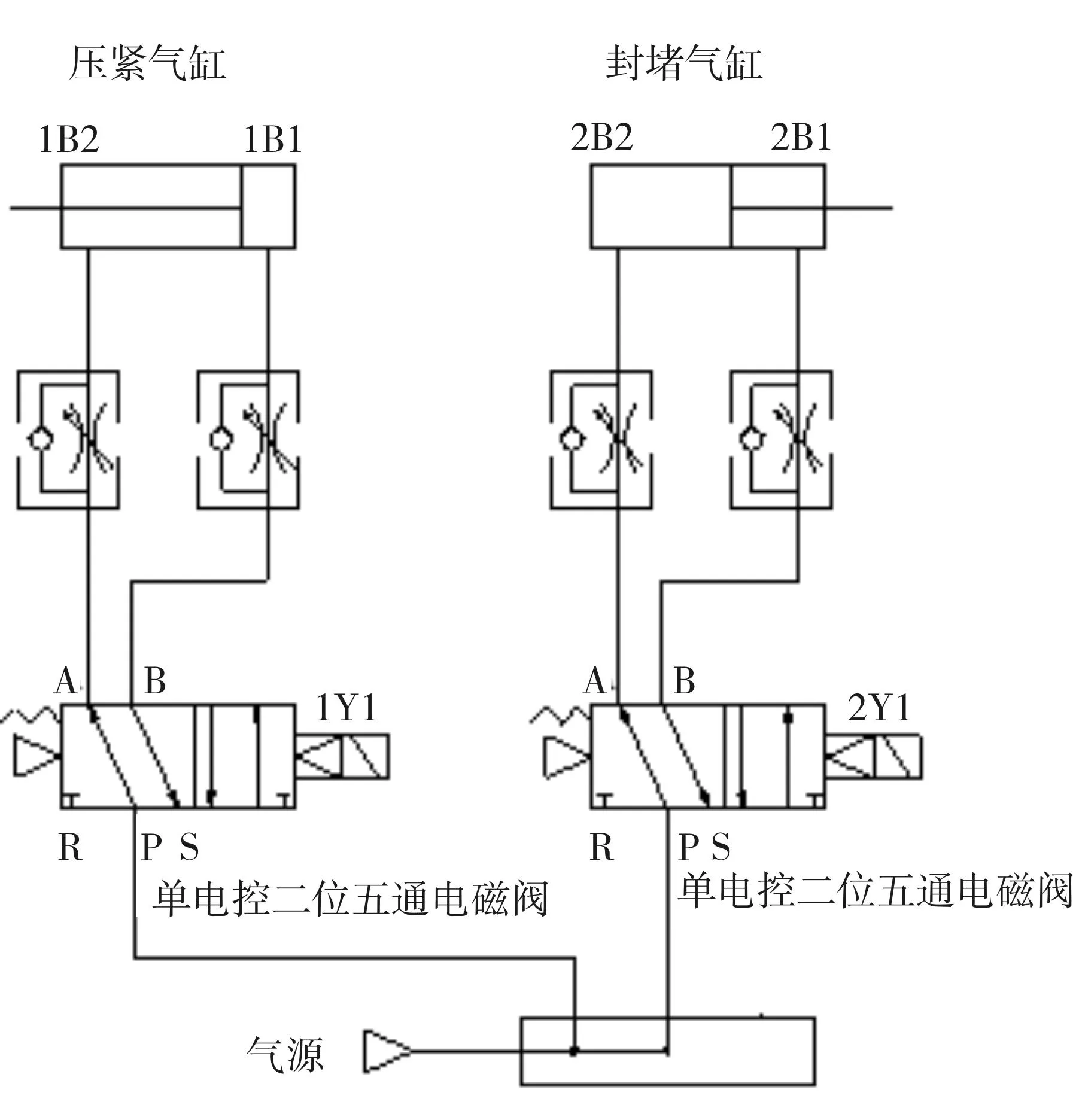
图2 气动控制回路的工作原理图
气动控制系统是汽车歧管检测与打标一体机的执行机构之一,该气动控制系统主要实现工件与装有密封圈的平台之间的夹紧与松开,汽车歧管另一出口的封堵与松开。由PLC实现开关量逻辑控制。气动控制回路的工作原理如图2所示。1Y1、2Y1为控制气缸运动的单电控二位五通电磁阀,1B1、1B2、2B1、2B2为安装在气缸极限工作位置上的磁性传感器。
3PLC控制系统的设计
3.1 系统硬件设计
PLC控制系统设计包括系统方案设计和PLC选型。主要依据工艺过程和技术要求,以及最优控制原则,确定系统的控制方案[2-3]。在PLC选型时,应详细分析工艺过程的特点和控制要求,确定有哪些信号输入给PLC,哪些负载由PLC驱动,是开关量还是模拟量,是直流量还是交流量,以及电压等级等,并估算所需存储器容量,最后选择性价比较高的PLC和设计相应的控制系统[4]。
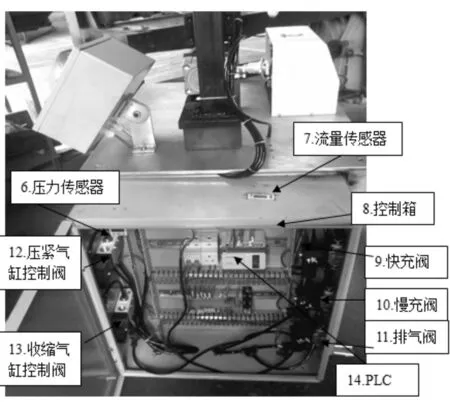
图3 设备控制系统
在该系统中,控制部分采用三菱小型PLC,型号为FX2N-24MR。作为该一体机控制系统的核心部件PLC,其输入端口接入系统所需的各开关、主令信号按钮,PLC输出端主要与要控制的电磁阀、继电器和工作状态信号指示灯等相连,系统所需的各种逻辑控制要求全部在PLC内部实现,工作过程通过外部指示灯显示。设备控制系统如图3所示,PLC的外部接线如图4所示。
3.2系统软件设计
PLC控制程序是汽车歧管检测与打标一体机控制系统设计的核心,一体机使用效果与程序设计的可靠性有关,设备操作是否人性化也与程序设计有很大关系,另外PLC程序设计时要尽量缩短其运行时间,从而提高设备的运行效率。此一体机程序由原点回归、手动调整程序、自动运行操作程序等构成。设备通电、气源接通后,先在手动状态下进行一次原点回归[5]。
一般情况下设备的参数都已经设好,如无必要不需对设备进行调整。手/自动选择开关应置于自动档,操作员首先将工件放入后,双手启动,设备进入自动运行状态。
自动运行的顺序如图5所示。
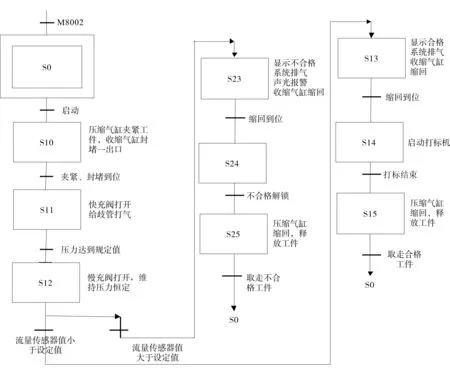
图5自动运行流程图自动运行中如果按下急停或设备发生故障,立即停止,急停指示灯闪烁,以示提醒。确定无安全隐患后,将运行方式开关选择置于手动位置,按回原点按钮设备自动回到初始状态。到达原位后原位指示灯常亮提示复位结束设备正常。
手动操作程序主要是在设备维修和调试过程中使用,便于单步操作设备[3]。采用三菱PLC对系统进行控制,控制系统的控制要求改变时,只需将程序进行修改,就能满足系统要求,非常灵活方便,简化了硬件系统结构,控制电路部分接线大大减少。
4结语
汽车歧管检测与打标一体机根据用户的要求进行设计制作的,本设备采用机、电、气一体化设计、气动部分采用日本SMC的气动控制元件,电气控制系统由三菱FX2N系列PLC;设备具有手动、自动、故障报警和显示等功能。
该设备将原先的两道工序、两台设备经过整合和机电一体化设计之后变成一台设备和一道工序,减少了工人的重复操作,缩短了操作的时间,降低了劳动强度,比原设备工作时间节约了15秒,同时提高了工作效率,节约了生产成本和设备投入。通过PLC程序设计和外围控制电路处理,将工件气密检测和打标联系起来形成互锁,合格工件打标,不合格工件不打标,且不合格工件不会自动释放,只有按下不合格产品解锁按钮才能释放开不合格工件,进行了有效的防错,杜绝了不合格产品流向客户。
在工业实践中,该设备既可用于汽车歧管气密性检测和打标,也可用于汽车排气系统其它部件的气密性检测与打标,以及其它行业产品气密性检测与打标[1]。
参考文献
[1] 蒋玲,张超,万鸾飞,等.一种用于汽车歧管检测与打标的装置:201420518856.3[P].2015-01-21.
[2] 廖常初.PLC基础及应用(第三版)[M].北京:机械工业出版社,2014:145-146.
[3] 李乃夫,何琼,盖超会,等.可编程控制器技术[M].北京:高等教育出版社,2014:239-241.
[4] 汤自春,许建平,刘耀元,等.PLC技术应用[M].北京:高等教育出版社,2015:177-178.
[5] 蒋玲,张超.三元催化器GBD封装设备控制系统设计[J].西安航空学院学报,2015(1):53-57,79.
[责任编辑、校对:梁春燕]
Design of Control System for Automobile Exhaust Manifold Detection and Marking
JIANGLing1,ZHANGChao2
(1.Department of Electrical Engineering,Wuhu Institute of Technology,Wuhu 241006,China;2.Faurecia Exhaust Control Technology Development (Shanghai) Co.,Ltd.,Shanghai 201107,China)
Abstract:Automobile exhaust manifold detection and marking machine is a kind of device especially designed to detect manifold air tightness and mark for cylinder based on the need of auto part manufacturers.The device is composed of mechanical system,pneumatic system and PLC.It employs the MITSUBISHI PLC,sensor components and SMC pneumatic components researched and developed by Japan to control automatic detecting and automatic marking.The machine has been working stably since its production,suitable for detecting exhaust manifold air tightness and marking for cylinder.The automobile exhaust manifold detection and marking machine can fully meet the process requirements.
Key words:automobile exhaust manifold;leak detection;marking;integrated machine;PLC
中图分类号:U464
文献标识码:A
文章编号:1008-9233(2016)01-0060-04
作者简介:蒋玲(1974-),女,安徽桐城人,副教授,从事PLC及自动控制方面的教学和研究。
基金项目:芜湖职业技术学院2015年度校级科学研究项目(Wzyzr201501);实用新型专利(专利号201420518856.3)
收稿日期:2015-11-09
